También podría gustarte
- El juego y el jugar en el jardín maternal: El jardín maternal, un lugar donde el enseñar y el aprender se hacen jugarDe EverandEl juego y el jugar en el jardín maternal: El jardín maternal, un lugar donde el enseñar y el aprender se hacen jugarCalificación: 4 de 5 estrellas4/5 (2)
- (1library - Co) Corte y Relleno AscendenteDocumento5 páginas(1library - Co) Corte y Relleno AscendenteCRISTIAN ANTONIO PEREZ ATENCIAAún no hay calificaciones
- PDF Reconocimiento de Equipos Industriales en Los Laboratorios de Operaciones CompressDocumento26 páginasPDF Reconocimiento de Equipos Industriales en Los Laboratorios de Operaciones CompressFernando YderfAún no hay calificaciones
- Astm C 128-01Documento16 páginasAstm C 128-01maryferAún no hay calificaciones
- Supervision de Instalaciones Electromecanicas en Edificaciones DDDocumento91 páginasSupervision de Instalaciones Electromecanicas en Edificaciones DDRonald Arturo Alberti MaysAún no hay calificaciones
- PDF Informe Ciclos de Refrigeracion - CompressDocumento49 páginasPDF Informe Ciclos de Refrigeracion - CompressLuis SantiagoAún no hay calificaciones
- PDF Medidas Seguridad para Manejo de Armas de Fuego DDDocumento8 páginasPDF Medidas Seguridad para Manejo de Armas de Fuego DDMaycol MarcoAún no hay calificaciones
- PDF Norma Astm d93 Traducida - CompressDocumento10 páginasPDF Norma Astm d93 Traducida - CompressCarla CatherineAún no hay calificaciones
- PDF Glosario de Terminos Mineros CompressDocumento9 páginasPDF Glosario de Terminos Mineros CompressSamuel Villa FloresAún no hay calificaciones
- Awwa D100Documento125 páginasAwwa D100David Ricardo PalmaAún no hay calificaciones
- Lab 6 QMC AliendreDocumento8 páginasLab 6 QMC AliendreBrayan Gutierrez CartagenaAún no hay calificaciones
- Taller Casa de La Moneda PDFDocumento16 páginasTaller Casa de La Moneda PDFAngela MiñoAún no hay calificaciones
- PDF Lab 6 Pendulo Compuesto CompressDocumento8 páginasPDF Lab 6 Pendulo Compuesto CompressCARLOS OMAR GUERRERO PANTOJAAún no hay calificaciones
- Extrapolacion de RichardsonDocumento15 páginasExtrapolacion de RichardsonElkinAún no hay calificaciones
- PDF Prueba de Comprension Lectora Quinto Ao Basico - CompressDocumento5 páginasPDF Prueba de Comprension Lectora Quinto Ao Basico - CompressDaniela Carolina Beiza AbarcaAún no hay calificaciones
- RRHH Unidad 8 - Solucionario MC Graw HillDocumento16 páginasRRHH Unidad 8 - Solucionario MC Graw HillThiabel LCAún no hay calificaciones
- Formaciones LimpiasDocumento8 páginasFormaciones LimpiasHumberto Gonzalez AriasAún no hay calificaciones
- Informe de Cinetica de FlotacionDocumento14 páginasInforme de Cinetica de FlotacionElvis Alanya TinocoAún no hay calificaciones
- PDF Supervision de Corte y Reconexion CompressDocumento54 páginasPDF Supervision de Corte y Reconexion CompressjgjulcamanyantAún no hay calificaciones
- PDF Resumen de Las Principales Ocurrencia CompressDocumento1 páginaPDF Resumen de Las Principales Ocurrencia CompressLuisFernandoVelaCáceresAún no hay calificaciones
- Informe Sistemas EmbebidosDocumento35 páginasInforme Sistemas EmbebidosBrayan Alexander Ruiz LozanoAún no hay calificaciones
- Tratado de Paz de Itamaraty 1995Documento2 páginasTratado de Paz de Itamaraty 1995Esmeralda M. RojasAún no hay calificaciones
- 04 Díptico de Difusión de Resultados de Evaluaciones y Protocolo 2022.Documento2 páginas04 Díptico de Difusión de Resultados de Evaluaciones y Protocolo 2022.DanielAlonsoDuarteYañezAún no hay calificaciones
- Ca5 P03 CeciliaDocumento11 páginasCa5 P03 CeciliaMaria Fernanda Cecilia ColmenaresAún no hay calificaciones
- Nfpa 70 e - Curso PDFDocumento141 páginasNfpa 70 e - Curso PDFCRISTIANAún no hay calificaciones
- PDF Reglamento Normativo para La Construccion de Hoteles Compress NAYARADocumento8 páginasPDF Reglamento Normativo para La Construccion de Hoteles Compress NAYARANOELIAAún no hay calificaciones
- PDF Propiedades de Los Fluidos Mauricio Alvarez Miguel Cera Cristian Orozco Yeins Valdez - CompressDocumento15 páginasPDF Propiedades de Los Fluidos Mauricio Alvarez Miguel Cera Cristian Orozco Yeins Valdez - CompressfredyAún no hay calificaciones
- PDF Procedimiento Ahoyador CompressDocumento4 páginasPDF Procedimiento Ahoyador CompressEl PanxoAún no hay calificaciones
- Curso EB 102 Corriente DirectaDocumento36 páginasCurso EB 102 Corriente DirectaGabriel100% (1)
- PDF Conclusion Es - CompressDocumento5 páginasPDF Conclusion Es - CompressTAIPE QUISPE HECTORAún no hay calificaciones
- Fibrilacion AuricularDocumento160 páginasFibrilacion AuricularFabiana Alejandra RuizAún no hay calificaciones
- PDF Equipos de Medicion de Temperatura y Humedad 01 09 2020 - CompressDocumento13 páginasPDF Equipos de Medicion de Temperatura y Humedad 01 09 2020 - CompressluisAún no hay calificaciones
- Qdoc - Tips - Test de Inteligencia de Cattell Factor G Escala 2Documento2 páginasQdoc - Tips - Test de Inteligencia de Cattell Factor G Escala 2fabricioio gumiel forenzaAún no hay calificaciones
- No Somos Irrompibles 7 BasicoDocumento3 páginasNo Somos Irrompibles 7 BasicoYessenia AngelAún no hay calificaciones
- Dossier Ciudad IIDocumento13 páginasDossier Ciudad IIDiana Diaz FloresAún no hay calificaciones
- PDF t1 Accidente DDDocumento1 páginaPDF t1 Accidente DDElza PaticoAún no hay calificaciones
- 8B AM 2.4.1 ArteagaAriasDocumento1 página8B AM 2.4.1 ArteagaAriasGraciela ArteagaAún no hay calificaciones
- PDF Hornos de Induccion DLDocumento22 páginasPDF Hornos de Induccion DLgeorgs euribe gonzalesAún no hay calificaciones
- Hacking EticoDocumento88 páginasHacking EticoProfesional SIRCIAún no hay calificaciones
- PDF Informe Lab3 Coef Friccion - CompressDocumento3 páginasPDF Informe Lab3 Coef Friccion - Compressarmando cartasAún no hay calificaciones
- PDF Presentacion Fuentes Conmutadas en Acpptx DLDocumento32 páginasPDF Presentacion Fuentes Conmutadas en Acpptx DLJOAQUIN ALESSANDRO CABRERA CHAMORROAún no hay calificaciones
- Supra RevitDocumento2 páginasSupra RevitA Montes de OcaAún no hay calificaciones
- Saforcada Analisis de Las Concepciones y Practicas en Salud CompressDocumento46 páginasSaforcada Analisis de Las Concepciones y Practicas en Salud CompressJuan Cruz MiguezAún no hay calificaciones
- PDF Unidad 5 Nuevas Tecnologias en Operaciones Con Tfdocx CompressDocumento25 páginasPDF Unidad 5 Nuevas Tecnologias en Operaciones Con Tfdocx CompressJosue SolisAún no hay calificaciones
- Metodo CrossDocumento23 páginasMetodo CrossFELIPE PINILLA CABRERAAún no hay calificaciones
- Pdf-Plan CompressDocumento16 páginasPdf-Plan Compressmaria paezAún no hay calificaciones
- PDF Sondeos Preliminares - CompressDocumento1 páginaPDF Sondeos Preliminares - CompressAngel Yair Gonzalez LlamasAún no hay calificaciones
- PDF Mineria Peru Contabilidad AplicadaDocumento69 páginasPDF Mineria Peru Contabilidad AplicadaJOSE LUIS RODRIGUEZ LOPEZAún no hay calificaciones
- Hechiceria Amp CaosDocumento6 páginasHechiceria Amp CaosAndersonAún no hay calificaciones
- PDF Proyecto Termometro Casero CompressDocumento23 páginasPDF Proyecto Termometro Casero CompressLuis Candanoza Beltran0% (1)
- PDF Laboratorio N Viscocidad CompressDocumento11 páginasPDF Laboratorio N Viscocidad CompressReynold Larrea OrtegaAún no hay calificaciones
- Ficha Técnica FR900Documento1 páginaFicha Técnica FR900katherinepineda11Aún no hay calificaciones
- PDF Set Rollos Version 2010 MCC CompressDocumento86 páginasPDF Set Rollos Version 2010 MCC Compresskaronte1701Aún no hay calificaciones
- Brochure - MiEmpresa - Gob.sv PDFDocumento2 páginasBrochure - MiEmpresa - Gob.sv PDFCristinaAún no hay calificaciones
- Aplicacion Des Es Diferenciales Ordinarias de Orden Superior para El Modelamiento Del Principio de Arquimedes FlotacionDocumento10 páginasAplicacion Des Es Diferenciales Ordinarias de Orden Superior para El Modelamiento Del Principio de Arquimedes FlotacionRevisate PanamaAún no hay calificaciones
- Clase 2 - Sensibilidad Humana A Las Vibraciones - Respuesta de 1 GL A Excitación ArmónicaDocumento31 páginasClase 2 - Sensibilidad Humana A Las Vibraciones - Respuesta de 1 GL A Excitación ArmónicaEdwin Jojoa BotinaAún no hay calificaciones
- 01 - Refugi Del DragoDocumento1 página01 - Refugi Del DragoGuillem MorantAún no hay calificaciones
- Enfermedades de InviernoDocumento1 páginaEnfermedades de InviernoDaniel Eugenin Vergara0% (1)
- PDF Sciu Sciu 163 Trabajofinal Compress...Documento5 páginasPDF Sciu Sciu 163 Trabajofinal Compress...Lobuno GamerAún no hay calificaciones
- PDF Trabajo de Taller y Maquinas CompressDocumento9 páginasPDF Trabajo de Taller y Maquinas CompressRicardo ArmentaAún no hay calificaciones
- Contrato 143 4a0c4964d5Documento5 páginasContrato 143 4a0c4964d5ddmb2008Aún no hay calificaciones
- Manual de Interpretación de Planos en SoldaduraDocumento103 páginasManual de Interpretación de Planos en Soldaduraddmb2008Aún no hay calificaciones
- Anexo 22 Procedimiento OxicorteDocumento10 páginasAnexo 22 Procedimiento OxicorteFrancisca Ignacia Montt SubercaseauxAún no hay calificaciones
- Calzado 1 8 PDFDocumento22 páginasCalzado 1 8 PDFddmb2008Aún no hay calificaciones
- NTP 495Documento11 páginasNTP 495Zaphan ZaphanAún no hay calificaciones
- Plazas Ept 2021Documento1 páginaPlazas Ept 2021ddmb2008Aún no hay calificaciones
- R.D 613-2021Documento3 páginasR.D 613-2021ddmb2008Aún no hay calificaciones
- Calculo Ladrillos y MásDocumento1 páginaCalculo Ladrillos y Másddmb2008Aún no hay calificaciones
- Teleducha Con MezladorDocumento23 páginasTeleducha Con Mezladorddmb2008Aún no hay calificaciones
- Anexo 4Documento1 páginaAnexo 4ddmb2008Aún no hay calificaciones
- Soldadura Por Arco Electrico Con Electrodo de Tunsteno y GasDocumento5 páginasSoldadura Por Arco Electrico Con Electrodo de Tunsteno y Gasddmb2008Aún no hay calificaciones
- Plan Calendario de La Asignatura (P-1) CRD Disciplina: Procesos Tecnológicos I Departamento: MecánicaDocumento3 páginasPlan Calendario de La Asignatura (P-1) CRD Disciplina: Procesos Tecnológicos I Departamento: Mecánicaddmb2008Aún no hay calificaciones
- Teleducha Con ValvulaDocumento14 páginasTeleducha Con Valvuladdmb2008Aún no hay calificaciones
- Dialnet EjerciciosParaElMejoramientoDeLaResistenciaEspecia 4213405Documento7 páginasDialnet EjerciciosParaElMejoramientoDeLaResistenciaEspecia 4213405ddmb2008Aún no hay calificaciones
- Ficha Tecnica Montaje Industrial PDFDocumento124 páginasFicha Tecnica Montaje Industrial PDFLeyvy Jeannette Mina ZapataAún no hay calificaciones
- Enviando Un MensajeDocumento4 páginasEnviando Un MensajePedroPlanasSilvaAún no hay calificaciones
- Manual U4aDocumento27 páginasManual U4addmb2008Aún no hay calificaciones
- Manual U2aDocumento43 páginasManual U2addmb2008Aún no hay calificaciones
- Lavado de Manos TripticoDocumento1 páginaLavado de Manos TripticoMoni Morales67% (3)
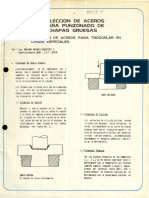
- Seleccion de Aceros para Punzonado de Chapas GruesDocumento6 páginasSeleccion de Aceros para Punzonado de Chapas Gruesddmb2008Aún no hay calificaciones
- Asme Interpretación y Uso de La Norma Api 1104Documento2 páginasAsme Interpretación y Uso de La Norma Api 1104ddmb2008Aún no hay calificaciones
- Silabo Mat. Industriales 2012Documento5 páginasSilabo Mat. Industriales 2012ddmb2008Aún no hay calificaciones
- Curso SST U1 - ManualDocumento25 páginasCurso SST U1 - ManualFernando Jorge Gomez SulcaAún no hay calificaciones
- Ficha Tecnica Montaje Industrial PDFDocumento124 páginasFicha Tecnica Montaje Industrial PDFLeyvy Jeannette Mina ZapataAún no hay calificaciones
- DCBMPDocumento37 páginasDCBMPddmb2008Aún no hay calificaciones
- 2077 Bronces y LatonesDocumento22 páginas2077 Bronces y LatonesFabian Marcelo Cardenas HerreraAún no hay calificaciones
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocumento1 páginaWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Aún no hay calificaciones
- Manual QA 1. Clve. 1402Documento87 páginasManual QA 1. Clve. 1402samo4567% (3)
- Introduccion A La Calidad Total Ii - ManualDocumento61 páginasIntroduccion A La Calidad Total Ii - ManualJesus Polo Fernandez100% (1)
- Diferencias y Similitudes en Los Productos de Los Estándares Ec0301 y Ec0217Documento2 páginasDiferencias y Similitudes en Los Productos de Los Estándares Ec0301 y Ec0217Guadalupe Rojas100% (1)
- Fotosintesis FocoDocumento6 páginasFotosintesis FocoMitzie Ramirez VenegasAún no hay calificaciones
- Enzima Transglutaminasa Evaluación Del Efecto Enzimatico A Temperatura Ambiente y A 60°cDocumento9 páginasEnzima Transglutaminasa Evaluación Del Efecto Enzimatico A Temperatura Ambiente y A 60°cLesne Santiago Franco PerezAún no hay calificaciones
- 4eso Presion Fluidos EjerciciosDocumento2 páginas4eso Presion Fluidos EjerciciosCris CrisAún no hay calificaciones
- Rebeldia Timidez y AislamientoDocumento21 páginasRebeldia Timidez y AislamientoHenry Geovany Alvarez JuarezAún no hay calificaciones
- Rosa de Vientos Jesus DurandDocumento15 páginasRosa de Vientos Jesus DurandJulio PeñaAún no hay calificaciones
- Guía - ECE-INGENIERIA MECANICADocumento24 páginasGuía - ECE-INGENIERIA MECANICAEsteban CalleAún no hay calificaciones
- EUCALIPTODocumento16 páginasEUCALIPTOlizvary2011Aún no hay calificaciones
- Articulo de Investigacion Importancia Del Silabo en El Proceso de EnseñanzaDocumento22 páginasArticulo de Investigacion Importancia Del Silabo en El Proceso de EnseñanzaLuis Antonio Llatance Mendoza100% (1)
- Metáfora GramaticalDocumento1 páginaMetáfora GramaticalMarina MenesesAún no hay calificaciones
- Memoria de Calculo VigasDocumento51 páginasMemoria de Calculo VigasMick Tirado SilvaAún no hay calificaciones
- Tarea 4Documento12 páginasTarea 4Sandy PouAún no hay calificaciones
- Ats - Analisis de Trabajo Seguro: Nombre de La EmpresaDocumento8 páginasAts - Analisis de Trabajo Seguro: Nombre de La EmpresaKat Tefi Mejia DiazAún no hay calificaciones
- Enfermedades RespiratoriasDocumento13 páginasEnfermedades Respiratoriasdragonblanco1982Aún no hay calificaciones
- UNIDAD 4 Como Plantear y Resolver Problemas Según PolyaDocumento8 páginasUNIDAD 4 Como Plantear y Resolver Problemas Según PolyaMayerli GarciaAún no hay calificaciones
- Preguntas A Expertos Del TemaDocumento1 páginaPreguntas A Expertos Del TemaAndrés OrtizAún no hay calificaciones
- Objeto de Estudio de La SociologíaDocumento6 páginasObjeto de Estudio de La SociologíamaiteeAún no hay calificaciones
- Examenes Bimestrales Razonamiento Verbal 2do GradoDocumento2 páginasExamenes Bimestrales Razonamiento Verbal 2do GradoGustavo Carrera Becerra100% (1)
- CERTIFICADO DE INSPECCIÓN Y CONFORMIDAD CilindrosDocumento1 páginaCERTIFICADO DE INSPECCIÓN Y CONFORMIDAD CilindrosChristian MallquiAún no hay calificaciones
- Mercado Utiles Escolares PeruDocumento1 páginaMercado Utiles Escolares PeruTProyecta: Emprendimiento Cultural de VanguardiaAún no hay calificaciones
- Bloques de Contenido, Criterios de Evaluación y Estándares EBAU 2022Documento3 páginasBloques de Contenido, Criterios de Evaluación y Estándares EBAU 2022La Educación FallidaAún no hay calificaciones
- Listado de Medicamentos Prehospitalaria MSPDocumento10 páginasListado de Medicamentos Prehospitalaria MSPJoel WladimirAún no hay calificaciones
- Conocimiento, Uso y Manejo de Las Herramientas e Instrumentos en Los Procesos ArtesanalesDocumento3 páginasConocimiento, Uso y Manejo de Las Herramientas e Instrumentos en Los Procesos ArtesanalesDamian Alejandro Trejo SerratoAún no hay calificaciones
- Comprender La Ley Del Consumidor Financiero Y Ley Habeas DataDocumento15 páginasComprender La Ley Del Consumidor Financiero Y Ley Habeas DataKATHERIN FONTALVOAún no hay calificaciones
- EK201830935023Documento3 páginasEK201830935023Francisco RiascosAún no hay calificaciones
- Cuestionario 2Documento8 páginasCuestionario 2Juan RealAún no hay calificaciones
- FUENTEDocumento3 páginasFUENTEErika JojoaAún no hay calificaciones
- Ficha Técnica Cabina de DesinfeccionDocumento2 páginasFicha Técnica Cabina de DesinfeccionErick Sanchez100% (1)
- Informe Numero de ReynoldsDocumento4 páginasInforme Numero de ReynoldsJesús GonzálezAún no hay calificaciones
- Iniciando Mi Negocio A ExponerDocumento100 páginasIniciando Mi Negocio A ExponerGeraldine YaksetigAún no hay calificaciones