También podría gustarte
- Producto DefectuosoDocumento48 páginasProducto DefectuosoYaqui Choque AQAún no hay calificaciones
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSDe EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Preguntas 7 y 8Documento5 páginasPreguntas 7 y 8Rodrigo LunaAún no hay calificaciones
- Actividad 1 (Unidad 4) . - Plan de MuestreoDocumento11 páginasActividad 1 (Unidad 4) . - Plan de Muestreoalberto hernandezAún no hay calificaciones
- U3 EjerciciosDocumento7 páginasU3 EjerciciosYeslin AguiarAún no hay calificaciones
- EJERCICIOS fFIABILIDADDocumento5 páginasEJERCICIOS fFIABILIDADMarcela LopezAún no hay calificaciones
- Caso Gráficos de Control C y UDocumento9 páginasCaso Gráficos de Control C y UJose Trejo100% (1)
- Diseño de Un Plan de Muestreo Simple Con NCA y NCL EspecíficosDocumento12 páginasDiseño de Un Plan de Muestreo Simple Con NCA y NCL EspecíficosFlores Altamirano Chessy100% (3)
- Cidet 06173 Luminarias Indoor y Color Kinetics 080219 1Documento12 páginasCidet 06173 Luminarias Indoor y Color Kinetics 080219 1Geovanny Garcia100% (2)
- Diseno de Un Plan de Muestreo Simple Con NCA y NCL EspecificosDocumento13 páginasDiseno de Un Plan de Muestreo Simple Con NCA y NCL Especificosmarcos leonel batista florianAún no hay calificaciones
- Metodo CameronDocumento3 páginasMetodo Cameroncarlos gAún no hay calificaciones
- Control Estadístico de La CalidadDocumento17 páginasControl Estadístico de La CalidadPePo MontesAún no hay calificaciones
- Muestreo de AceptacionDocumento7 páginasMuestreo de AceptacionEdeliPokettoMonsutā0% (1)
- PP Muestreo AceptacionDocumento46 páginasPP Muestreo AceptacionRCA_CONSULTORESAún no hay calificaciones
- Investigacion Unidad 5 Control Estadistico IsmaelDocumento68 páginasInvestigacion Unidad 5 Control Estadistico Ismael1456Aún no hay calificaciones
- Ejercicio Carta C y UDocumento1 páginaEjercicio Carta C y URonald FloresAún no hay calificaciones
- Trabajo de Calidad SaucedeoDocumento17 páginasTrabajo de Calidad SaucedeoclaudiaAún no hay calificaciones
- Talleres Mantener - ConservarDocumento2 páginasTalleres Mantener - ConservarSteppenWolfAún no hay calificaciones
- CEC.12.Planes de Muestreo Por VariablesDocumento43 páginasCEC.12.Planes de Muestreo Por VariablesSONIA KAROL TORRES CACERESAún no hay calificaciones
- Solucionario Guía Nº8 en Statgraphics y MinitabDocumento18 páginasSolucionario Guía Nº8 en Statgraphics y MinitabLUZ0% (1)
- Military Standard 414Documento18 páginasMilitary Standard 414Carlos GutierrezAún no hay calificaciones
- C8. A1. Cuestionario-2521-FINALDocumento13 páginasC8. A1. Cuestionario-2521-FINALJair CaballeroAún no hay calificaciones
- Problemario Unidad 5 y 6 2 PDF FreeDocumento31 páginasProblemario Unidad 5 y 6 2 PDF FreeNelson R Rivero GonzálezAún no hay calificaciones
- ACT - 4.3 - Coronado Rios - Denisse - 19380223Documento13 páginasACT - 4.3 - Coronado Rios - Denisse - 19380223JULIANA CORONA RIOS DENISSEAún no hay calificaciones
- Fase de Definicion - Metodologia Seis SigmaDocumento74 páginasFase de Definicion - Metodologia Seis SigmaEdna Gabriela Ceja SilvaAún no hay calificaciones
- Guadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Documento113 páginasGuadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Nena Flores75% (8)
- Control Estadístico de ProcesosDocumento22 páginasControl Estadístico de ProcesosNicholaus ShawAún no hay calificaciones
- Ejemplo Examen Control Estadistico de La CalidadDocumento4 páginasEjemplo Examen Control Estadistico de La CalidadWaldo Flores100% (1)
- Ejercicio 17 HankeDocumento1 páginaEjercicio 17 HankeAndres Victor0% (1)
- 4 Cap 9 Ejercicios H Gutierrez P para USMDocumento15 páginas4 Cap 9 Ejercicios H Gutierrez P para USMdrsalinassAún no hay calificaciones
- Ejercicios Herramientas de Calidad Cap 6Documento7 páginasEjercicios Herramientas de Calidad Cap 6Brandon TitoAún no hay calificaciones
- Ejemplo Muestreo Aceptación VariablesDocumento4 páginasEjemplo Muestreo Aceptación Variablesayma hernandezAún no hay calificaciones
- AOQLDocumento7 páginasAOQLJimna Keberlin Alfaro SoriaAún no hay calificaciones
- Laboratorio Cartas P YnpDocumento6 páginasLaboratorio Cartas P Ynpvalegm09Aún no hay calificaciones
- Ejercicios Ing de La CalidadDocumento12 páginasEjercicios Ing de La CalidadNozomu MangakaAún no hay calificaciones
- Grafica Resuelta Por AtributoDocumento14 páginasGrafica Resuelta Por AtributoJuanAndsAún no hay calificaciones
- Ejercicios Tabata Primera UnidadDocumento56 páginasEjercicios Tabata Primera UnidadCarlos Uriel Pacheco RamírezAún no hay calificaciones
- CONTROLDocumento11 páginasCONTROLgisela bautistacAún no hay calificaciones
- Indices de CapacidadDocumento11 páginasIndices de CapacidadMary Luz CassiaAún no hay calificaciones
- EjerciciosDocumento14 páginasEjerciciosSu Hore50% (2)
- Ensayo y Ejercicio de Curva CaracteristicaDocumento6 páginasEnsayo y Ejercicio de Curva CaracteristicaJaime CandoAún no hay calificaciones
- Co Aql LTPD AoqDocumento12 páginasCo Aql LTPD AoqRodriguez Canaza Julio CesarAún no hay calificaciones
- Ejemplo Grafico Control X-R 04-04-2021Documento40 páginasEjemplo Grafico Control X-R 04-04-2021JOSE LUIS DAVILA MALPICAAún no hay calificaciones
- Carta CDocumento4 páginasCarta CSergioLopezBarriosAún no hay calificaciones
- Velazquez Torija Yaneli Lizzet. Ejercicios de La Unidad IiiDocumento15 páginasVelazquez Torija Yaneli Lizzet. Ejercicios de La Unidad IiiyaneliAún no hay calificaciones
- CalidadDocumento4 páginasCalidadDayrine de la Cruz0% (1)
- Proyecto Final de Diseño de Experimento 1Documento13 páginasProyecto Final de Diseño de Experimento 1Marck OrnanoAún no hay calificaciones
- Grafico de Control de C Tarjetas ElectronicasDocumento6 páginasGrafico de Control de C Tarjetas ElectronicasloisberlyAún no hay calificaciones
- Plan de Muestreo Por Atributos Metodo CameronDocumento11 páginasPlan de Muestreo Por Atributos Metodo CameronMario Cruz0% (1)
- Simulacion EjerciciosDocumento1 páginaSimulacion EjerciciosmonihdzAún no hay calificaciones
- H. y C. E. Calidad 7 Capacidad de ProcesoDocumento42 páginasH. y C. E. Calidad 7 Capacidad de ProcesoLilian Tejada NiquenAún no hay calificaciones
- Cap. 5 DISEÑO DE EXPERIMENTOS CON MEZCLASDocumento125 páginasCap. 5 DISEÑO DE EXPERIMENTOS CON MEZCLASJheri Teddy Alcon YujraAún no hay calificaciones
- Funcion de Pérdida de TaguchiDocumento14 páginasFuncion de Pérdida de TaguchiMarcos Alvarez AlvrezAún no hay calificaciones
- CE U3 EV2 Daniel Muñoz CuamatziDocumento10 páginasCE U3 EV2 Daniel Muñoz CuamatziDaniel MuñozAún no hay calificaciones
- Muestreo Por AceptacionDocumento24 páginasMuestreo Por Aceptacionwilber castro camposAún no hay calificaciones
- 1-Planes Muestreo 2 - 29-09-22-AVMDocumento52 páginas1-Planes Muestreo 2 - 29-09-22-AVMMaxx PowerrAún no hay calificaciones
- Exposicion Control de CalidadDocumento21 páginasExposicion Control de CalidadAndrea NavarroAún no hay calificaciones
- Capítulo 5Documento5 páginasCapítulo 5OSCAR ATURO LAGUNA YA�EZAún no hay calificaciones
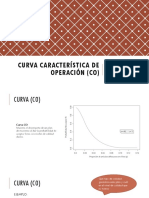
- Curva Característica de Operación (CO)Documento29 páginasCurva Característica de Operación (CO)Miguel Guachi100% (3)
- Curvas de OperacionDocumento8 páginasCurvas de OperacionTatiana Rivera CorreaAún no hay calificaciones
- Problema 6.18Documento8 páginasProblema 6.18Abel RamosAún no hay calificaciones
- Cuaderno de Citopatología 5Documento73 páginasCuaderno de Citopatología 5Ma Jr AscyAún no hay calificaciones
- Informe de AguaDocumento7 páginasInforme de AguaAndres ArízagaAún no hay calificaciones
- 2 Examen FinalDocumento7 páginas2 Examen FinalJuanfer MendezAún no hay calificaciones
- Materialismo CartesianoDocumento4 páginasMaterialismo CartesianoTalento Libre DE PsicologiaAún no hay calificaciones
- Diagnostico de PIP Mejoramiento de Pistas y VeredasDocumento11 páginasDiagnostico de PIP Mejoramiento de Pistas y VeredasJosseph R Aller AyalaAún no hay calificaciones
- Manual de Procesos y ProcedimientoDocumento2 páginasManual de Procesos y ProcedimientoEhuvany MartinezAún no hay calificaciones
- CatalogoDocumento44 páginasCatalogoPalacio De Los CosmeticosAún no hay calificaciones
- Cormac McCarthyDocumento15 páginasCormac McCarthyKevin Berger100% (4)
- Tema 3 Tamaño y LocalizacionDocumento14 páginasTema 3 Tamaño y LocalizacionEthan Aguirre FloresAún no hay calificaciones
- DrywallDocumento45 páginasDrywallCesar Jr ZAún no hay calificaciones
- PDF CreatorDocumento12 páginasPDF CreatorJosemariaAún no hay calificaciones
- Mediciones de CaudalesDocumento3 páginasMediciones de Caudalessantiago quispe mamaniAún no hay calificaciones
- AlimentaciónDocumento2 páginasAlimentaciónSantiagoAún no hay calificaciones
- Banco de DatosDocumento3 páginasBanco de DatosDiario Gestión100% (1)
- Entregable 02 - Laguna-Lamas-Ñaño - Desarrollo PersonalDocumento10 páginasEntregable 02 - Laguna-Lamas-Ñaño - Desarrollo PersonalYardhel Laguna OballeAún no hay calificaciones
- Estrategia de Inversión Nvidia CorpDocumento11 páginasEstrategia de Inversión Nvidia CorpLuis Miguel Hurtado MayaAún no hay calificaciones
- 7 Desperdicios de La Manufactura EsbeltaDocumento2 páginas7 Desperdicios de La Manufactura EsbeltaEliana Pilco100% (1)
- Etapas de Un Proyecto de Ingenieria 1Documento19 páginasEtapas de Un Proyecto de Ingenieria 1Josue GomezAún no hay calificaciones
- Vision de EternidadDocumento2 páginasVision de EternidadJesus María Pastoral Argentina Uruguay Jesus MariaAún no hay calificaciones
- Ava River - Hasta Que La Muerte Nos SepareDocumento357 páginasAva River - Hasta Que La Muerte Nos SepareLeonardoAún no hay calificaciones
- Informe GeoestadisticaDocumento7 páginasInforme GeoestadisticaFabri Leiva ZavalaAún no hay calificaciones
- 2 - Ensayos ProctorDocumento31 páginas2 - Ensayos ProctorKeyla GarciaAún no hay calificaciones
- CALENDARIO OCTUBRE MATEMÁTICAS 3oDocumento1 páginaCALENDARIO OCTUBRE MATEMÁTICAS 3oProfa. Carmen OlveraAún no hay calificaciones
- M2-2.1 A1 Rúbrica Mapa ConceptualDocumento2 páginasM2-2.1 A1 Rúbrica Mapa ConceptualFranciscoVidalAún no hay calificaciones
- M.N.V.C.C: Modelo Nacional de Vigilancia Comunitaria Por CuadrantesDocumento43 páginasM.N.V.C.C: Modelo Nacional de Vigilancia Comunitaria Por CuadrantesBeatriz Elena Salinas ordoñez0% (1)
- Tema 4 Acepta A Jesús Como Tu SalvadorDocumento2 páginasTema 4 Acepta A Jesús Como Tu SalvadorsaulAún no hay calificaciones
- Cuales Considera Que Son Los Problemas Ambientales Más Graves Que Afectan Nuestra ComunidadDocumento8 páginasCuales Considera Que Son Los Problemas Ambientales Más Graves Que Afectan Nuestra ComunidadElbys DelgadoAún no hay calificaciones
- Charlas de 5 Minutos - 1era Quincena de Marzo 2024Documento15 páginasCharlas de 5 Minutos - 1era Quincena de Marzo 2024Agustin ValderramaAún no hay calificaciones