También podría gustarte
- 3.1 Manual de Graficos de ControlDocumento49 páginas3.1 Manual de Graficos de ControlJavier Peregrino100% (4)
- Mapa Mental (Plasticos)Documento1 páginaMapa Mental (Plasticos)Luis Felipe Michel Mtnz50% (2)
- Ensayo Libro PromodelDocumento6 páginasEnsayo Libro PromodelAndres' AraizaAún no hay calificaciones
- Evidencia Aeronautica EspacialDocumento6 páginasEvidencia Aeronautica EspacialDaniel GómezAún no hay calificaciones
- Preguntas 8dsDocumento1 páginaPreguntas 8dsElizabeth ManzanoAún no hay calificaciones
- 1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaDocumento21 páginas1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaEduardo Rosales100% (1)
- Snest Simulacion U4 Global Especial 2014Documento2 páginasSnest Simulacion U4 Global Especial 2014Luis Benjamin Mendoza Ballines0% (1)
- Funcion de PérdidaDocumento21 páginasFuncion de PérdidaPrici Villa Fuentes100% (1)
- Formato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Documento8 páginasFormato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Leyman AramendisAún no hay calificaciones
- Ido2 - 5i1 - Ada3 - Dominguez Guillen - Mario EmmanuelDocumento20 páginasIdo2 - 5i1 - Ada3 - Dominguez Guillen - Mario EmmanuelIrving TorresAún no hay calificaciones
- Proyecto Final Tamizadora Electroestatica FinalizadoDocumento24 páginasProyecto Final Tamizadora Electroestatica FinalizadounilibreAún no hay calificaciones
- Propuesta Modelo Mantenimiento Lozano Bayron 3751 L925pro2Documento52 páginasPropuesta Modelo Mantenimiento Lozano Bayron 3751 L925pro2Fernando ContrerasAún no hay calificaciones
- Proceso DMADVDocumento25 páginasProceso DMADVAdrian CortezAún no hay calificaciones
- Resumen Tema 2 Relaciones IndustrialesDocumento3 páginasResumen Tema 2 Relaciones IndustrialesJuan Del Angel PabloAún no hay calificaciones
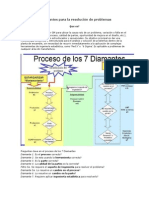
- 7 Diamantes para La Resolución de ProblemasDocumento2 páginas7 Diamantes para La Resolución de ProblemasGilberto Ivan Díaz Moreno33% (3)
- 3.4 Herramientas CreativasDocumento16 páginas3.4 Herramientas CreativasXochitl PrunedaAún no hay calificaciones
- Ensayo Core ToolsDocumento2 páginasEnsayo Core Toolsewva12Aún no hay calificaciones
- Control de Avance Simulación Lun-MiérDocumento6 páginasControl de Avance Simulación Lun-MiérAndrés Suaréz GilAún no hay calificaciones
- Examen Diagnostico AoiiDocumento2 páginasExamen Diagnostico Aoiifwfmcmoa100% (1)
- Medición Del Desempeño y El Rendimiento en ManufacturaDocumento6 páginasMedición Del Desempeño y El Rendimiento en ManufacturairvingAún no hay calificaciones
- Cuestionario 2Documento10 páginasCuestionario 2David MoralesAún no hay calificaciones
- Norma IATF 16949Documento4 páginasNorma IATF 16949Anonymous msqTwtjplAún no hay calificaciones
- Fases para La Implantación Del TPMDocumento4 páginasFases para La Implantación Del TPMCésar Ricardo Vázquez Corona100% (1)
- Práctica 10 de Laboratorio Simulacion Uso Stat Fit y Graphics EditorDocumento9 páginasPráctica 10 de Laboratorio Simulacion Uso Stat Fit y Graphics EditorkeimakamisamaAún no hay calificaciones
- 1.1 TaylorismoDocumento8 páginas1.1 TaylorismoomargamiAún no hay calificaciones
- 3.1 PrincipiosDocumento18 páginas3.1 PrincipiosGerardo AckermanAún no hay calificaciones
- Examen U2-Admon. Proy.Documento2 páginasExamen U2-Admon. Proy.Karla Zarco IzazagaAún no hay calificaciones
- Caso R&RDocumento9 páginasCaso R&Rarmando arratiaAún no hay calificaciones
- Unidad 3 Solucion de Problemas de Sistemas de ManufacturaDocumento9 páginasUnidad 3 Solucion de Problemas de Sistemas de ManufacturaDoreyda BahenaAún no hay calificaciones
- Cuestionario Unidad 1. CalidaddocxDocumento5 páginasCuestionario Unidad 1. CalidaddocxarcimaAún no hay calificaciones
- Manufactura Esbelta PDFDocumento22 páginasManufactura Esbelta PDFAlvaroAún no hay calificaciones
- Proyecto Manufactura Esbelta A2Documento24 páginasProyecto Manufactura Esbelta A2Thom YorkeAún no hay calificaciones
- Plan de ControlDocumento3 páginasPlan de ControlJowell ReynosaAún no hay calificaciones
- Proyecto Análisis de Métodos, Operaciones y Movimientos PDFDocumento50 páginasProyecto Análisis de Métodos, Operaciones y Movimientos PDFManuel1309100% (2)
- Unidad 5 Contabilidad de CostosDocumento6 páginasUnidad 5 Contabilidad de CostosMatthew CalderonAún no hay calificaciones
- ANSIDocumento28 páginasANSINancy EnBeck100% (3)
- Cuestionario Unidad 1 Gestion de Los Sist. de CalidadDocumento3 páginasCuestionario Unidad 1 Gestion de Los Sist. de CalidadEfrain Cruz100% (1)
- AMEF - PRESENTACION - PPTX V4Documento20 páginasAMEF - PRESENTACION - PPTX V4kristy yolibeth lopez banegasAún no hay calificaciones
- Aportaciones Del ToyotismoDocumento1 páginaAportaciones Del ToyotismoesmeraldaAún no hay calificaciones
- 1.5. Herramientas AdministrativasDocumento23 páginas1.5. Herramientas Administrativasjair LopezAún no hay calificaciones
- Procedimiento de Elaboración de Una Pieza en CNCDocumento13 páginasProcedimiento de Elaboración de Una Pieza en CNCAsunción VelázquezAún no hay calificaciones
- Presentación de Datos y Formulas Estándar (Equipo) - EtdtDocumento12 páginasPresentación de Datos y Formulas Estándar (Equipo) - Etdtfrancisco panchoAún no hay calificaciones
- CARACTERISTICAS Residencia ProfesionalDocumento3 páginasCARACTERISTICAS Residencia ProfesionalDgo CQAún no hay calificaciones
- Clasificación de La Norma Iso TS 16949Documento2 páginasClasificación de La Norma Iso TS 16949Ludwing Joab Sánchez Pacheco100% (1)
- Preservacion ProgresivaDocumento3 páginasPreservacion ProgresivaLuis Daniel RodríguezAún no hay calificaciones
- Cuadro Comparativo MantenimientoDocumento2 páginasCuadro Comparativo MantenimientojocelynAún no hay calificaciones
- Ejercicios Análisis MarginalDocumento7 páginasEjercicios Análisis Marginalsanty SegoviaAún no hay calificaciones
- Evidencia Final DMAICDocumento32 páginasEvidencia Final DMAICJose MiguelAún no hay calificaciones
- Costos Indirectos PredeterminadosDocumento9 páginasCostos Indirectos Predeterminadosjoel chavez partidaAún no hay calificaciones
- Cuadro Comparativo Tiempos Predeterminados.Documento5 páginasCuadro Comparativo Tiempos Predeterminados.marcos pantojaAún no hay calificaciones
- Ejercicios Capitulo 8-Grupo 1Documento14 páginasEjercicios Capitulo 8-Grupo 1Ledvin PerdomoAún no hay calificaciones
- Mapa Cinoptico Arreglos Ortogonales ECCasdDocumento1 páginaMapa Cinoptico Arreglos Ortogonales ECCasdEdgar CabreraAún no hay calificaciones
- 4.4 Elementos Del Sistema JitDocumento9 páginas4.4 Elementos Del Sistema JitJosesiio ValdeezAún no hay calificaciones
- 3.1 Antecedentes e Introducción de La ISO 9000Documento18 páginas3.1 Antecedentes e Introducción de La ISO 9000Madelyn AbregoAún no hay calificaciones
- Tema 3 - Estudio de MovimientosDocumento9 páginasTema 3 - Estudio de MovimientosFélix SalazarAún no hay calificaciones
- NOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Documento39 páginasNOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Sofia Andrade100% (1)
- 1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónDocumento5 páginas1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónMonserrat Mata Zúñiga0% (1)
- Bosquejo Del MétodoDocumento1 páginaBosquejo Del MétodoJose De Jesus Espinoza VazquezAún no hay calificaciones
- Tendencias Actuales en Mantenimiento IndustrialDocumento4 páginasTendencias Actuales en Mantenimiento Industrialloquillo1Aún no hay calificaciones
- Universidad de Campus TecnolicoDocumento27 páginasUniversidad de Campus Tecnolicojesus arturo galeana pestañaAún no hay calificaciones
- Trabajo de CALIDADDocumento19 páginasTrabajo de CALIDADWilliam Richard QBAún no hay calificaciones
- Unidad 4 Productividad Por ObjetivosDocumento39 páginasUnidad 4 Productividad Por ObjetivosisabelAún no hay calificaciones
- Flujo de CajaDocumento2 páginasFlujo de CajaisabelAún no hay calificaciones
- Mercado BursatilDocumento28 páginasMercado BursatilisabelAún no hay calificaciones
- Mercado BursatilDocumento28 páginasMercado BursatilisabelAún no hay calificaciones
- Factoraje y AutofinanciamientoDocumento11 páginasFactoraje y AutofinanciamientoisabelAún no hay calificaciones
- PR-HSE-PRO.07.09 Inspeccion de ArnesDocumento3 páginasPR-HSE-PRO.07.09 Inspeccion de Arnesnelida ramos floresAún no hay calificaciones
- Tarea - Ejercicios Del Problema de La Ruta Más CortaDocumento7 páginasTarea - Ejercicios Del Problema de La Ruta Más CortaPablito VilchezAún no hay calificaciones
- Estatica I y IIDocumento6 páginasEstatica I y IIVictorHugoMoynaHuillcaAún no hay calificaciones
- Materiales y Herramientas Utilizados en ConstruccionDocumento5 páginasMateriales y Herramientas Utilizados en ConstruccionWilliams Anderson CG100% (1)
- Interpretación de Curvas de NivelDocumento5 páginasInterpretación de Curvas de NivelMauricio MenachoAún no hay calificaciones
- Taller Energía y PotenciaDocumento3 páginasTaller Energía y PotenciaRaúl Avila0% (7)
- Ed - 01 - Aulas Ded ComputoDocumento48 páginasEd - 01 - Aulas Ded ComputoMiguel Rojas BrandanAún no hay calificaciones
- SikaLatex® N Rev.5 04-11-20Documento3 páginasSikaLatex® N Rev.5 04-11-20Miguel AlvaradoAún no hay calificaciones
- Detección de Prácticas No EcoeficientesDocumento3 páginasDetección de Prácticas No EcoeficientesDelia HernandezAún no hay calificaciones
- 957956893.ventiladores IndustrialesDocumento15 páginas957956893.ventiladores IndustrialeswilmerAún no hay calificaciones
- Manual CaminadoraDocumento36 páginasManual CaminadoraJimar GutiérrezAún no hay calificaciones
- Proceso UnificadoDocumento6 páginasProceso UnificadoRider J-aAún no hay calificaciones
- Charla Clasificación de Residuos SólidosDocumento23 páginasCharla Clasificación de Residuos SólidosAlexander Pabon100% (2)
- HOPSA - Manual de Techos N°3 PDFDocumento18 páginasHOPSA - Manual de Techos N°3 PDFLuis LopezAún no hay calificaciones
- Lab4 - InformeDocumento2 páginasLab4 - InformemilaronixAún no hay calificaciones
- 39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadDocumento3 páginas39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadmichaelAún no hay calificaciones
- Biocinematica Del Accidente de TraficoDocumento271 páginasBiocinematica Del Accidente de Traficogaston maidana100% (2)
- Avance Pte BañosDocumento10 páginasAvance Pte BañosAlexis Smiht Ventura PeresAún no hay calificaciones
- Rocasyminerales 466Documento66 páginasRocasyminerales 466Orlando RojasAún no hay calificaciones
- Curso de MudloggingDocumento75 páginasCurso de MudloggingRodrigo Jaramillo100% (6)
- Mantenimiento 40 60CV 4T-4 PDFDocumento23 páginasMantenimiento 40 60CV 4T-4 PDFNicoAún no hay calificaciones
- API 576rp Eaf Inspeccion de Dispositivos de Alivio de PresionDocumento46 páginasAPI 576rp Eaf Inspeccion de Dispositivos de Alivio de Presionpatim9071Aún no hay calificaciones
- Pavimentadoras Cat Specalog Ap600d EspanolDocumento12 páginasPavimentadoras Cat Specalog Ap600d EspanolPlinio Cusihuallpa DoradoAún no hay calificaciones
- Act.2 - Administracion y Gestion de Una Base de Datos.Documento2 páginasAct.2 - Administracion y Gestion de Una Base de Datos.Stephanie ManceraAún no hay calificaciones
- Polarización: - Polarización Lineal (Horizontal y Vertical) - Polarización Circular (Izquierda y Derecha)Documento5 páginasPolarización: - Polarización Lineal (Horizontal y Vertical) - Polarización Circular (Izquierda y Derecha)koAún no hay calificaciones
- PolarografiaDocumento7 páginasPolarografiaLoRelys VeGaAún no hay calificaciones
- Utencilios para Una CarniceriaDocumento6 páginasUtencilios para Una CarniceriaCamila Valencia BohorquezAún no hay calificaciones
- Fórmulas Empíricas para Calcular Carga de ExplosivoPRUEBADocumento18 páginasFórmulas Empíricas para Calcular Carga de ExplosivoPRUEBArenuevaing0% (1)
- Pad ImpDocumento2226 páginasPad ImpadidaspanqAún no hay calificaciones