También podría gustarte
- NCH 174 Of85 Maderas-Unidades Empleadas, Dimensiones NominalDocumento10 páginasNCH 174 Of85 Maderas-Unidades Empleadas, Dimensiones Nominalami624100% (3)
- NCH 173 - Madera - Terminología GeneralDocumento18 páginasNCH 173 - Madera - Terminología GeneralJoselyn ConchaAún no hay calificaciones
- nch0176 2 1986 Mod 1988pdf - CompressDocumento17 páginasnch0176 2 1986 Mod 1988pdf - CompressSebastian Ignacio Carriel CarrascoAún no hay calificaciones
- NCH 2824 2003 PDFDocumento9 páginasNCH 2824 2003 PDFegicoc80% (5)
- NCH 187Documento11 páginasNCH 187Carlos Alberto Pastén PallautaAún no hay calificaciones
- NCH 819 of 2003 - Madera Preservada - Pino Radiata - Clasificacion Segun Uso y Riesgo en ServicDocumento15 páginasNCH 819 of 2003 - Madera Preservada - Pino Radiata - Clasificacion Segun Uso y Riesgo en ServicJulio Caroca Venegas100% (1)
- NCh0803-2003-Paneles - Ensayo de FlexionDocumento21 páginasNCh0803-2003-Paneles - Ensayo de Flexionsf1553100% (3)
- Nch0631 95 Madera Preservada Ext..Documento11 páginasNch0631 95 Madera Preservada Ext..jaimeAún no hay calificaciones
- NCH 2824 2003pdfDocumento9 páginasNCH 2824 2003pdfCLAUDIO QUINTANA0% (1)
- NCh1990-1986 Madera - Tensiones Admisibles Madera EstructuraDocumento11 páginasNCh1990-1986 Madera - Tensiones Admisibles Madera EstructuraAnonymous 4GNAkbVRTAún no hay calificaciones
- Clasificacion Visual para Uso Estructural NCH 1970Documento28 páginasClasificacion Visual para Uso Estructural NCH 1970cesarjobAún no hay calificaciones
- NCh2100 2003 PDFDocumento35 páginasNCh2100 2003 PDFPabloAún no hay calificaciones
- NCh1517 3 1979 PDFDocumento11 páginasNCh1517 3 1979 PDFMonica BarrientosAún no hay calificaciones
- NCh0723 1987 PDFDocumento13 páginasNCh0723 1987 PDFOrlando Andres Manriquez LeivaAún no hay calificaciones
- NCH 2148 Of.1989Documento45 páginasNCH 2148 Of.1989mariogt100% (3)
- NCh1928-MOD 2003Documento13 páginasNCh1928-MOD 2003Nicolas Castillo HormazabalAún no hay calificaciones
- NCh2220 1992 PDFDocumento15 páginasNCh2220 1992 PDFRodrigo Córdova0% (1)
- NTC824Madera Glosario de Defectos PDFDocumento30 páginasNTC824Madera Glosario de Defectos PDFSamuel Dario Hernández VarelaAún no hay calificaciones
- Terminologia General - MaderaDocumento21 páginasTerminologia General - Maderacerratosys50% (2)
- NCH 70-2 of 88 - Maderas - Especies ClasificacionDocumento33 páginasNCH 70-2 of 88 - Maderas - Especies ClasificacionJairoHenriquezSchenkAún no hay calificaciones
- NCH 0173 Of1973 PDFDocumento21 páginasNCH 0173 Of1973 PDFDiego Delgado Zapata50% (2)
- NCH 1970-1 Of1988 PDFDocumento23 páginasNCH 1970-1 Of1988 PDFDiego Delgado Zapata100% (1)
- NCH 992 of 72 MaderaDocumento25 páginasNCH 992 of 72 Maderaalejandro macias hernandez100% (1)
- NCHDocumento11 páginasNCHLuis Araya CollaoAún no hay calificaciones
- Nch0178-79 Madera - Pino InsigneDocumento9 páginasNch0178-79 Madera - Pino InsignejaimeAún no hay calificaciones
- NCH 973 Of1986 Madera-Determinación de Las Propiedades Mecánicas-Ensayo de Compresión ParalelaDocumento13 páginasNCH 973 Of1986 Madera-Determinación de Las Propiedades Mecánicas-Ensayo de Compresión ParalelaHector Saavedra50% (2)
- NCh0755-1996 Madera - Preservación - Medición de La Penetración de Preservantes en La Madera.Documento9 páginasNCh0755-1996 Madera - Preservación - Medición de La Penetración de Preservantes en La Madera.Janson CeaAún no hay calificaciones
- NCh0176-2-1986 Mod-1988 PDFDocumento17 páginasNCh0176-2-1986 Mod-1988 PDFJosé Pérez OrellanaAún no hay calificaciones
- NCH 791 (2001)Documento6 páginasNCH 791 (2001)luis100% (1)
- Nch0631-03 Madera Pres. Extr.Documento11 páginasNch0631-03 Madera Pres. Extr.jaimeAún no hay calificaciones
- NCh1565 1979Documento9 páginasNCh1565 1979AndrésPrzAún no hay calificaciones
- NCH 1443 - 1978Documento7 páginasNCH 1443 - 1978Errol Holmberg QuintelaAún no hay calificaciones
- NCh0969 1986 PDFDocumento5 páginasNCh0969 1986 PDFarielAún no hay calificaciones
- NCH 134-3 of 97 Vidrios Planos - EnsayosDocumento7 páginasNCH 134-3 of 97 Vidrios Planos - EnsayosJairoHenriquezSchenkAún no hay calificaciones
- NCh03028-2-2008 MuestreoDocumento37 páginasNCh03028-2-2008 MuestreoRojas Prida Sebastián100% (2)
- NCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasDocumento13 páginasNCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasJulio CesarAún no hay calificaciones
- NCh801-2003 Elementos de Construccion - Paneles - Ensayo CompresionDocumento15 páginasNCh801-2003 Elementos de Construccion - Paneles - Ensayo CompresionEddo CarrionAún no hay calificaciones
- NCh0300-97 Pernos, Tuercas, Tornillos PDFDocumento65 páginasNCh0300-97 Pernos, Tuercas, Tornillos PDFandreaAún no hay calificaciones
- NCH 00135.8 of 1997 (Vidrios Planos de Seguridad, Laminados - Ensayos - Parte 8 Resistencia A La Temperatura Y La Humedad)Documento7 páginasNCH 00135.8 of 1997 (Vidrios Planos de Seguridad, Laminados - Ensayos - Parte 8 Resistencia A La Temperatura Y La Humedad)julion1985Aún no hay calificaciones
- NCh2482 2001 PDFDocumento13 páginasNCh2482 2001 PDFmatias contrerasAún no hay calificaciones
- NCH 1537 2009 Diseño Estructural - Cargas de UsoDocumento37 páginasNCH 1537 2009 Diseño Estructural - Cargas de UsoSebastian Ramos Grilli100% (2)
- NCh1934 1992Documento27 páginasNCh1934 1992Andrés Zenteno VergaraAún no hay calificaciones
- NCH 1934Documento27 páginasNCH 1934Marcelo VillarAún no hay calificaciones
- NCh0355 1957 PDFDocumento9 páginasNCh0355 1957 PDFEduardo Aguayo UlloaAún no hay calificaciones
- Especificaciones Tecnicas 2Documento11 páginasEspecificaciones Tecnicas 2jose leandro canales ceaAún no hay calificaciones
- NCh00146 2 2000 PDFDocumento15 páginasNCh00146 2 2000 PDFrenzoesAún no hay calificaciones
- NCh0630 1998 PDFDocumento11 páginasNCh0630 1998 PDFEduardo Aguayo UlloaAún no hay calificaciones
- Det Prop Mecánicas Flexion Estática y Dureza NCH 978 y 987Documento8 páginasDet Prop Mecánicas Flexion Estática y Dureza NCH 978 y 987Camila FusterAún no hay calificaciones
- NCH 1222 of 77 TrozasDocumento29 páginasNCH 1222 of 77 TrozasAraya Rodrigo AndrésAún no hay calificaciones
- NTC 6780 Digitada ICONTEC PDFDocumento22 páginasNTC 6780 Digitada ICONTEC PDFlcoli86Aún no hay calificaciones
- PresentacionDefectosIOCC 214Documento25 páginasPresentacionDefectosIOCC 214Raul Robledo AlvaradoAún no hay calificaciones
- NCh0351 3 2002 PDFDocumento15 páginasNCh0351 3 2002 PDFestrategaliricoAún no hay calificaciones
- NCH 1969 of 86 MaderaDocumento29 páginasNCH 1969 of 86 Maderaalejandro macias hernandezAún no hay calificaciones
- NCh2123 1997Documento9 páginasNCh2123 1997carolabritoAún no hay calificaciones
- NTC 6780 Digitada ICONTEC PDFDocumento22 páginasNTC 6780 Digitada ICONTEC PDFJuan Mauricio Palacios AnzolaAún no hay calificaciones
- Norma Española MaderaDocumento0 páginasNorma Española MaderaNamtaru Ba'alAún no hay calificaciones
- PCDM P1 VGJJ 8115Documento12 páginasPCDM P1 VGJJ 8115Jesus Ska VergaraAún no hay calificaciones
- Norma Tecnica para Diseo y Construccion Estructural de MaderaDocumento33 páginasNorma Tecnica para Diseo y Construccion Estructural de MaderaJaime Ojeda LempertAún no hay calificaciones
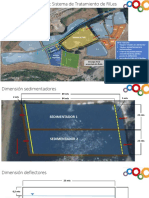
- Diseño SedimentadorDocumento4 páginasDiseño SedimentadorMauricio Nova DuranAún no hay calificaciones
- Ficha Evs3400Documento1 páginaFicha Evs3400Mauricio Nova DuranAún no hay calificaciones
- Memoria Calculo Medialuna PonotroDocumento78 páginasMemoria Calculo Medialuna PonotroMauricio Nova DuranAún no hay calificaciones
- NCh1207-1990 Pino Radiata Clasificacion VisualDocumento17 páginasNCh1207-1990 Pino Radiata Clasificacion VisualMauricio Nova DuranAún no hay calificaciones
- 9 Planilla Registro Temperatura AlmacenajeDocumento2 páginas9 Planilla Registro Temperatura Almacenajesckron2011100% (2)
- Ley Orgánica de Municipalidades LEY #23853 ( )Documento36 páginasLey Orgánica de Municipalidades LEY #23853 ( )Luis Antonio Gálvez SaavedraAún no hay calificaciones
- Practica Módulo IIIDocumento14 páginasPractica Módulo IIIBrian Marroquínn100% (1)
- 5 ChiavenatoDocumento6 páginas5 ChiavenatoTobal Galleguillos BarrazaAún no hay calificaciones
- Guión Inventor ChifladoDocumento8 páginasGuión Inventor ChifladoAlexandra GomezAún no hay calificaciones
- Clase 2 Aparatos para Ajuste - Comprobación y MedidaDocumento23 páginasClase 2 Aparatos para Ajuste - Comprobación y MedidaRaul MartinezAún no hay calificaciones
- Objetivos Glucémicos - PDFDocumento16 páginasObjetivos Glucémicos - PDFAngie MAún no hay calificaciones
- Grupo 8 - Fase1Documento50 páginasGrupo 8 - Fase1Bryan Estuardo De León EstradaAún no hay calificaciones
- Caso Clinico de AsfixiaDocumento3 páginasCaso Clinico de Asfixiaarnol contreras castroAún no hay calificaciones
- PRTE 640 Resultados de La Evaluación Eric Ortiz VCotto Taller 6Documento3 páginasPRTE 640 Resultados de La Evaluación Eric Ortiz VCotto Taller 6ericonievesAún no hay calificaciones
- 8313 Esmalte Al Agua IrisDocumento2 páginas8313 Esmalte Al Agua IrisCristian Renato Casanová RiveraAún no hay calificaciones
- Abedul (Vetula Verrucosa) : TaxonomíaDocumento90 páginasAbedul (Vetula Verrucosa) : TaxonomíaGena RothenbergAún no hay calificaciones
- Elaboración de Semi Conserva de PiñaDocumento3 páginasElaboración de Semi Conserva de PiñaSoraya Pacheco PanezAún no hay calificaciones
- Generalidades y GeomorfologiaDocumento5 páginasGeneralidades y GeomorfologiaFranco Luna RamírezAún no hay calificaciones
- KokoritoDocumento7 páginasKokoritoMiguel Angel MogollonAún no hay calificaciones
- ArtisticaDocumento3 páginasArtisticaNelson OrozcoAún no hay calificaciones
- Clase 06 - Mod Arq TeoriaDocumento41 páginasClase 06 - Mod Arq TeoriaCecilia Milene Chavez RamosAún no hay calificaciones
- Preguntas ValocacionDocumento3 páginasPreguntas ValocacionAngie AngamarcaAún no hay calificaciones
- Jose Ronald Vikllanueva LivaqueDocumento12 páginasJose Ronald Vikllanueva LivaqueJefryGleysiMundacaTarrilloAún no hay calificaciones
- Unidad 2 Estrategia y Administración de Proyectos TecnológicosDocumento13 páginasUnidad 2 Estrategia y Administración de Proyectos Tecnológicosismael ArvizuAún no hay calificaciones
- Tractorista MF Serie 200Documento122 páginasTractorista MF Serie 200carlos silva yruretaAún no hay calificaciones
- Api's de GOOGLE E Historia Del Arte Del ProyectoDocumento9 páginasApi's de GOOGLE E Historia Del Arte Del ProyectoSantiago MamianAún no hay calificaciones
- IMPORTANCIA DEL SUELO-Textura Estructura PorosidadDocumento9 páginasIMPORTANCIA DEL SUELO-Textura Estructura PorosidadDIEGO FELIPE MURILLO HINESTRPZAAún no hay calificaciones
- Recursos MineralesDocumento17 páginasRecursos MineralesCarlo Angel Gonzalez RuizAún no hay calificaciones
- Servicio A Televisores Sony WegaDocumento52 páginasServicio A Televisores Sony Wegafelorozc100% (5)
- Sochma LimpiezaDocumento75 páginasSochma LimpiezaKarina Mercado AbarcaAún no hay calificaciones
- Formato de Solicitud de Portabilidad LlenadoDocumento1 páginaFormato de Solicitud de Portabilidad LlenadoAdriana MendozaAún no hay calificaciones
- Historia y Biografía de Historia Del TelégrafoDocumento1 páginaHistoria y Biografía de Historia Del Telégrafola novia de louisAún no hay calificaciones
- Personal Nuevo Tdr-Correc1Documento12 páginasPersonal Nuevo Tdr-Correc1ever aguirreAún no hay calificaciones
- Derecho de Peticion 2021Documento2 páginasDerecho de Peticion 2021carmen herrera100% (1)