También podría gustarte
- NATURA Planeamiento Estrategico ULTIMO IVDocumento18 páginasNATURA Planeamiento Estrategico ULTIMO IVUrielCarrizalesTicona100% (3)
- Subjetivaciones y Resistencias Desde La CulturaDocumento393 páginasSubjetivaciones y Resistencias Desde La CulturaclaudioAún no hay calificaciones
- Modelo de Mintzberg Raisinghani y Theoret Modelo Del Favorito Implicito. Ejemplo de Uno de Estos Modelos Desde El Punto de Vista de IngenieríaDocumento8 páginasModelo de Mintzberg Raisinghani y Theoret Modelo Del Favorito Implicito. Ejemplo de Uno de Estos Modelos Desde El Punto de Vista de IngenieríaJesus SerranoAún no hay calificaciones
- Temas de AdministraciónDocumento311 páginasTemas de AdministracióntzytzkaAún no hay calificaciones
- Solucionario Economia 4ESO 17 30 PDFDocumento14 páginasSolucionario Economia 4ESO 17 30 PDFEsequiel gonsalesAún no hay calificaciones
- Productividad IndustrialDocumento3 páginasProductividad IndustrialMaria BrugesAún no hay calificaciones
- Cuadernillo Crisis Del Capitalismo y Geopoliticoa Del Mundo MultipolarDocumento197 páginasCuadernillo Crisis Del Capitalismo y Geopoliticoa Del Mundo MultipolarJavierAún no hay calificaciones
- Medicion Del TrabajoDocumento5 páginasMedicion Del TrabajocandyromoAún no hay calificaciones
- Relatoría Sobre Los Temas Vistos en El 1Documento5 páginasRelatoría Sobre Los Temas Vistos en El 1Maria BrugesAún no hay calificaciones
- Memoria TecnológicaDocumento7 páginasMemoria TecnológicaMaria BrugesAún no hay calificaciones
- Sistemas PredeterminadosDocumento42 páginasSistemas PredeterminadosMaria BrugesAún no hay calificaciones
- Sistemas PredeterminadosDocumento42 páginasSistemas PredeterminadosMaria BrugesAún no hay calificaciones
- Un Pavo Real en El Reino de Los PingüinosDocumento5 páginasUn Pavo Real en El Reino de Los PingüinosMaria BrugesAún no hay calificaciones
- EstadisticaDocumento5 páginasEstadisticaMaria BrugesAún no hay calificaciones
- Medicion Del TrabajoDocumento10 páginasMedicion Del TrabajoMaria BrugesAún no hay calificaciones
- Estudio Sobre El Nivel Educativo de Los Habitantes Mayores de 18 Años Del BarrioDocumento7 páginasEstudio Sobre El Nivel Educativo de Los Habitantes Mayores de 18 Años Del BarrioMaria BrugesAún no hay calificaciones
- Trabajo de Investigacion EstadisticaDocumento6 páginasTrabajo de Investigacion EstadisticaMaria BrugesAún no hay calificaciones
- Ficha TécnicaDocumento2 páginasFicha TécnicaMaria BrugesAún no hay calificaciones
- La Deserciòn AcademicaDocumento17 páginasLa Deserciòn AcademicaMaria BrugesAún no hay calificaciones
- IDETP Normas Icontec para Elaborar TrabajosDocumento12 páginasIDETP Normas Icontec para Elaborar Trabajosafviloria88% (8)
- Trabajo EstadisticaDocumento31 páginasTrabajo EstadisticaMaria BrugesAún no hay calificaciones
- Semillero de Investigacion Energitec NiversidadDocumento13 páginasSemillero de Investigacion Energitec NiversidadMaria BrugesAún no hay calificaciones
- ACTIVIDADDocumento2 páginasACTIVIDADMaria BrugesAún no hay calificaciones
- Geometria Convexos-V2 PDFDocumento51 páginasGeometria Convexos-V2 PDFRumiAllpaIllapaAún no hay calificaciones
- Marco MuestralDocumento7 páginasMarco MuestralMaria BrugesAún no hay calificaciones
- Propiedades de Los ConjuntosDocumento12 páginasPropiedades de Los ConjuntosMaria Bruges100% (1)
- Prog 2Documento1 páginaProg 2Maria BrugesAún no hay calificaciones
- Trabajo Programacion Lineal 1Documento10 páginasTrabajo Programacion Lineal 1Maria BrugesAún no hay calificaciones
- Ejercicios Ondas ElectromagDocumento6 páginasEjercicios Ondas ElectromagMaria BrugesAún no hay calificaciones
- Taller Introduccion A La Fisica ModernaDocumento8 páginasTaller Introduccion A La Fisica ModernaMaria BrugesAún no hay calificaciones
- Taller Funciones de OndasDocumento9 páginasTaller Funciones de OndasMaria BrugesAún no hay calificaciones
- Radiación Del Cuerpo NegroDocumento5 páginasRadiación Del Cuerpo NegroMaria BrugesAún no hay calificaciones
- Preliminares de La InvestigaciónDocumento23 páginasPreliminares de La InvestigaciónMaria BrugesAún no hay calificaciones
- EstudioDocumento30 páginasEstudioMaria BrugesAún no hay calificaciones
- FINANCIACIONDocumento20 páginasFINANCIACIONMaria BrugesAún no hay calificaciones
- Gadma U1 A1Documento4 páginasGadma U1 A1Erika AlarconAún no hay calificaciones
- Proyecto Productivo en Word - Nov 21Documento52 páginasProyecto Productivo en Word - Nov 21Jose Romero ArroyoAún no hay calificaciones
- Reclamación Daños en El Ámbito LaboralDocumento12 páginasReclamación Daños en El Ámbito LaboralMontserrat GonzalezAún no hay calificaciones
- Acuña - Management Flexible y ToxicidadDocumento23 páginasAcuña - Management Flexible y ToxicidadEca U. de ChileAún no hay calificaciones
- Fund EmpresaDocumento11 páginasFund Empresacristina SalinasAún no hay calificaciones
- Ferreyros-Reporte RS 2011 PDFDocumento112 páginasFerreyros-Reporte RS 2011 PDFAnthony Inca MaytaAún no hay calificaciones
- La Importancia Del Protocolo en La Empresa FamiliarDocumento140 páginasLa Importancia Del Protocolo en La Empresa FamiliarFranky FrancoAún no hay calificaciones
- Clasificación de Las EmpresasDocumento19 páginasClasificación de Las EmpresasRosaAún no hay calificaciones
- Estrategia Nacional de Apoyo y Consolidación de La Mipyme ColombianaDocumento39 páginasEstrategia Nacional de Apoyo y Consolidación de La Mipyme ColombianaJuan Sebastian CUADROS ALFONSOAún no hay calificaciones
- Guia de Septimo Emprendimiento Primer Periodo 2021Documento2 páginasGuia de Septimo Emprendimiento Primer Periodo 2021Maryorie Pereira AriasAún no hay calificaciones
- Actividades 1Documento2 páginasActividades 1cursosmjrrAún no hay calificaciones
- Guiondela Visiondela Gestion EmpresarialDocumento31 páginasGuiondela Visiondela Gestion Empresarialerika ortizAún no hay calificaciones
- Monografia de Plan de NegocioDocumento15 páginasMonografia de Plan de NegocioHector PerezAún no hay calificaciones
- Cuadro Sinoptico y Mapa Conceptual ContabilidadDocumento2 páginasCuadro Sinoptico y Mapa Conceptual ContabilidadJhonnatan OtaloraAún no hay calificaciones
- Actividad 1 Valor CompartidoDocumento4 páginasActividad 1 Valor Compartidojhon100% (2)
- Pla Alberto J - de Los Origenes A Las Revoluciones de 1848Documento25 páginasPla Alberto J - de Los Origenes A Las Revoluciones de 1848TESIS ONLINE100% (2)
- Reflexiones Acerca de Lo Imprevisto en El Proceso de Gestión EstratégicaDocumento8 páginasReflexiones Acerca de Lo Imprevisto en El Proceso de Gestión EstratégicaMiyelita Migue MarcaAún no hay calificaciones
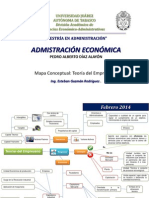
- Mapa Teoria Del EmpresarioDocumento3 páginasMapa Teoria Del EmpresarioEsteban Guzman RodriguezAún no hay calificaciones
- Evolucion Del Derecho Empresarial IDocumento9 páginasEvolucion Del Derecho Empresarial IcesarAún no hay calificaciones
- Resumen Gestion Del Conocimiento 2.0Documento36 páginasResumen Gestion Del Conocimiento 2.0JhOn WaTsonAún no hay calificaciones
- Unidad II Administracion Del ConocimientoDocumento11 páginasUnidad II Administracion Del ConocimientoSoco Glez0% (1)
- Caso Integrador Highland ProductsDocumento7 páginasCaso Integrador Highland ProductsTorres Calvo AndresAún no hay calificaciones
- Manual de Empresa e Iniciativa Emprendedora para Ciclos Formativos Version para El AlumnoDocumento105 páginasManual de Empresa e Iniciativa Emprendedora para Ciclos Formativos Version para El AlumnoDarrell Rowland33% (3)
- Tesis OutsourcingDocumento33 páginasTesis OutsourcingAlan Crisanto100% (1)