También podría gustarte
- El Carburo de SilicioDocumento7 páginasEl Carburo de Silicio4d4n UgaldeAún no hay calificaciones
- Proceso de RefinacionDocumento17 páginasProceso de RefinacionIsai SánchezAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Refinacion de La Plata y PlomoDocumento4 páginasRefinacion de La Plata y PlomoZONICCCAún no hay calificaciones
- Procesos Siderúrgicos Parte Aplicacion Del Modelo de Rist y Meysson Al Cálculo de La Eficiencia Reduccion AHDocumento48 páginasProcesos Siderúrgicos Parte Aplicacion Del Modelo de Rist y Meysson Al Cálculo de La Eficiencia Reduccion AHFernando Nicolas Ureta GodoyAún no hay calificaciones
- Refinacion Del PBDocumento4 páginasRefinacion Del PBFranklin Roosevelt Gonzalo RojasAún no hay calificaciones
- TrabajoDocumento6 páginasTrabajoJonathan Palomino GallegosAún no hay calificaciones
- Leccion12 VIDRIO HornoFUSION PDFDocumento29 páginasLeccion12 VIDRIO HornoFUSION PDFtavolen100% (1)
- Relleno de Mina Enfoque GeomecanicoDocumento44 páginasRelleno de Mina Enfoque GeomecanicoSammy Davis Lucano Polo100% (3)
- Clase Semana 02 Ingenieria Forense I - 108 - 0 PDFDocumento11 páginasClase Semana 02 Ingenieria Forense I - 108 - 0 PDFGonzalesR.WagnerAún no hay calificaciones
- HidroformilacionDocumento23 páginasHidroformilacionEder S VegaAún no hay calificaciones
- Calci NaciónDocumento8 páginasCalci NaciónguiovanaAún no hay calificaciones
- Inyeccion Directa de GasolinaDocumento17 páginasInyeccion Directa de GasolinaCristian Israel CallaAún no hay calificaciones
- VolatilizaciónDocumento1 páginaVolatilizaciónJhancarlos MartínezAún no hay calificaciones
- Horno KaldoDocumento9 páginasHorno KaldoArmando Martinez GAún no hay calificaciones
- Copia de LibroPiro PDFDocumento172 páginasCopia de LibroPiro PDFjorjais123Aún no hay calificaciones
- Escorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaDe EverandEscorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaAún no hay calificaciones
- Precipitación de SBDocumento7 páginasPrecipitación de SBJheny Calcina100% (1)
- Met 3398 Quispe Alex Planificacion Reporte-Separacion Electrostatica de CasiteritaDocumento18 páginasMet 3398 Quispe Alex Planificacion Reporte-Separacion Electrostatica de CasiteritaAntonio Salas Casado100% (1)
- Electrometalurgia - AuxiliarDocumento19 páginasElectrometalurgia - AuxiliarIAm JosueAún no hay calificaciones
- Impacto de Redox en La Fusión Industrial Del Vidrio e Importancia Del Control de RedoxDocumento12 páginasImpacto de Redox en La Fusión Industrial Del Vidrio e Importancia Del Control de RedoxDavid Alemán SánchezAún no hay calificaciones
- Laboratorio de ReduccionDocumento19 páginasLaboratorio de ReduccionKheyla ValdiviaAún no hay calificaciones
- Optimización Del Proceso de ReducciónDocumento10 páginasOptimización Del Proceso de ReducciónFer CoroAún no hay calificaciones
- Definición de AdsorciónDocumento5 páginasDefinición de AdsorciónbriguitAún no hay calificaciones
- Acería EléctricaDocumento4 páginasAcería EléctricaElizabeth VelasquezAún no hay calificaciones
- Informe de Ciencia Ambiental Electro ObtenciónDocumento16 páginasInforme de Ciencia Ambiental Electro ObtenciónFrancisco ContrerasAún no hay calificaciones
- Historia de La Tecnología de La Flotacióna 1Documento26 páginasHistoria de La Tecnología de La Flotacióna 1Luis Pablo vl Flores GranadosAún no hay calificaciones
- Parcial SolucionarioDocumento3 páginasParcial Solucionariomiguel EncarnacionAún no hay calificaciones
- Corrosion SelectivaDocumento9 páginasCorrosion SelectivaNico Sanabria Conde100% (1)
- Pirometalurgia - Pellasfinal-2-1Documento55 páginasPirometalurgia - Pellasfinal-2-1Kleyjarh CorreaAún no hay calificaciones
- Preguntas SiderurgiaDocumento9 páginasPreguntas SiderurgiaZulma Dayana Puerto CristanchoAún no hay calificaciones
- Zeolitas en Catalis PDFDocumento13 páginasZeolitas en Catalis PDFLuis Niño0% (1)
- Fundamentos de La CorrosionDocumento55 páginasFundamentos de La Corrosioncristian omanaAún no hay calificaciones
- Practica 2 Temple de Un AceroDocumento13 páginasPractica 2 Temple de Un Acerosimizz22Aún no hay calificaciones
- Introducción A La Siderurgia 2016Documento30 páginasIntroducción A La Siderurgia 2016Sebastian Andres MuñozAún no hay calificaciones
- Lab 4 Lixiviacion de CuDocumento8 páginasLab 4 Lixiviacion de CuAna Luisa Garnica SalgadoAún no hay calificaciones
- El CoqueDocumento14 páginasEl Coqueyadimeraraujo100% (1)
- Lab 5 AntimonioDocumento19 páginasLab 5 AntimonioedgarAún no hay calificaciones
- Proyecto de RefiDocumento50 páginasProyecto de Refireynaldo_9_12Aún no hay calificaciones
- Aleantes Del Aluminio y Su InfluenciaDocumento4 páginasAleantes Del Aluminio y Su InfluenciaJulieth MondragonAún no hay calificaciones
- Refinación Metal GasDocumento5 páginasRefinación Metal Gascristty15Aún no hay calificaciones
- Aluminotermia FeDocumento7 páginasAluminotermia Fericardo_valdes_17Aún no hay calificaciones
- Guia Instalacion Tejasiko2018Documento16 páginasGuia Instalacion Tejasiko2018Christian Alejandro Ulloa GallardoAún no hay calificaciones
- Casiterita Apartir de Estaño Veronica Barrientos RiveraDocumento21 páginasCasiterita Apartir de Estaño Veronica Barrientos Riveracoreano63Aún no hay calificaciones
- S06 s1 Industria VIDRIODocumento23 páginasS06 s1 Industria VIDRIOGabriel MedinaAún no hay calificaciones
- Materiales RefractariosDocumento6 páginasMateriales RefractariosAleks Meraz GtnAún no hay calificaciones
- Proceso de CementacionDocumento2 páginasProceso de CementacionRuth SilvaAún no hay calificaciones
- Horno de CubiloteDocumento26 páginasHorno de CubilotelafhAún no hay calificaciones
- El CoqueDocumento10 páginasEl CoqueFranco1597Aún no hay calificaciones
- Funcionamiento Del CubiloteDocumento11 páginasFuncionamiento Del CubiloteParranderoElLoboCrachAún no hay calificaciones
- Fusión Por Haz de ElectronesDocumento3 páginasFusión Por Haz de ElectronesNarda Cecilia Acosta HdzAún no hay calificaciones
- CristalizacionDocumento16 páginasCristalizacionMatiasJimenezAún no hay calificaciones
- Fundamentos de La Corrosión Asistida Por Esfuerzo para ExpoDocumento4 páginasFundamentos de La Corrosión Asistida Por Esfuerzo para ExpoAndres Carmona0% (1)
- Electro Refinacion Del Cobre - ReviewDocumento9 páginasElectro Refinacion Del Cobre - ReviewYudith Rosaluz Imata CondoriAún no hay calificaciones
- Metalurgia Primer ParcialDocumento43 páginasMetalurgia Primer ParcialElias ArancibiaAún no hay calificaciones
- Informe 1 Electrometalúrgia - ConductividadDocumento28 páginasInforme 1 Electrometalúrgia - ConductividadJocelynOrdonezAún no hay calificaciones
- Informe FundicionesDocumento13 páginasInforme FundicionescristianAún no hay calificaciones
- Aleaciones de AceroDocumento8 páginasAleaciones de AceroJhonatan Ramirez GranadosAún no hay calificaciones
- Monografia de MetalurgiaDocumento19 páginasMonografia de MetalurgiaJeremy WoodAún no hay calificaciones
- Fundición de Una Pieza en AluminioDocumento13 páginasFundición de Una Pieza en Aluminiojosuedanny0077jdAún no hay calificaciones
- Fundicion de Los MetalesDocumento10 páginasFundicion de Los MetalesHilda OrtizAún no hay calificaciones
- Equipo 3 - Tipos de FundiciónDocumento12 páginasEquipo 3 - Tipos de FundiciónCarlos RiveraAún no hay calificaciones
- Fundicion GrisDocumento25 páginasFundicion GrisGabo TellezAún no hay calificaciones
- 1.1. Engranajes: Pág. MemoriaDocumento79 páginas1.1. Engranajes: Pág. MemoriaRonald Alcantara CarreraAún no hay calificaciones
- 01cb302cinema1p PDFDocumento49 páginas01cb302cinema1p PDFHubert Reynaldo Chang EscalanteAún no hay calificaciones
- 5º PreinformeDocumento9 páginas5º PreinformeRonald Alcantara Carrera100% (1)
- Industria Del AluminioDocumento21 páginasIndustria Del AluminioRonald Alcantara CarreraAún no hay calificaciones
- Metrado Alcantarillado Val 3Documento3 páginasMetrado Alcantarillado Val 3Sung Cuba OjedaAún no hay calificaciones
- Folleto Heurísticas para Válvulas UADocumento2 páginasFolleto Heurísticas para Válvulas UAKathe PachónAún no hay calificaciones
- Tarea 5Documento5 páginasTarea 5Felipe SanhuezaAún no hay calificaciones
- Estudios Sectoriales-Instalaciones de Refrigeracion en Tanatorios 2008 PDFDocumento5 páginasEstudios Sectoriales-Instalaciones de Refrigeracion en Tanatorios 2008 PDFAlejandro Humoffe - TanatologoAún no hay calificaciones
- Lista de Precios Enero 2023Documento53 páginasLista de Precios Enero 2023Javier MendozaAún no hay calificaciones
- Aplicaciones y Propiedades Del ZincDocumento2 páginasAplicaciones y Propiedades Del ZincErik Jesus Trejo QuintanillaAún no hay calificaciones
- REDOX 6A EjercicioDocumento2 páginasREDOX 6A EjercicioJ.R. OlveraAún no hay calificaciones
- Conductividad ElectricaDocumento3 páginasConductividad ElectricaDaraNolascoPalaciosAún no hay calificaciones
- Cuarto de Granallado - Material RodanteDocumento4 páginasCuarto de Granallado - Material RodanteArturo CalderonAún no hay calificaciones
- 15 Ejemplos de Cristalización, Imantacion Et.Documento22 páginas15 Ejemplos de Cristalización, Imantacion Et.MarisabelRodnieAún no hay calificaciones
- Formas y Transformaciones de La Materia para Sexto de PrimariaDocumento7 páginasFormas y Transformaciones de La Materia para Sexto de PrimariaRoger Ricardo Ordinola CastroAún no hay calificaciones
- Toma Superficial IP 67 - S4506Documento2 páginasToma Superficial IP 67 - S4506Juan CarlosAún no hay calificaciones
- Simulaciones en HysysDocumento4 páginasSimulaciones en HysysArmando Yimes RoaAún no hay calificaciones
- Estructuras EntramadasDocumento4 páginasEstructuras EntramadasAlexo Javier EugenioAún no hay calificaciones
- Licitar Chel - CotonebDocumento18 páginasLicitar Chel - CotonebhubertocAún no hay calificaciones
- Informe de Fundicion y Moldeo (Yaneth Llasa Yucra) PDFDocumento18 páginasInforme de Fundicion y Moldeo (Yaneth Llasa Yucra) PDFYaneth Llasa YucraAún no hay calificaciones
- Calefones 2Documento2 páginasCalefones 2Mauricio Cáceres GuerreroAún no hay calificaciones
- EconomíaDocumento2 páginasEconomíaMaytek NCAún no hay calificaciones
- Gas LiftDocumento31 páginasGas LiftcristhianAún no hay calificaciones
- DescargaDocumento12 páginasDescargaDaysi RamírezAún no hay calificaciones
- Circuitos HornoDocumento3 páginasCircuitos Hornojesegovia884161Aún no hay calificaciones
- Uchiza CronogramaDocumento56 páginasUchiza CronogramalarryAún no hay calificaciones
- Granulometria de Arcillas.Documento2 páginasGranulometria de Arcillas.Torres Rivas KarenAún no hay calificaciones
- Cuestionario CimDocumento37 páginasCuestionario CimGerman MartinezAún no hay calificaciones
- RefrigeracionDocumento29 páginasRefrigeracionGaby JacoboAún no hay calificaciones
- Funcionamiento de Un RedlerDocumento6 páginasFuncionamiento de Un RedlerJhosep LeivaAún no hay calificaciones
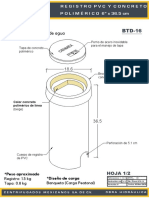
- 139-REGISTRO PVC 6x36.5-EspDocumento2 páginas139-REGISTRO PVC 6x36.5-EspRo ZepAún no hay calificaciones