También podría gustarte
- Cristales Etéricos AtlantesDocumento28 páginasCristales Etéricos AtlantesRodrigo Arias Campos100% (4)
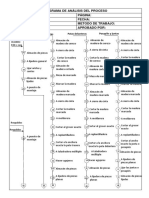
- DOP Del Proceso Del PapelDocumento1 páginaDOP Del Proceso Del PapelYakeline Sheila Galvan Nina50% (6)
- ConSublimar Nov - DicDocumento61 páginasConSublimar Nov - DicKarLa MədiinaAún no hay calificaciones
- Diagrama de Proceso Pieza N 1Documento12 páginasDiagrama de Proceso Pieza N 1Maite Ibet Vargas PereiraAún no hay calificaciones
- REACCIONES-QUIMICAS Profesor10Documento16 páginasREACCIONES-QUIMICAS Profesor10Fernando AlonsoAún no hay calificaciones
- Dap Final de La SillaDocumento3 páginasDap Final de La SillaHector Manuel Neyra Morales50% (2)
- Monederos MuñecosDocumento19 páginasMonederos MuñecosLaura Montiel Barrientos100% (1)
- Encuadernacion J Corderoy BOOKBINDING FOR BEGINNERS PDFDocumento60 páginasEncuadernacion J Corderoy BOOKBINDING FOR BEGINNERS PDFCarolus432Aún no hay calificaciones
- Diagrama de Flujo Del Proceso La Silla 2Documento1 páginaDiagrama de Flujo Del Proceso La Silla 2Albert Serway100% (1)
- Retablo Navideño Armable PDFDocumento1 páginaRetablo Navideño Armable PDFjesusrchilanAún no hay calificaciones
- Op Chaqueta FemDocumento2 páginasOp Chaqueta FemBernardo Castillo GonzalezAún no hay calificaciones
- Composición CoreográficaDocumento61 páginasComposición Coreográficaluisdinfante100% (2)
- La Telarana de CarlotaDocumento14 páginasLa Telarana de CarlotaJefferson Cun100% (1)
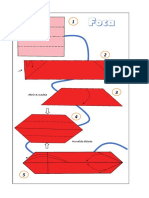
- Foca OrigamiDocumento7 páginasFoca OrigamiSnoopy1090Aún no hay calificaciones
- Diagrama de Actividades Del Proceso de JoyeriaDocumento3 páginasDiagrama de Actividades Del Proceso de JoyeriaPame A-f100% (1)
- Comisariar El MundoDocumento45 páginasComisariar El MundoJesús Hernández SerranoAún no hay calificaciones
- Papá Dónde Se Enchufa El SolDocumento10 páginasPapá Dónde Se Enchufa El SolR͒o͒s͒a͒ Facio AstocondorAún no hay calificaciones
- Dap Silla FinalDocumento3 páginasDap Silla FinalMidwar Enmanuel CisnerosAún no hay calificaciones
- eSTUDIO DE TRABAJO PRACTICA 3Documento5 páginaseSTUDIO DE TRABAJO PRACTICA 3Gleitze RamosAún no hay calificaciones
- Flor de Cantuta OrigamiDocumento4 páginasFlor de Cantuta OrigamiPol VernerAún no hay calificaciones
- Dop BillarDocumento2 páginasDop BillarJose Luis Guerra PomaAún no hay calificaciones
- Diagramas Baby YodaDocumento8 páginasDiagramas Baby YodaAarön RamírezAún no hay calificaciones
- Catalogo Gls LéridaDocumento188 páginasCatalogo Gls LéridaJosé antonio Morales ArqueroAún no hay calificaciones
- Diagrama de Operaciones PDFDocumento6 páginasDiagrama de Operaciones PDFana maría martínez estebanAún no hay calificaciones
- Formato Diagrama BimanualDocumento2 páginasFormato Diagrama BimanualRicardo EspinosaAún no hay calificaciones
- Marco Teorico Mec de SuelosDocumento15 páginasMarco Teorico Mec de SuelosYelitza CerveraAún no hay calificaciones
- T1.4 de La Línea Al Plano.Documento9 páginasT1.4 de La Línea Al Plano.Yaminka CalcinaAún no hay calificaciones
- Portafolio Const Lozada Zabala ShimokawaDocumento25 páginasPortafolio Const Lozada Zabala ShimokawaMatteo LozadaAún no hay calificaciones
- Nudos Básicos y Signos ConvencionalesDocumento10 páginasNudos Básicos y Signos ConvencionalesGladys Liliana GarcíaAún no hay calificaciones
- Catalogo Madera 2019 ETCDocumento48 páginasCatalogo Madera 2019 ETCJuan Carlos Correa PalaciosAún no hay calificaciones
- Ensayo de Concreto en Estado FrescoDocumento13 páginasEnsayo de Concreto en Estado FrescoMaicol CarhuanchoAún no hay calificaciones
- Diagramas CartoonTeckelDocumento7 páginasDiagramas CartoonTeckelGabriel MartinezAún no hay calificaciones
- Planilla Ganadera CREA 16 17Documento40 páginasPlanilla Ganadera CREA 16 17Fernanda CristanchoAún no hay calificaciones
- Catálogo Innova 2022Documento16 páginasCatálogo Innova 2022Anthóny GilesAún no hay calificaciones
- Precios AgostoDocumento90 páginasPrecios AgostoCandyAún no hay calificaciones
- Diagrama de Procesos CombinadosDocumento6 páginasDiagrama de Procesos CombinadosDeiby MoranAún no hay calificaciones
- E&c CatalogoDocumento2 páginasE&c CatalogoValeria GAún no hay calificaciones
- Diagrama OpDocumento6 páginasDiagrama OpJuan Luis Espinoza AmayaAún no hay calificaciones
- Et-Inm-09-12 TQ de AditivosDocumento10 páginasEt-Inm-09-12 TQ de AditivosKoky HSAún no hay calificaciones
- Analisis de Mesa de MaderaDocumento5 páginasAnalisis de Mesa de MaderaManuel Jesus Vasquez CanAún no hay calificaciones
- Normas Tecnicas OSNDocumento181 páginasNormas Tecnicas OSNMartin ObandoAún no hay calificaciones
- Taller AcentuaciónDocumento5 páginasTaller AcentuaciónAngel Parra MoncadaAún no hay calificaciones
- Grupo 1Documento3 páginasGrupo 1Antonio Murga ContrerasAún no hay calificaciones
- BERNINA Bernette Zubehoerkatalog 2019 ESDocumento48 páginasBERNINA Bernette Zubehoerkatalog 2019 ESRomelia CampuzanoAún no hay calificaciones
- Catálogo Bases para PastelDocumento18 páginasCatálogo Bases para PastelAna laura Romero berumenAún no hay calificaciones
- Plano-Mango de MartilloDocumento1 páginaPlano-Mango de MartilloFernando Pastén FernándezAún no hay calificaciones
- Mesa Billar DopDocumento3 páginasMesa Billar DopDiana Quispe SoriaAún no hay calificaciones
- Adornos Navideños GuildalgaDocumento5 páginasAdornos Navideños Guildalgadiseno2uneAún no hay calificaciones
- Reglamento OSN PDFDocumento181 páginasReglamento OSN PDFeligeotroAún no hay calificaciones
- Acta Entrega MoldesDocumento19 páginasActa Entrega MoldesKeiver MorenoAún no hay calificaciones
- Trabajo Manual La Promesa Del ESDocumento2 páginasTrabajo Manual La Promesa Del ESVictor ChavezAún no hay calificaciones
- Diagrama de FlujoDocumento2 páginasDiagrama de FlujoClaudia OrdońezAún no hay calificaciones
- Diagrama de Operaciones Proceso Repisa de Madera.: Base Fondo M M Medir Y Trazar Medir Y TrazarDocumento6 páginasDiagrama de Operaciones Proceso Repisa de Madera.: Base Fondo M M Medir Y Trazar Medir Y TrazarMargarita Rosa Leon OvalleAún no hay calificaciones
- Evaluacion de Ingles 56Documento2 páginasEvaluacion de Ingles 56Angelica LizcanoAún no hay calificaciones
- INFORME FINAL PPT 1Documento38 páginasINFORME FINAL PPT 1Alexander Alfaro ChirinosAún no hay calificaciones
- Programa de Obra PakatelasDocumento1 páginaPrograma de Obra PakatelasZäid GârciaAún no hay calificaciones
- Diagrama SuricatoDocumento5 páginasDiagrama SuricatoGottfried WilhelmAún no hay calificaciones
- P3. DeetDocumento12 páginasP3. DeetKarime BenitezAún no hay calificaciones
- Arreglo de Mesa RinoplastiaDocumento6 páginasArreglo de Mesa Rinoplastiaapi-632740596Aún no hay calificaciones
- Manual de Tejido Empisal Mod 600700Documento56 páginasManual de Tejido Empisal Mod 600700ariahnna2013Aún no hay calificaciones
- Vocabulario CivimeDocumento337 páginasVocabulario CivimeAntonio Pegam100% (1)
- Diagrana BimanualDocumento1 páginaDiagrana BimanualJohny YanezAún no hay calificaciones
- Ayudantia 8Documento4 páginasAyudantia 8Dennis100% (10)
- Compilacion LiterariaDocumento8 páginasCompilacion LiterariaEdwin Hamilton Gonzalez BotelloAún no hay calificaciones
- Correlación TuiDocumento4 páginasCorrelación TuiTania SanluisAún no hay calificaciones
- AdministraciDocumento3 páginasAdministraciCristian Camilo De La CruzAún no hay calificaciones
- Valentin Fuster - El Circulo de La MotivaciónDocumento2 páginasValentin Fuster - El Circulo de La MotivaciónJosep Lluís Marrugat ViñaAún no hay calificaciones
- Los Filósofos PresocráticosDocumento4 páginasLos Filósofos PresocráticosEduardo Rodriguez-CobachoAún no hay calificaciones
- PCB SimulacionesDocumento2 páginasPCB SimulacionesMiguel Jimenez OsorioAún no hay calificaciones
- Articulo Dr. Perez PeralesDocumento5 páginasArticulo Dr. Perez PeralesEstefania ZavalaAún no hay calificaciones
- Interpretacion FertSuel ImportanteDocumento15 páginasInterpretacion FertSuel ImportanteCarlos Rovello GandoAún no hay calificaciones
- Laboratorio 2 Física MecánicaDocumento7 páginasLaboratorio 2 Física Mecánicacamila toroAún no hay calificaciones
- Inteligencia WordDocumento21 páginasInteligencia Wordkatty niño llacsahuangaAún no hay calificaciones
- Neurofisioloia de La Deglucion 2020 II ImprimirDocumento34 páginasNeurofisioloia de La Deglucion 2020 II ImprimirDiana GonzálezAún no hay calificaciones
- El Amanuense de AlburquerqueDocumento2 páginasEl Amanuense de AlburquerqueAntonio GarcíaAún no hay calificaciones
- Presentacion Modelo LogisticoDocumento9 páginasPresentacion Modelo LogisticoEdwyn BeltranAún no hay calificaciones
- Uso y Manejo de ArmaDocumento8 páginasUso y Manejo de ArmaJuniorCastilloAún no hay calificaciones
- Guía Del Docente Tinense para La Planificación de La Experiencia de Aprendizaje 1Documento9 páginasGuía Del Docente Tinense para La Planificación de La Experiencia de Aprendizaje 1yakely vera calderonAún no hay calificaciones
- Guía Del Docente de Lectores A Líderes Segundo Grado Vol. 2Documento102 páginasGuía Del Docente de Lectores A Líderes Segundo Grado Vol. 2tekai.masterAún no hay calificaciones
- ResumenDocumento3 páginasResumenDario Ramon Ezequiel SaucedoAún no hay calificaciones
- Colorantes y AlcaloidesDocumento7 páginasColorantes y AlcaloidesJaharish Corilla LoaAún no hay calificaciones
- Ejercicios de HidrostáticaDocumento6 páginasEjercicios de HidrostáticaPaco Medina CondorAún no hay calificaciones
- Reseña Histórica Del Barrio Bellavista Carera 44Documento11 páginasReseña Histórica Del Barrio Bellavista Carera 44mabel mondragonAún no hay calificaciones
- Programa 2023 - Procesos Biolà Gicos y Neuropsicolà GicosDocumento8 páginasPrograma 2023 - Procesos Biolà Gicos y Neuropsicolà GicosPame ZarateAún no hay calificaciones
- Clases de Penitencia y UnciónDocumento3 páginasClases de Penitencia y UnciónMiguel Angel Campos GarciaAún no hay calificaciones
- LEYENDA Claudia de BellaDocumento1 páginaLEYENDA Claudia de BellaYesicaAún no hay calificaciones
- Unidad II Act 1. SimbologiaDocumento12 páginasUnidad II Act 1. SimbologiaAlejandra LeonAún no hay calificaciones
- Accion de Tutela Acto Administrativo de TramiteDocumento5 páginasAccion de Tutela Acto Administrativo de TramiteCamilo GutiérrezAún no hay calificaciones