También podría gustarte
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Estudio Del Comportamiento de Las Aleaciones Ferrosas y No Ferrosas-Teoria y Problemas 2017-IIDocumento71 páginasEstudio Del Comportamiento de Las Aleaciones Ferrosas y No Ferrosas-Teoria y Problemas 2017-IIclaudiaAún no hay calificaciones
- Respuestas Tema 1Documento8 páginasRespuestas Tema 1Facu Paredes100% (1)
- Unidad V PROCESOS DE CONFORMADODocumento41 páginasUnidad V PROCESOS DE CONFORMADOPaulinoAún no hay calificaciones
- Fundamentos de La Fundicion de MetalesDocumento7 páginasFundamentos de La Fundicion de MetalesTeit RomeroAún no hay calificaciones
- Fundición: proceso y propiedadesDocumento29 páginasFundición: proceso y propiedadesFederico RiveroAún no hay calificaciones
- Fundamentos de manufactura modernaDocumento8 páginasFundamentos de manufactura moderna220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Proceso de Fundición y MoldeoDocumento22 páginasProceso de Fundición y MoldeoAlejandro PalaciosAún no hay calificaciones
- Principales Métodos de Fundición en MetalesDocumento60 páginasPrincipales Métodos de Fundición en Metalesarka76mAún no hay calificaciones
- Metalurgia de la soldadura: Procesos y estructurasDocumento17 páginasMetalurgia de la soldadura: Procesos y estructurasdragoncitoazul100% (1)
- Procesos de fundición, moldeo y procesamiento de partículasDocumento160 páginasProcesos de fundición, moldeo y procesamiento de partículasMari Intillaque Gomez-PimpolloAún no hay calificaciones
- Conformado de Materiales Por Fusión (Julián)Documento11 páginasConformado de Materiales Por Fusión (Julián)Lijuuu 30Aún no hay calificaciones
- Enfriamiento y SolidificacionDocumento8 páginasEnfriamiento y SolidificacionIvann alvarado perezAún no hay calificaciones
- FUNDICIONDocumento18 páginasFUNDICIONGabriel Alfonso Ponce JulcaAún no hay calificaciones
- FundicionDocumento13 páginasFundicionMonserrat UribeAún no hay calificaciones
- CATEDRA No 4 - OPTATIVA METALURGIA Y FALLAS DE LA SOLDADRA - 21 Marzo 2021Documento70 páginasCATEDRA No 4 - OPTATIVA METALURGIA Y FALLAS DE LA SOLDADRA - 21 Marzo 2021Aldo Gonzalez LeivaAún no hay calificaciones
- FundicionDocumento17 páginasFundicionMoises Fernando MorilloAún no hay calificaciones
- Practica FundiciónDocumento15 páginasPractica FundiciónCAYVI0% (1)
- Fundicion MazarotaDocumento9 páginasFundicion MazarotajhosoneAún no hay calificaciones
- Solidificacion en Piezas de FundicionDocumento25 páginasSolidificacion en Piezas de FundicionJuan FranciaAún no hay calificaciones
- Fundamentos de La Fundicion de MetalesDocumento7 páginasFundamentos de La Fundicion de MetalesCAMILO ANDRES NAVARRO RODRIGUEZAún no hay calificaciones
- Fundamentos de La Fundición de MetalesDocumento14 páginasFundamentos de La Fundición de MetalesISACCAún no hay calificaciones
- Unidad 5 FundicionDocumento6 páginasUnidad 5 FundicionAlejandro PoolAún no hay calificaciones
- Fundición en arena: proceso y defectosDocumento9 páginasFundición en arena: proceso y defectosAlicia PeñarandaAún no hay calificaciones
- Práctica de SolidificaciónDocumento6 páginasPráctica de SolidificaciónRicardo AbadAún no hay calificaciones
- Solidificación de materiales: procesos y estructurasDocumento48 páginasSolidificación de materiales: procesos y estructurasIxmet de PattinsonAún no hay calificaciones
- Principales Metodos Fundicion MetalesDocumento56 páginasPrincipales Metodos Fundicion Metalesjuan carlos daza palominoAún no hay calificaciones
- Informe de La Visita Técnica A MEFICO SRLDocumento20 páginasInforme de La Visita Técnica A MEFICO SRLJr.JeanAún no hay calificaciones
- Procesos de ManufacturaDocumento27 páginasProcesos de ManufacturaElisa ReynaAún no hay calificaciones
- Capitulo IIDocumento5 páginasCapitulo IIGuery Marcelo Quiroga SalinasAún no hay calificaciones
- Definición de FundiciónDocumento9 páginasDefinición de FundiciónJuanjo Arriaga100% (1)
- DifusionDocumento10 páginasDifusionEdison GuamánAún no hay calificaciones
- Curvas y Tiempos de SolidificacionDocumento6 páginasCurvas y Tiempos de SolidificacionKatherine Benavides VillenaAún no hay calificaciones
- Fundición UMSS: Proceso de fundiciónDocumento24 páginasFundición UMSS: Proceso de fundiciónAna TorrezAún no hay calificaciones
- Procesos de fundición y transformación de metalesDocumento53 páginasProcesos de fundición y transformación de metalesElvis Alonso Diaz VizcardoAún no hay calificaciones
- Generalidades de La Fundición-Feco-2Documento30 páginasGeneralidades de La Fundición-Feco-2EduardoGordilloAún no hay calificaciones
- Fundamentos de Solidificacion de Aleaciones y Diagramas de Fase-Separata de Libro Del Profesor-Corregido FinalDocumento13 páginasFundamentos de Solidificacion de Aleaciones y Diagramas de Fase-Separata de Libro Del Profesor-Corregido Finalbrankont100% (2)
- Solidificación y Leyes de Las Aleaciones-Teoría y ProblemasDocumento27 páginasSolidificación y Leyes de Las Aleaciones-Teoría y ProblemasAlejandroGersonGayosoAlfaroAún no hay calificaciones
- Enfriamiento de barras de metalDocumento15 páginasEnfriamiento de barras de metal01-IC-HU-ROYER LEO TAYPE QUISPEAún no hay calificaciones
- FUNDICIONDocumento8 páginasFUNDICIONAlejandra ZeaAún no hay calificaciones
- Tema 2. Fundamentos de La Fundición de MetalesDocumento115 páginasTema 2. Fundamentos de La Fundición de MetalesDarrel IrigoyenAún no hay calificaciones
- Fundición y moldeo: procesos y conceptos fundamentalesDocumento6 páginasFundición y moldeo: procesos y conceptos fundamentalesCristian LopezzAún no hay calificaciones
- Procesos de Fundición MoldesDocumento26 páginasProcesos de Fundición MoldesSantiago Melo LdsAún no hay calificaciones
- ColadaDocumento4 páginasColadaedu_araujo17Aún no hay calificaciones
- FundiciónDocumento101 páginasFundiciónLeonardo Sandoval100% (2)
- Estructura PrimariaDocumento6 páginasEstructura PrimariaángelAún no hay calificaciones
- Introduccion y FundicionDocumento17 páginasIntroduccion y FundicionArturo TrejoAún no hay calificaciones
- Matalurgias de La Soldadura.Documento14 páginasMatalurgias de La Soldadura.Darwin MalaveAún no hay calificaciones
- Metalurgia de La Soldadura TrabajoDocumento6 páginasMetalurgia de La Soldadura TrabajoBrayan Villanueva Villena100% (1)
- Procesos de Manofactura - Fase 3 Procesos de Fundicion.Documento22 páginasProcesos de Manofactura - Fase 3 Procesos de Fundicion.luisgdewarAún no hay calificaciones
- Procesos IndustrialesDocumento50 páginasProcesos IndustrialesmatochoaAún no hay calificaciones
- 1 CuestionarioDocumento7 páginas1 CuestionarioWhitney Gonzales CuyaAún no hay calificaciones
- CAPITULO II Tesis Transferencia de CalorDocumento28 páginasCAPITULO II Tesis Transferencia de CalorAndrea Barreto100% (1)
- Guia de Estudio de La Unidad I de SolidificacionDocumento26 páginasGuia de Estudio de La Unidad I de SolidificacionAllan VanBuurenAún no hay calificaciones
- SOLDADURADocumento6 páginasSOLDADURANereAún no hay calificaciones
- Procesos de Manufactura I 2015Documento136 páginasProcesos de Manufactura I 2015Jorge ReyesAún no hay calificaciones
- Solidificación de Metales y Soldadura11Documento25 páginasSolidificación de Metales y Soldadura11Anonymous HbkOpMq0% (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Tarea 2.6 Transiciones de FaseDocumento10 páginasTarea 2.6 Transiciones de FaseMarco Daniel ZapataAún no hay calificaciones
- Tarea 2.5 Transiciones de FaseDocumento7 páginasTarea 2.5 Transiciones de FaseMarco Daniel ZapataAún no hay calificaciones
- Tarea 2.2 Transiciones de FaseDocumento4 páginasTarea 2.2 Transiciones de FaseMarco Daniel ZapataAún no hay calificaciones
- Tarea 2.4 Transiciones de FaseDocumento8 páginasTarea 2.4 Transiciones de FaseMarco Daniel Zapata0% (1)
- Tarea 2.1 Transiciones de FaseDocumento5 páginasTarea 2.1 Transiciones de FaseMarco Daniel ZapataAún no hay calificaciones
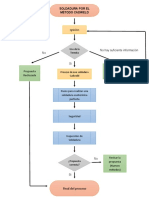
- Diagrama de FlujoDocumento1 páginaDiagrama de FlujoMarco Daniel ZapataAún no hay calificaciones
- UNIDAD 2 Transiciones de FaseDocumento6 páginasUNIDAD 2 Transiciones de FaseMarco Daniel ZapataAún no hay calificaciones
- Equilibrio fisicoquimicoU1-2019NyoEnDocumento18 páginasEquilibrio fisicoquimicoU1-2019NyoEnMarco Daniel ZapataAún no hay calificaciones
- Nucleación y factores termodinámicos de la solidificaciónDocumento15 páginasNucleación y factores termodinámicos de la solidificaciónMarco Daniel Zapata100% (2)
- Equilibrio Fisico-Quimico Unidad 1Documento17 páginasEquilibrio Fisico-Quimico Unidad 1Marco Daniel ZapataAún no hay calificaciones
- Nucleación y factores termodinámicos de la solidificaciónDocumento15 páginasNucleación y factores termodinámicos de la solidificaciónMarco Daniel Zapata100% (2)
- 1S - Ficha n1Documento29 páginas1S - Ficha n1Roly Ortega MarcatomaAún no hay calificaciones
- La Lucidez Implacable PDFDocumento24 páginasLa Lucidez Implacable PDFAlba100% (5)
- Prueba Mundo Paralelo de RocíoDocumento11 páginasPrueba Mundo Paralelo de RocíoPrimer BásicoAún no hay calificaciones
- Base de Datos Instrumentos de Salud MentalDocumento17 páginasBase de Datos Instrumentos de Salud MentalPaolaBazan100% (1)
- Cronograma Prácticos - LUNESDocumento5 páginasCronograma Prácticos - LUNESjtvaldes100% (1)
- Cultivo Del TrigoDocumento79 páginasCultivo Del TrigoRoberto Venado CamposAún no hay calificaciones
- Laboratorio # 02 (LCK. La Primera Ley de Kirchhoff en C.a)Documento6 páginasLaboratorio # 02 (LCK. La Primera Ley de Kirchhoff en C.a)Ivan JulonAún no hay calificaciones
- Árbol de ProblemasDocumento22 páginasÁrbol de ProblemasAusberto AguilarAún no hay calificaciones
- Modelación ambiental AERMODDocumento5 páginasModelación ambiental AERMODcesarAún no hay calificaciones
- Introducción a la violencia intrafamiliarDocumento3 páginasIntroducción a la violencia intrafamiliarmelvin computerAún no hay calificaciones
- Espectroscopia de Absorción AtomicaDocumento18 páginasEspectroscopia de Absorción AtomicaAlfredo FernandezAún no hay calificaciones
- Sumativa 4 - Solemne 1.0 ..Documento3 páginasSumativa 4 - Solemne 1.0 ..nelsonAún no hay calificaciones
- El Tratado de Tordesillas - Una Revolución EspecialDocumento32 páginasEl Tratado de Tordesillas - Una Revolución EspecialMarcelhus Friedrich HielscherAún no hay calificaciones
- 21 Economia CircularDocumento60 páginas21 Economia CircularAna CalzadoAún no hay calificaciones
- La Locura Del Solucionismo TecnologicoDocumento2 páginasLa Locura Del Solucionismo TecnologicoHERNAN DARIO HERNANDEZ QUINTEROAún no hay calificaciones
- Aplicación de Código de BarrasDocumento2 páginasAplicación de Código de BarrasAlan Alonso Ramirez AlorAún no hay calificaciones
- Diseño de marca para Museo del JugueteDocumento190 páginasDiseño de marca para Museo del Jugueteagos casseAún no hay calificaciones
- Couma Macrocarpa OsinforDocumento2 páginasCouma Macrocarpa OsinforWilliam Reynaldo Ñahuero JulcarimaAún no hay calificaciones
- Guía colonialismo siglo XIXDocumento11 páginasGuía colonialismo siglo XIXSoFiagamer 26Aún no hay calificaciones
- Pernía Saúl. Diccionario Teológico 7Documento7 páginasPernía Saúl. Diccionario Teológico 7saulperniaAún no hay calificaciones
- Capitulo I ZUMDocumento28 páginasCapitulo I ZUMMatamoros De La Cruz JorgeAún no hay calificaciones
- Circu 39Documento18 páginasCircu 39Marco Andrés Maldonado CaroAún no hay calificaciones
- S4 - Interés CompuestoDocumento20 páginasS4 - Interés CompuestoXtian ChaparroAún no hay calificaciones
- Folleto Servicios Del MiesDocumento15 páginasFolleto Servicios Del Miesjuan curiosoAún no hay calificaciones
- Avance Te Doy Mis OjosDocumento11 páginasAvance Te Doy Mis Ojosandrea carreroAún no hay calificaciones
- PRUEBA de HISTORIA Unidad Vivir en SociedadDocumento8 páginasPRUEBA de HISTORIA Unidad Vivir en SociedadRosa Cheuqueman VargasAún no hay calificaciones
- Guía Mexico Diagnostico y Manejo de TEADocumento75 páginasGuía Mexico Diagnostico y Manejo de TEAinfo-TEAAún no hay calificaciones
- Alternativas para Prevenir y Curar CalambresDocumento2 páginasAlternativas para Prevenir y Curar CalambresSmrldaAún no hay calificaciones
- Venezuela Puerta de Entrada de SuraméricaDocumento1 páginaVenezuela Puerta de Entrada de SuraméricaJose Alejandro Pulido Jimenez100% (1)