También podría gustarte
- Métodos Matriciales para ingenieros con MATLABDe EverandMétodos Matriciales para ingenieros con MATLABCalificación: 5 de 5 estrellas5/5 (1)
- Ejercicio BarcosDocumento28 páginasEjercicio Barcosfabian garciaAún no hay calificaciones
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Ejercicios Cartas de Control (4572)Documento8 páginasEjercicios Cartas de Control (4572)Alejandro AguilarAún no hay calificaciones
- Taller Winter PronosticosDocumento11 páginasTaller Winter PronosticosNestor Miguel Martinez PachecoAún no hay calificaciones
- Taller de CalidadDocumento2 páginasTaller de CalidadAndres Monroy100% (1)
- Clase9 (1) DecisionesdereemplazoyconservacinDocumento6 páginasClase9 (1) Decisionesdereemplazoyconservacinahop_289Aún no hay calificaciones
- Estadística y Control de Calidad Urreta ITVERDocumento15 páginasEstadística y Control de Calidad Urreta ITVERClaudia Salazar100% (5)
- Caso 3 - G8Documento10 páginasCaso 3 - G8Jeremy Perez RubiAún no hay calificaciones
- Ichiro MiyauchiDocumento1 páginaIchiro MiyauchipppphhhAún no hay calificaciones
- Exposición Regresión Lineal MúltipleDocumento33 páginasExposición Regresión Lineal MúltipleGabriel Sandoval GranjaAún no hay calificaciones
- Tecnicas para Eliminar Tasas de Rendimiento MultiplesDocumento6 páginasTecnicas para Eliminar Tasas de Rendimiento MultiplesJairo JLGMAún no hay calificaciones
- Límites de control y línea central para muestra de 80 unidadesDocumento5 páginasLímites de control y línea central para muestra de 80 unidadesOrlando Andre100% (1)
- Taller de Diagrama C y UDocumento8 páginasTaller de Diagrama C y UCristinaAún no hay calificaciones
- Cartas de control para espesor de tarjetas de circuitoDocumento13 páginasCartas de control para espesor de tarjetas de circuitoYermahin Cooper Quispe PerezAún no hay calificaciones
- Metrologia AvanzadaDocumento19 páginasMetrologia Avanzadacristiancruz1303Aún no hay calificaciones
- Ejercicios Capitulo 8-Grupo 1Documento14 páginasEjercicios Capitulo 8-Grupo 1Ledvin PerdomoAún no hay calificaciones
- Teoría Del Despilfarro (Taller)Documento12 páginasTeoría Del Despilfarro (Taller)katleen mileth lara rivadeneiraAún no hay calificaciones
- Caso Practico CRPDocumento1 páginaCaso Practico CRPGreazy ReynosoAún no hay calificaciones
- Ensamblar aspersor fertilizanteDocumento3 páginasEnsamblar aspersor fertilizantePINGUIAún no hay calificaciones
- CadenaDocumento2 páginasCadenanatalie0% (1)
- Factorial 2^5 sobre producción de alcohol isoamílicoDocumento6 páginasFactorial 2^5 sobre producción de alcohol isoamílicoCarla ValeroAún no hay calificaciones
- Indice de Capacidad, CP, CR, CPKDocumento5 páginasIndice de Capacidad, CP, CR, CPKEricson VasquezAún no hay calificaciones
- PARCIAL - DOE - 20212 - teoricoPH HECHODocumento4 páginasPARCIAL - DOE - 20212 - teoricoPH HECHODjedgar JtmAún no hay calificaciones
- Simbología neumática e hidráulica ISODocumento31 páginasSimbología neumática e hidráulica ISOYAMILETH HERRERA CORDOVAAún no hay calificaciones
- Progreso 1 Diseño de Planta Nov2022 Op2 EXAMEN GABYDocumento6 páginasProgreso 1 Diseño de Planta Nov2022 Op2 EXAMEN GABYMishu SandovalAún no hay calificaciones
- Metodos 2Documento2 páginasMetodos 2Andrés DìazAún no hay calificaciones
- Taller 2Documento5 páginasTaller 2Jesus Arturo Mercado GutierrezAún no hay calificaciones
- Grupo#2-CasoDeExito-MAYR MELNHOF-CalidadMetro..docx (1886)Documento7 páginasGrupo#2-CasoDeExito-MAYR MELNHOF-CalidadMetro..docx (1886)Eileen PerezAún no hay calificaciones
- Examen Final Investigación Operativa: Autos S S P LDocumento12 páginasExamen Final Investigación Operativa: Autos S S P LHowk RiosAún no hay calificaciones
- DocxDocumento4 páginasDocxStalin PintoAún no hay calificaciones
- 16Documento9 páginas16Sareli Vargas ValdiviaAún no hay calificaciones
- Grupo 4, Clase 5Documento10 páginasGrupo 4, Clase 5ariamgiAún no hay calificaciones
- Asignacion 2 - Sebastian GomezDocumento17 páginasAsignacion 2 - Sebastian GomezLuis GomezAún no hay calificaciones
- Implementar Six sigma DMAICDocumento3 páginasImplementar Six sigma DMAICJuano MosqueraAún no hay calificaciones
- Control temperatura proceso horneado 125°CDocumento2 páginasControl temperatura proceso horneado 125°COmar MartinezAún no hay calificaciones
- Métricas Seis Sigma Call CenterDocumento14 páginasMétricas Seis Sigma Call CenterDarian Roscio Miranda MirandaAún no hay calificaciones
- Cuestionario Capitulo 5 Control EstadistDocumento19 páginasCuestionario Capitulo 5 Control EstadistIngridLassoSalcedoAún no hay calificaciones
- Problemas Resueltos Control Estadistico de ProcesosDocumento5 páginasProblemas Resueltos Control Estadistico de ProcesosPatricia SalinasAún no hay calificaciones
- Arribos CíclicosDocumento2 páginasArribos CíclicosAxel AlejandroAún no hay calificaciones
- Existen Dos Centros de Trabajo Adyacentes, Un Centro de Trabajo CorrienteDocumento1 páginaExisten Dos Centros de Trabajo Adyacentes, Un Centro de Trabajo CorrienteRoberto QuezadaAún no hay calificaciones
- Índices de CapacidadDocumento43 páginasÍndices de CapacidadKarina CortesAún no hay calificaciones
- LayoutDocumento15 páginasLayoutLeida Hernández0% (1)
- Trayectoria Hacia El Baldrige en La División de Impresiones de BranchDocumento4 páginasTrayectoria Hacia El Baldrige en La División de Impresiones de BranchCelsa JimenezAún no hay calificaciones
- Plan MRP ensamble A empresa IMECDocumento7 páginasPlan MRP ensamble A empresa IMECAsesor PubAún no hay calificaciones
- Laboratorio 4. TerrazasDocumento14 páginasLaboratorio 4. TerrazasDaniel Francisco0% (2)
- Ingenieria de La Calidad II ProblemarioDocumento42 páginasIngenieria de La Calidad II ProblemarioMitzi Poala Zuriaga MartínezAún no hay calificaciones
- CONTROLDocumento11 páginasCONTROLgisela bautistacAún no hay calificaciones
- Proyecto Control Estadistico de ProcesoDocumento5 páginasProyecto Control Estadistico de ProcesoSuany OsorioAún no hay calificaciones
- Guía #1 Métodos de Muestreo de AceptaciónDocumento27 páginasGuía #1 Métodos de Muestreo de AceptaciónKatherinne EsquivelAún no hay calificaciones
- Lfha Cec T2-3 2021aDocumento6 páginasLfha Cec T2-3 2021aFernando HuertaAún no hay calificaciones
- Labconco PDFDocumento6 páginasLabconco PDFmartirAún no hay calificaciones
- CE U3 EV2 Daniel Muñoz CuamatziDocumento10 páginasCE U3 EV2 Daniel Muñoz CuamatziDaniel MuñozAún no hay calificaciones
- Índices de Capacidad de ProcesosDocumento38 páginasÍndices de Capacidad de ProcesosYury Topalaya JimenezAún no hay calificaciones
- Gráficos de Control Individuales y Rangos MóvilesDocumento11 páginasGráficos de Control Individuales y Rangos MóvilesYazarel Liña MartinezAún no hay calificaciones
- Ejercicio 7 y 23Documento3 páginasEjercicio 7 y 23Henry MuzoAún no hay calificaciones
- Planeación de capacidad usando listasDocumento45 páginasPlaneación de capacidad usando listaslore002Aún no hay calificaciones
- Universidad Nacional "Santiago Antúnez de Mayolo": Facultad de Administración Y TurismoDocumento31 páginasUniversidad Nacional "Santiago Antúnez de Mayolo": Facultad de Administración Y TurismoLizeth Menacho DuranAún no hay calificaciones
- 6 Bcv. Unidad 2. Act.4.Documento3 páginas6 Bcv. Unidad 2. Act.4.Cabrera LeonorAún no hay calificaciones
- Control de Calidad - Módulo 4Documento26 páginasControl de Calidad - Módulo 4María Argomedo Reyes100% (2)
- Contrato de Prestaión ServiciosDocumento4 páginasContrato de Prestaión ServiciosJL LVAún no hay calificaciones
- Presentacion Consultas FiscalesDocumento27 páginasPresentacion Consultas FiscalesJL LVAún no hay calificaciones
- Contrato de Depósito CuTonalaDocumento2 páginasContrato de Depósito CuTonalaJL LVAún no hay calificaciones
- Tipos de ConocimientoDocumento33 páginasTipos de ConocimientoJL LVAún no hay calificaciones
- La Democracia y Tipos de DemocraciaDocumento25 páginasLa Democracia y Tipos de DemocraciaJL LV100% (3)
- Fundamentos del costoDocumento47 páginasFundamentos del costoJL LVAún no hay calificaciones
- La Democracia y Tipos de DemocraciaDocumento25 páginasLa Democracia y Tipos de DemocraciaJL LV100% (3)
- Familia Juridico Romano GermanicaDocumento23 páginasFamilia Juridico Romano GermanicaJL LVAún no hay calificaciones
- ManualdeproyectosDocumento246 páginasManualdeproyectosDepartamento de Lengua Castellana y Comunicación100% (9)
- Ley para El Ejercicio de Las Actividades ProfesionalesDocumento38 páginasLey para El Ejercicio de Las Actividades ProfesionalesGABRIELAFERNANDEZTORRESAún no hay calificaciones
- Auditoria Administrativa Negocio OtonielDocumento55 páginasAuditoria Administrativa Negocio OtonielJL LV0% (1)
- Test de La Figura Humana MachoverDocumento20 páginasTest de La Figura Humana MachoverDs RomeroAún no hay calificaciones
- Introducción A La ACUAPONIADocumento15 páginasIntroducción A La ACUAPONIAramzchile100% (1)
- Trabajo Final ContaDocumento150 páginasTrabajo Final ContaSandra_Loan_7562Aún no hay calificaciones
- Guia Vida Util en AnalquelDocumento33 páginasGuia Vida Util en AnalquelFelipe Florian Santiago Gomez100% (1)
- Jefas de FamiliaDocumento1 páginaJefas de FamiliaJL LVAún no hay calificaciones
- Como Dominar A La MujerDocumento75 páginasComo Dominar A La MujerJL LV25% (4)
- Fenomenos de TransporteDocumento45 páginasFenomenos de TransporteCeci SotoAún no hay calificaciones
- Test de Personalidad Con DibujosDocumento10 páginasTest de Personalidad Con DibujosJL LVAún no hay calificaciones
- Test de La Figura Humana MachoverDocumento20 páginasTest de La Figura Humana MachoverDs RomeroAún no hay calificaciones
- Canales de DistribucionDocumento13 páginasCanales de DistribucionJL LVAún no hay calificaciones
- Marco Juridico de La AdDocumento2 páginasMarco Juridico de La AdJL LVAún no hay calificaciones
- MUESTREODocumento35 páginasMUESTREOJL LVAún no hay calificaciones
- JMI 100 Proposito GralDocumento11 páginasJMI 100 Proposito GralSantiago ChucAún no hay calificaciones
- Climograma Climograma de IngenioDocumento19 páginasClimograma Climograma de IngenioJhosyAún no hay calificaciones
- Análisis de Equipos de ClimatizaciónDocumento271 páginasAnálisis de Equipos de Climatizaciónwicho123Aún no hay calificaciones
- Practica de Mediciones Sobre TemperaturaDocumento15 páginasPractica de Mediciones Sobre TemperaturaAngie VelasquezAún no hay calificaciones
- Climatic RT Unitary Iom 1508 SDocumento84 páginasClimatic RT Unitary Iom 1508 SMichael JáureguiAún no hay calificaciones
- Transformaciones sicrométricas del aire húmedoDocumento11 páginasTransformaciones sicrométricas del aire húmedoMiiiki Lopez100% (1)
- Cantidad de Vapor de Agua Por Metro Cúbico de AireDocumento2 páginasCantidad de Vapor de Agua Por Metro Cúbico de AireNatanael Acencio Rijo100% (1)
- El Clima en PinamarDocumento3 páginasEl Clima en PinamarGonzalo VazquezAún no hay calificaciones
- Cuadro de Control MetrologicoDocumento1 páginaCuadro de Control MetrologicoManuel S FarfanAún no hay calificaciones
- Sensor de Temperatura de Cabeza de Cilindros Ford F150Documento4 páginasSensor de Temperatura de Cabeza de Cilindros Ford F150Patricio ValenciaAún no hay calificaciones
- Planilla Sensor TemperaturaDocumento33 páginasPlanilla Sensor TemperaturacarlsAún no hay calificaciones
- Fundmento de Torre de Enfriamiento SPX-MarleyDocumento71 páginasFundmento de Torre de Enfriamiento SPX-MarleyGIUSEPPE PIZZI100% (1)
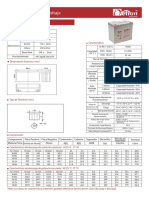
- Batería Gel 150AHDocumento2 páginasBatería Gel 150AHsantiago navarroAún no hay calificaciones
- Ideam Sensación Termica PDFDocumento47 páginasIdeam Sensación Termica PDFJesus David Lizarazo MartinezAún no hay calificaciones
- Continuacion Nueva MDocumento19 páginasContinuacion Nueva MFabu PtAún no hay calificaciones
- Cómo Saber Si El Termostato Del Aire Acondicionado Esta Dañado Friolandia ServiceDocumento13 páginasCómo Saber Si El Termostato Del Aire Acondicionado Esta Dañado Friolandia ServicePprAún no hay calificaciones
- Grados Fahrenheit A CelsiusDocumento4 páginasGrados Fahrenheit A CelsiusEnrique CedilloAún no hay calificaciones
- Ejercicio de Psicrometria: Cátedra: Ingenieria de Alimentos IiiDocumento4 páginasEjercicio de Psicrometria: Cátedra: Ingenieria de Alimentos IiiBeatriz CristobalAún no hay calificaciones
- Cálculos TermoDocumento4 páginasCálculos TermocarolinaAún no hay calificaciones
- Ejercicios de Escalas TermicasDocumento1 páginaEjercicios de Escalas TermicasRomualdo SÄntana KollazoAún no hay calificaciones
- Clima y Bioclima Nov 2014Documento42 páginasClima y Bioclima Nov 2014Sebastian Cervantes GonzalezAún no hay calificaciones
- Estudio predictivo mediante termografía de bombasDocumento7 páginasEstudio predictivo mediante termografía de bombasRodrigo19792016Aún no hay calificaciones
- CalorDocumento3 páginasCalorEdwin Llantoy TaquiriAún no hay calificaciones
- Física I: TemperaturaDocumento26 páginasFísica I: TemperaturaYohan Sanchez cornejoAún no hay calificaciones
- Problemas Coraza y Tubos 2Documento32 páginasProblemas Coraza y Tubos 2Joselyn Matias Brañez50% (4)
- Trabo Algoritmos JavaDocumento15 páginasTrabo Algoritmos JavaJose Luis Abanto MarínAún no hay calificaciones
- Cap 2Documento3 páginasCap 2Alexis Talaverano VargasAún no hay calificaciones
- Simulacion Destilacion Metodo FugDocumento15 páginasSimulacion Destilacion Metodo FugJavier OrtizAún no hay calificaciones
- Diseño y cálculo de aire acondicionadoDocumento96 páginasDiseño y cálculo de aire acondicionadoIriarte Rojas Bélgica Beatriz0% (1)
- Ficha Climaver IsoverDocumento1 páginaFicha Climaver Isoverneo_9486Aún no hay calificaciones