También podría gustarte
- Fábrica de Baldosas Cerámicas PDFDocumento2 páginasFábrica de Baldosas Cerámicas PDFAle Correa86% (14)
- Fabrica de CalzadoDocumento2 páginasFabrica de CalzadoFelix Mendoza60% (5)
- Ejercicio 2 Calculo Del OEEDocumento2 páginasEjercicio 2 Calculo Del OEEPerla Cervantes25% (4)
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Guia de Ejercicios Oee - DosDocumento3 páginasGuia de Ejercicios Oee - DosJuan Pino0% (1)
- 2016-04-08 Primer Parcial (Solución)Documento2 páginas2016-04-08 Primer Parcial (Solución)Diego Herrera80% (5)
- Ejercicios Oee Gestion de La Produccion 1Documento12 páginasEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (3)
- Problemas IndicadoresDocumento7 páginasProblemas IndicadoresBrunno Rojas100% (1)
- 11 Problema de Gestión Del MantenimientoDocumento48 páginas11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- Practica 7 OEEDocumento6 páginasPractica 7 OEEGALOXAún no hay calificaciones
- Fábrica de EjesDocumento2 páginasFábrica de EjesDiego Fernando Torres Gualan70% (20)
- OEEDocumento2 páginasOEERobles Mateus60% (5)
- Ejercicios MTBF MTTR 2020 2Documento5 páginasEjercicios MTBF MTTR 2020 2ALexander Reyes100% (2)
- Gestion de Mantenimiento - Guía de Problemas 2Documento6 páginasGestion de Mantenimiento - Guía de Problemas 2fran vela0% (2)
- Capacitacion Basica LubricacionDocumento243 páginasCapacitacion Basica LubricacionRaul CastroAún no hay calificaciones
- Capacitacion Basica LubricacionDocumento243 páginasCapacitacion Basica LubricacionRaul CastroAún no hay calificaciones
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoDocumento5 páginasCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Ejercicio PDFDocumento1 páginaEjercicio PDFBereysi Cabrera100% (1)
- Fábrica de Cajas de EmpaqueDocumento2 páginasFábrica de Cajas de EmpaqueJacqueline Calvillo86% (7)
- Mantenimiento Ejercicios de DisponibilidadDocumento8 páginasMantenimiento Ejercicios de Disponibilidadedwin antonio criollo limache86% (7)
- Ejercicios de Gestion de MantenimientoDocumento8 páginasEjercicios de Gestion de Mantenimientosergioc14667% (3)
- Taller Parcial de Indicadores de Gestión SoluciónDocumento3 páginasTaller Parcial de Indicadores de Gestión SoluciónRaul CastroAún no hay calificaciones
- Taller Parcial de Indicadores de Gestión SoluciónDocumento3 páginasTaller Parcial de Indicadores de Gestión SoluciónRaul CastroAún no hay calificaciones
- Taller de Lectura Inferencial - CAMILO RUEDADocumento23 páginasTaller de Lectura Inferencial - CAMILO RUEDACamilo Andres Rueda67% (6)
- Problema de Clase (Solución)Documento4 páginasProblema de Clase (Solución)JlAguirreAún no hay calificaciones
- Gestión de MantenimientoDocumento3 páginasGestión de MantenimientoMeira Fontalvo50% (2)
- Ejercicio OeeDocumento2 páginasEjercicio Oeecarolina sanchezAún no hay calificaciones
- Sistemas HidraulicosDocumento45 páginasSistemas HidraulicosRaul CastroAún no hay calificaciones
- Examen de InformaticaDocumento4 páginasExamen de InformaticaFernando RecaldeAún no hay calificaciones
- 360 WyqfDocumento5 páginas360 WyqfDavid100% (1)
- Deber MayritaruizDocumento2 páginasDeber Mayritaruizjorge664Aún no hay calificaciones
- Configurar Moden PireliDocumento7 páginasConfigurar Moden Pireli1967marianoAún no hay calificaciones
- Ejercicio Oee Planta de Botellas PlasticaspdfDocumento3 páginasEjercicio Oee Planta de Botellas PlasticaspdfLuz María OjedaAún no hay calificaciones
- Fábrica de Envases de AceiteDocumento2 páginasFábrica de Envases de AceiteMiguel Angel Serrano100% (5)
- Ejercicios OEEDocumento6 páginasEjercicios OEEDomenica Coral100% (2)
- Copia de Ejercicios Propuestos de OeeDocumento7 páginasCopia de Ejercicios Propuestos de OeeBrayan RojasAún no hay calificaciones
- Ejemplos-Ejercicios OEEDocumento3 páginasEjemplos-Ejercicios OEEElmer VásquezAún no hay calificaciones
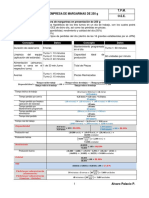
- Empresa de Margarinas de 250 G - Ejercicio OEEDocumento2 páginasEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Urday AA1S7Documento6 páginasUrday AA1S7BequerUrdayApazaAún no hay calificaciones
- Ejercicios OEEDocumento4 páginasEjercicios OEEAzael Roldan100% (1)
- Oee Ejercicios de AplicaciónDocumento3 páginasOee Ejercicios de AplicaciónJorgeCannavaro100% (2)
- Gestion de Mantenimiento IndustrialDocumento7 páginasGestion de Mantenimiento IndustrialDiego Leonardo González100% (2)
- Solucion Parcial I6anDocumento2 páginasSolucion Parcial I6anRaul Castro67% (3)
- EcuacionesDocumento2 páginasEcuacionesAnonymous AEEX5jW4100% (1)
- Ejercicios Ing Instrial 2Documento8 páginasEjercicios Ing Instrial 2Facu DoriaAún no hay calificaciones
- Ejercicios MantenimientoDocumento2 páginasEjercicios MantenimientoEmmanuel CanalesAún no hay calificaciones
- EJERCICIOS UNIDADES 6 Y 7 (Corregido)Documento13 páginasEJERCICIOS UNIDADES 6 Y 7 (Corregido)junior100% (4)
- Ejercicios Oee Gestion de La Produccion 1Documento13 páginasEjercicios Oee Gestion de La Produccion 1Carlos RuizAún no hay calificaciones
- Ejercicio de OeeDocumento21 páginasEjercicio de OeeDexsy AndradeAún no hay calificaciones
- EJERCICIOS CURSO KPIsDocumento8 páginasEJERCICIOS CURSO KPIsLuis Miguel Fernández BejaranoAún no hay calificaciones
- 2Documento1 página2berlyAún no hay calificaciones
- Ejercicio Calculo Del OEEDocumento2 páginasEjercicio Calculo Del OEEPerla CervantesAún no hay calificaciones
- OEEDocumento6 páginasOEERaúl Reaño Villalobos0% (1)
- Ej Disponibilidad MTBFDocumento5 páginasEj Disponibilidad MTBFRaúl Anel100% (1)
- Ejercicios Propuestos de Oee TresDocumento9 páginasEjercicios Propuestos de Oee TresIprsttlang SegundoAún no hay calificaciones
- Indicadores MANTENIMIENTODocumento6 páginasIndicadores MANTENIMIENTOEstefania Salazar ArenasAún no hay calificaciones
- Ejercicio Oee Planta de Botellas Plasticas PDFDocumento7 páginasEjercicio Oee Planta de Botellas Plasticas PDFEvelyn SierraAún no hay calificaciones
- Examen II Unidad MantenimientoDocumento8 páginasExamen II Unidad MantenimientoKing Farm 04 Avalon KingAún no hay calificaciones
- TALLER INDICADORES DE GESTION-Alejandro Castaño Daza I6BNDocumento3 páginasTALLER INDICADORES DE GESTION-Alejandro Castaño Daza I6BNAlejoxd DazaAún no hay calificaciones
- Examen-Parcial - Yes Ing de MantenimientoDocumento5 páginasExamen-Parcial - Yes Ing de MantenimientoYessi Yirini Criollo HuacchilloAún no hay calificaciones
- MATEDocumento9 páginasMATEPan Con Hierba Chalco XDAún no hay calificaciones
- Ingenieria Del MantenimientoDocumento8 páginasIngenieria Del Mantenimientodeisy yasmidAún no hay calificaciones
- Ejercicio Oee Planta de CajasDocumento2 páginasEjercicio Oee Planta de CajasRaul CastroAún no hay calificaciones
- Trabajo Oee MantenimientoDocumento8 páginasTrabajo Oee MantenimientoJeisson AlfonsoAún no hay calificaciones
- Solución Simulacro de Examen Parcial Higiene Industrial (2020-I)Documento5 páginasSolución Simulacro de Examen Parcial Higiene Industrial (2020-I)carolei capbeAún no hay calificaciones
- Taller Ing de Tiempos FDocumento10 páginasTaller Ing de Tiempos FManuel D ArmasAún no hay calificaciones
- FGSSFDGFGHFHJDocumento5 páginasFGSSFDGFGHFHJdiego hernan castro guerreroAún no hay calificaciones
- Proyecto 1 Fabricación de Culata de CilindroDocumento9 páginasProyecto 1 Fabricación de Culata de CilindroYuli LegorretaAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Ejercicio Oee Planta de CajasDocumento2 páginasEjercicio Oee Planta de CajasRaul CastroAún no hay calificaciones
- Elementos de ManiobraDocumento4 páginasElementos de ManiobraRaul CastroAún no hay calificaciones
- Electricidad Basica CartillaDocumento107 páginasElectricidad Basica CartillaRaul CastroAún no hay calificaciones
- Supletorio 6 SemestreDocumento2 páginasSupletorio 6 SemestreRaul CastroAún no hay calificaciones
- Supletorio 6 SemestreDocumento2 páginasSupletorio 6 SemestreRaul CastroAún no hay calificaciones
- Mantenimiento GestionDocumento91 páginasMantenimiento GestionRaul CastroAún no hay calificaciones
- Ejercicio Oee Planta de BaldosasDocumento2 páginasEjercicio Oee Planta de BaldosasRaul CastroAún no hay calificaciones
- Ejercicio Oee Planta de BaldosasDocumento2 páginasEjercicio Oee Planta de BaldosasRaul CastroAún no hay calificaciones
- Taller Parcial de Indicadores de Gestión 2 PDFDocumento2 páginasTaller Parcial de Indicadores de Gestión 2 PDFRaul CastroAún no hay calificaciones
- Taller Parcial de Indicadores de Gestión 2 PDFDocumento2 páginasTaller Parcial de Indicadores de Gestión 2 PDFRaul CastroAún no hay calificaciones
- Mantenimiento GestionDocumento91 páginasMantenimiento GestionRaul CastroAún no hay calificaciones
- Mantenimiento GestionDocumento91 páginasMantenimiento GestionRaul CastroAún no hay calificaciones
- Ejemplo de Rutas de Lubricacic3b3n1Documento6 páginasEjemplo de Rutas de Lubricacic3b3n1Raul CastroAún no hay calificaciones
- Elaboración de InventariosDocumento3 páginasElaboración de InventariosHenry Melgar GalvezAún no hay calificaciones
- 3 Cronograma Maestro - Estimación y Nivelación de RecursosDocumento29 páginas3 Cronograma Maestro - Estimación y Nivelación de RecursosLeiza OyolaAún no hay calificaciones
- 1 Ensayo - El Internet de Las CosasDocumento2 páginas1 Ensayo - El Internet de Las CosasGianfranco BustamanteAún no hay calificaciones
- tesisUPV3034 PDFDocumento351 páginastesisUPV3034 PDFCristian GarciaAún no hay calificaciones
- Trabajo Sistema de InformacionDocumento9 páginasTrabajo Sistema de InformacionIvan DazaAún no hay calificaciones
- 08 1033 M PDFDocumento120 páginas08 1033 M PDFWilmer TacoAún no hay calificaciones
- Manejo de Recursos NaturalesDocumento24 páginasManejo de Recursos NaturalesEliasAndeanPilgrims100% (1)
- INFORME ODOMETRO (Medidor de Distancias de 0 A 100m)Documento14 páginasINFORME ODOMETRO (Medidor de Distancias de 0 A 100m)Fidel Angel Baquero LagosAún no hay calificaciones
- Plan de Manejo de Residuos Solidos Paucartambo Pasco1Documento44 páginasPlan de Manejo de Residuos Solidos Paucartambo Pasco1Juan Casas TovarAún no hay calificaciones
- Toyota de Venezuela, C.ADocumento2 páginasToyota de Venezuela, C.ADavid CaldillaAún no hay calificaciones
- Manos Libres Motorola H700 - SpanishDocumento10 páginasManos Libres Motorola H700 - SpanishAlex BuenAún no hay calificaciones
- Proyecto ArtesanalDocumento8 páginasProyecto ArtesanalAlejandra GómezAún no hay calificaciones
- Esudio de Trafico San BartolomeDocumento65 páginasEsudio de Trafico San BartolomeJuan alejandro Mamani llanoAún no hay calificaciones
- Dxb170h EsDocumento2 páginasDxb170h EsAndonny Daq DelgadoAún no hay calificaciones
- Informatica TrabajoDocumento9 páginasInformatica TrabajoDanielAún no hay calificaciones
- Control Semana 2 Fundamentos de Hardware de SoftwareDocumento4 páginasControl Semana 2 Fundamentos de Hardware de SoftwareCHRISTIANAún no hay calificaciones
- G.INF.07 Guía Como Construir El Catalogo de Componentes de Información v1.1Documento24 páginasG.INF.07 Guía Como Construir El Catalogo de Componentes de Información v1.1bladimir mazaAún no hay calificaciones
- Canal Guayabo-Cumbil Alto OkDocumento45 páginasCanal Guayabo-Cumbil Alto OkSantiago DionicioAún no hay calificaciones
- Informe de Instalaciones SanitariasDocumento4 páginasInforme de Instalaciones SanitariasBrian Stefano Aguilar CabreraAún no hay calificaciones
- Bomba de Calor AireDocumento1 páginaBomba de Calor AireAdalberto Vega ContrerasAún no hay calificaciones
- Silabo Microcontroladores II - 2017Documento7 páginasSilabo Microcontroladores II - 2017Manuel TapiaAún no hay calificaciones
- Bases de Datos Multidimensionales-2Documento28 páginasBases de Datos Multidimensionales-2homeroAún no hay calificaciones
- Tarea Semana-7 Luis Colome Interpretacion-De-planosDocumento6 páginasTarea Semana-7 Luis Colome Interpretacion-De-planosEduardo RojasAún no hay calificaciones
- Cuestionario Mecanica IndustrialDocumento16 páginasCuestionario Mecanica IndustrialFreddy Paul Henriquez PinargoteAún no hay calificaciones
- Análisis PESTEL UberDocumento7 páginasAnálisis PESTEL UberSERGIO LEDESMA MONTAÑOAún no hay calificaciones