También podría gustarte
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoDe EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoCalificación: 5 de 5 estrellas5/5 (3)
- WPQ-01-02-03 Fcaw-2-GemaDocumento2 páginasWPQ-01-02-03 Fcaw-2-GemaErwin CalvoAún no hay calificaciones
- 2022-08-19 RT-CD-345-355Documento11 páginas2022-08-19 RT-CD-345-355Francis Alberto Espinosa PerezAún no hay calificaciones
- Lista de SoldadoresDocumento1 páginaLista de SoldadoresFernando Alex Romero GomezAún no hay calificaciones
- PET-Cambio de Liners Tapas Molino SacDocumento43 páginasPET-Cambio de Liners Tapas Molino SacEduardo90% (10)
- Pet GPM 08 - R0Documento22 páginasPet GPM 08 - R0Jesus Manuel Juarez Mamani100% (1)
- LB - Metso - Pet025 - Inspeccion y Mantenimiento de Cajones Muestreadores 0330 SalDocumento14 páginasLB - Metso - Pet025 - Inspeccion y Mantenimiento de Cajones Muestreadores 0330 SalJames Oliver Jove HurtadoAún no hay calificaciones
- Formato 1Documento2 páginasFormato 1Laura QuirozAún no hay calificaciones
- F.SST - 001 - Análisis de Riesgos en El TrabajoDocumento2 páginasF.SST - 001 - Análisis de Riesgos en El TrabajoArmando MedranoAún no hay calificaciones
- FT-SST-O93 Formato Entrega Elementos de Proteccón PersonalDocumento1 páginaFT-SST-O93 Formato Entrega Elementos de Proteccón PersonalVeronica. RiañoAún no hay calificaciones
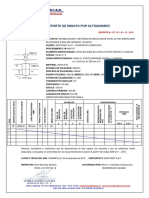
- Informe de Ensayo Por Líquidos Penetrantes - Asme: Penetrant Liquid Test Report - AsmeDocumento2 páginasInforme de Ensayo Por Líquidos Penetrantes - Asme: Penetrant Liquid Test Report - AsmeAndy PalaciosAún no hay calificaciones
- Plan de Calidad Rev 2Documento1 páginaPlan de Calidad Rev 2PAZ HERNANDEZAún no hay calificaciones
- Reporte MTDocumento4 páginasReporte MTCamilo Andres Tafur AcostaAún no hay calificaciones
- Preoperacionales Taladro y Pulidora For - 24-25Documento2 páginasPreoperacionales Taladro y Pulidora For - 24-25Jaidy Maribel Parra ZuñigaAún no hay calificaciones
- Inma-Mantto-F-001 Orden de TrabajoDocumento1 páginaInma-Mantto-F-001 Orden de TrabajojuanAún no hay calificaciones
- Ficha Tecnica Piso AdvantageDocumento1 páginaFicha Tecnica Piso Advantagegarpiplasticos2020Aún no hay calificaciones
- Premoind Art Pta05 IzajeDocumento12 páginasPremoind Art Pta05 IzajepercivalczAún no hay calificaciones
- For-Hse-76 Inspeccion Pre Operacional Camion Al VacioDocumento6 páginasFor-Hse-76 Inspeccion Pre Operacional Camion Al Vacioleydy MartinezAún no hay calificaciones
- SaesDocumento1 páginaSaesRobinson MedinapascuasAún no hay calificaciones
- 6Documento1 página6Sol SantivañezAún no hay calificaciones
- SP-00000-LMP-001 Lista Maestra SQP-SAEGDocumento9 páginasSP-00000-LMP-001 Lista Maestra SQP-SAEGdenisseAún no hay calificaciones
- Certificado de Aislamiento Eléctrico GHS-F-090Documento1 páginaCertificado de Aislamiento Eléctrico GHS-F-090Sandra Milena Contreras CarvajalAún no hay calificaciones
- AST - Formato Taller - 02 Instalación Eléctrica Semivisible-1Documento6 páginasAST - Formato Taller - 02 Instalación Eléctrica Semivisible-1Bryan Percy Becerra SolanoAún no hay calificaciones
- Permiso de AlturaDocumento2 páginasPermiso de AlturaLeiner BonillaAún no hay calificaciones
- AST - Formato Taller - 02 Instalación Eléctrica Semivisible-1Documento1 páginaAST - Formato Taller - 02 Instalación Eléctrica Semivisible-1JamecoAún no hay calificaciones
- ADENDA ART45 Montaje de ExtractoresDocumento10 páginasADENDA ART45 Montaje de ExtractoresLuis Alberto Rios MancillaAún no hay calificaciones
- Espartes de DetallesDocumento6 páginasEspartes de DetallesJorge Luis Faustino GabrielAún no hay calificaciones
- LB - METSO - Pet019 INSPECCIÓN Y MANTENIMIENTO DE CAJÓN DISTRIBUIDOR STP0025Documento14 páginasLB - METSO - Pet019 INSPECCIÓN Y MANTENIMIENTO DE CAJÓN DISTRIBUIDOR STP0025James Oliver Jove HurtadoAún no hay calificaciones
- Siel-Pta-52 Ducteado Cableado y Reubicacion de Envolvedora de PickingDocumento19 páginasSiel-Pta-52 Ducteado Cableado y Reubicacion de Envolvedora de PickingluisAún no hay calificaciones
- ASEMBLYSDocumento5 páginasASEMBLYSingenierocivil2241Aún no hay calificaciones
- Anexo 7.4. - Control de DotaciónDocumento5 páginasAnexo 7.4. - Control de DotaciónDeivy Concepcion Ramon TorresAún no hay calificaciones
- Ats Pintado de TuboDocumento3 páginasAts Pintado de TuboADELE MCLOVERAún no hay calificaciones
- GHS-F-090 Formato Certificado de Aislamiento EléctricoDocumento1 páginaGHS-F-090 Formato Certificado de Aislamiento Eléctricoharold augusto lozada benitezAún no hay calificaciones
- GP - Bol-Art - 52 - Instalacion de BiometricoDocumento12 páginasGP - Bol-Art - 52 - Instalacion de BiometricoLuis Gonzalo Dorado JustinianoAún no hay calificaciones
- AST - Formato Taller - 02 Instalación Eléctrica Semivisible-1Documento6 páginasAST - Formato Taller - 02 Instalación Eléctrica Semivisible-1Jheremi ZarateAún no hay calificaciones
- Foac45 Preoperacionales Maquinaria Pesada Equipos V 1.0Documento3 páginasFoac45 Preoperacionales Maquinaria Pesada Equipos V 1.0jonathan herreraAún no hay calificaciones
- Piso Impacto Pol-Rf L10Documento1 páginaPiso Impacto Pol-Rf L10sergibarodAún no hay calificaciones
- Formato Certificado de Aislamiento EléctricoDocumento1 páginaFormato Certificado de Aislamiento Eléctricocarlos rosales100% (1)
- Barra AW Medida PDFDocumento1 páginaBarra AW Medida PDFAnonymous nZcViIP0hAún no hay calificaciones
- f1.g8.Pp Formato Listado General Confirmacion Metrologica e Inspeccion de Operacion de Los Equipos de Medicion v3Documento1 páginaf1.g8.Pp Formato Listado General Confirmacion Metrologica e Inspeccion de Operacion de Los Equipos de Medicion v3Diana GutierrezAún no hay calificaciones
- Ut Inf 113 Dep 06 12 2019Documento2 páginasUt Inf 113 Dep 06 12 2019Tania CervantesAún no hay calificaciones
- 018 - Pets Desmontaje y Montaje de Brazo Boom y Columna de EmpernadoDocumento4 páginas018 - Pets Desmontaje y Montaje de Brazo Boom y Columna de EmpernadoLeonardo Pimentel navarroAún no hay calificaciones
- FRM AstDocumento2 páginasFRM AstJoaquin Hidalgo GarayAún no hay calificaciones
- Matriz de EPP - Incremento, de VIGA Carrilera de Polipasto D - 250-FINALDocumento4 páginasMatriz de EPP - Incremento, de VIGA Carrilera de Polipasto D - 250-FINALernesto apazaAún no hay calificaciones
- Evaluación Técnica Valvulas de ControlDocumento11 páginasEvaluación Técnica Valvulas de ControlJorge LemusAún no hay calificaciones
- SSOMA - CR.002 - Matriz de Epps - Movimeinto de AdamiosDocumento2 páginasSSOMA - CR.002 - Matriz de Epps - Movimeinto de Adamiosernesto apazaAún no hay calificaciones
- Análisis de Seguridad de La Tarea (Ast)Documento6 páginasAnálisis de Seguridad de La Tarea (Ast)Augus palomino lizarmeAún no hay calificaciones
- Art 60 Cambio de Mangueras de Alta Presion Por Tuberia Inox en El Area Almacen de Co2Documento15 páginasArt 60 Cambio de Mangueras de Alta Presion Por Tuberia Inox en El Area Almacen de Co2Luis Alberto Rios MancillaAún no hay calificaciones
- Programa Anual de Capacitacion 2024-Terceros-MscDocumento1 páginaPrograma Anual de Capacitacion 2024-Terceros-Mscredess.hseAún no hay calificaciones
- Ficha Tecnica de Epp - Linea de VidaDocumento1 páginaFicha Tecnica de Epp - Linea de VidaHenry F. P.Aún no hay calificaciones
- Metal-Test - ENAC-ENSAYOS-Anexo-Tec.-1306-LE2431-r8-2023-09-01Documento5 páginasMetal-Test - ENAC-ENSAYOS-Anexo-Tec.-1306-LE2431-r8-2023-09-01calidadAún no hay calificaciones
- PME-0000-04 Mantto Arrancador de 480V ABB - Rev. D PDFDocumento30 páginasPME-0000-04 Mantto Arrancador de 480V ABB - Rev. D PDFjose velardeAún no hay calificaciones
- Sas 106-E-001-003 T.A 106Documento6 páginasSas 106-E-001-003 T.A 106anon_182974196Aún no hay calificaciones
- 42.-For-SSMA-42 Check List Cepillo ElectricoDocumento1 página42.-For-SSMA-42 Check List Cepillo Electricoingeniero seguridadAún no hay calificaciones
- F03-PO-SMAC-021 - Constancia de Pruebas de Caída de Tensión de Línea de Tierra Temporal (I)Documento2 páginasF03-PO-SMAC-021 - Constancia de Pruebas de Caída de Tensión de Línea de Tierra Temporal (I)Carolina RamosAún no hay calificaciones
- AST 2 Instalación EléctricaDocumento6 páginasAST 2 Instalación EléctricaRoger Aristides Jimenez EspinozaAún no hay calificaciones
- Jacasuri - Ejemplos Varios Plan de ControlDocumento10 páginasJacasuri - Ejemplos Varios Plan de ControlJuan Manuel Rojas SantistebanAún no hay calificaciones
- Análisis de Seguridad de La Tarea (Ast) : Mediciones Con Dispositivos RLC Zapatos de Seguridad. Aula 710Documento6 páginasAnálisis de Seguridad de La Tarea (Ast) : Mediciones Con Dispositivos RLC Zapatos de Seguridad. Aula 710David MontescoAún no hay calificaciones
- VMR 2020 Registro de MantenimientoDocumento1 páginaVMR 2020 Registro de Mantenimientoing.victor.reyes.chAún no hay calificaciones
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingDe EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y SwitchingAún no hay calificaciones