También podría gustarte
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- 2 Programacion PLCDocumento33 páginas2 Programacion PLCHugo Ferney Alba DiazAún no hay calificaciones
- Compilador C CCS y Simulador Proteus para Microcontroladores PICDe EverandCompilador C CCS y Simulador Proteus para Microcontroladores PICCalificación: 2.5 de 5 estrellas2.5/5 (5)
- Practica 4 ModDocumento12 páginasPractica 4 ModIsaac Tonatiuh Ayala PérezAún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Control On OffDocumento11 páginasControl On OffhookdanAún no hay calificaciones
- Programación con lenguajes de guión en páginas web. IFCD0110De EverandProgramación con lenguajes de guión en páginas web. IFCD0110Aún no hay calificaciones
- Guia Basica para Fresadora FanucDocumento32 páginasGuia Basica para Fresadora FanucAlex Loaiza100% (2)
- Guia Rapida Centro MecanizadoDocumento32 páginasGuia Rapida Centro Mecanizadojeyson cleider chacon castilloAún no hay calificaciones
- Aprender Arduino, prototipado y programación avanzada con 100 ejerciciosDe EverandAprender Arduino, prototipado y programación avanzada con 100 ejerciciosCalificación: 5 de 5 estrellas5/5 (5)
- MANUAL DEL PLC S GRIDSTEPDocumento6 páginasMANUAL DEL PLC S GRIDSTEPIvan MartinezAún no hay calificaciones
- Informe Final de Proyecto MicroprocesadorDocumento21 páginasInforme Final de Proyecto MicroprocesadorJordan Moncada TaboadaAún no hay calificaciones
- Programación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeDe EverandProgramación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeAún no hay calificaciones
- Guía Básica Programación RAPIDDocumento4 páginasGuía Básica Programación RAPIDanmartin100% (1)
- Reparación de instalaciones automatizadas. ELEE0109De EverandReparación de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- Seleccionador de Piezas Por ColoresDocumento35 páginasSeleccionador de Piezas Por ColoresFabian OrozcoAún no hay calificaciones
- Ejercicios prácticos con Electrónica: Proyectos de electrónica con Arduino y Raspberry PiDe EverandEjercicios prácticos con Electrónica: Proyectos de electrónica con Arduino y Raspberry PiCalificación: 5 de 5 estrellas5/5 (1)
- Introducción A La Robótica Educativa Con ArduinoDocumento23 páginasIntroducción A La Robótica Educativa Con ArduinoJavi GarciaAún no hay calificaciones
- Automatización Con PLC - 4Documento87 páginasAutomatización Con PLC - 4FrankEstebanAriasAún no hay calificaciones
- Centro de Maquinado Vertical CNCDocumento121 páginasCentro de Maquinado Vertical CNCTamez Viera Roberto0% (1)
- Manual RobotDocumento12 páginasManual RobotnespierAún no hay calificaciones
- Manual Prog CrsDocumento50 páginasManual Prog CrsJohn Pako Garza0% (1)
- Guia LDmicroDocumento12 páginasGuia LDmicroSeninAún no hay calificaciones
- ++++++++++++++++++++++lista de Instrucciones PLC FestoDocumento36 páginas++++++++++++++++++++++lista de Instrucciones PLC FestoAntony Charles TejadaAún no hay calificaciones
- Ud3. Automatas Programables Tema 4 Tsx17Documento10 páginasUd3. Automatas Programables Tema 4 Tsx17Daniel IorgaAún no hay calificaciones
- Taller PLCDocumento33 páginasTaller PLCjohn33% (3)
- Cuaderno de Practicas de Electronica Digital - IIDocumento19 páginasCuaderno de Practicas de Electronica Digital - IIASOD99Aún no hay calificaciones
- Clase de Introduccion A Arduino Con TinkercadDocumento25 páginasClase de Introduccion A Arduino Con TinkercadRodolfo Olvera Maldonado100% (1)
- PLC PDFDocumento33 páginasPLC PDFOsbaldoSolorzanoHerreraAún no hay calificaciones
- Informe 6 K JDocumento9 páginasInforme 6 K JErick AvellánAún no hay calificaciones
- Lab de Escalamiento de Señales Análogas Usando La Instruccion SCLDocumento26 páginasLab de Escalamiento de Señales Análogas Usando La Instruccion SCLBenjhy Jordan Castillo Valera100% (1)
- Arranque ScorbotDocumento6 páginasArranque ScorbotCarlos RamirezAún no hay calificaciones
- Manejo y Programación de Un PLCDocumento33 páginasManejo y Programación de Un PLCgarfi100% (1)
- 01-PLC Tipos de Programación (Modo de Compatibilidad)Documento35 páginas01-PLC Tipos de Programación (Modo de Compatibilidad)brandonchipanaAún no hay calificaciones
- 2 Robot CS 113 Service ArmDocumento9 páginas2 Robot CS 113 Service ArmRui MendesAún no hay calificaciones
- PLCDocumento33 páginasPLCfrancisvizAún no hay calificaciones
- Clase 6 V3Documento24 páginasClase 6 V3Sebastian reinosa PerezAún no hay calificaciones
- Inf Pra2.11 Diego CunalataDocumento9 páginasInf Pra2.11 Diego CunalataDiego Cunalata OrellanaAún no hay calificaciones
- Tarea 8 InterpretesDocumento4 páginasTarea 8 InterpretesEstefania Rodriguez SanchezAún no hay calificaciones
- Fanuc OM CNC ManualDocumento23 páginasFanuc OM CNC ManualPacheco “dickcorporation” PachecoAún no hay calificaciones
- Curso Robots MotomanDocumento36 páginasCurso Robots MotomanJose Luis Ivánovich100% (2)
- Lab2 1Documento10 páginasLab2 1EdersonMuñanteSalazarAún no hay calificaciones
- Práctica 5 Direccionamiento Indirecto y Teclado MatricialDocumento13 páginasPráctica 5 Direccionamiento Indirecto y Teclado MatricialWilder Yancel Herrera SuritaAún no hay calificaciones
- Ejercicios S7 1200 Operaciones BasicasDocumento10 páginasEjercicios S7 1200 Operaciones BasicasFrancisco GarciaAún no hay calificaciones
- Ejemplo Conexionado y Programación HMIDocumento5 páginasEjemplo Conexionado y Programación HMISaya CoaquiAún no hay calificaciones
- Control Logico y Controladores Logicos PDocumento26 páginasControl Logico y Controladores Logicos PHenry EduardoAún no hay calificaciones
- Electroneumatica Lab n7Documento21 páginasElectroneumatica Lab n7Jose RonaldoAún no hay calificaciones
- 1 A MANUAL Programacion PLC Festo 202Documento18 páginas1 A MANUAL Programacion PLC Festo 202EduardoAún no hay calificaciones
- Curso Basico Robot Fanuc UpaDocumento57 páginasCurso Basico Robot Fanuc UpaRene Axel Montes RochaAún no hay calificaciones
- Implementacion Basica de PicoblazeDocumento14 páginasImplementacion Basica de PicoblazeFabian BallenAún no hay calificaciones
- Descripción y Uso Del PLC LOGO 230 RC SiemensDocumento12 páginasDescripción y Uso Del PLC LOGO 230 RC SiemensFredy Aguilar Rondan70% (10)
- Contador Con HabilitadorDocumento10 páginasContador Con HabilitadorcarlosAún no hay calificaciones
- Assembler y C Con ATMEGA 2560Documento14 páginasAssembler y C Con ATMEGA 2560diedroidAún no hay calificaciones
- Transpasct Step7 KopDocumento32 páginasTranspasct Step7 KopRodolfo Tapia RamirezAún no hay calificaciones
- Curso Consola Robot FanucDocumento19 páginasCurso Consola Robot FanucMajidAmmarAún no hay calificaciones
- Programacion de PLC Micrologix 1200 - ABDocumento28 páginasProgramacion de PLC Micrologix 1200 - ABgamh13100% (9)
- Manual LogoDocumento11 páginasManual Logo'Luis J. RojasAún no hay calificaciones
- Datos PerroDocumento2 páginasDatos PerroLiverp00l FinnAún no hay calificaciones
- Nuevo Documento de TextoDocumento3 páginasNuevo Documento de TextoLiverp00l FinnAún no hay calificaciones
- Bajar 1Documento8 páginasBajar 1Liverp00l FinnAún no hay calificaciones
- Plan Dee Studios Dima 2010Documento1 páginaPlan Dee Studios Dima 2010Liverp00l FinnAún no hay calificaciones
- Sistema de Control Automático de Temperatura de Un Fermentador de Un Biofertilizante Derivados de La Caña de AzúcarDocumento3 páginasSistema de Control Automático de Temperatura de Un Fermentador de Un Biofertilizante Derivados de La Caña de AzúcarLiverp00l FinnAún no hay calificaciones
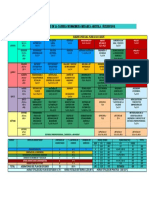
- HorarioDocumento1 páginaHorarioLiverp00l FinnAún no hay calificaciones
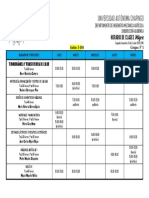
- Universidad Autónoma Chapingo: Horario de Clases ImaDocumento1 páginaUniversidad Autónoma Chapingo: Horario de Clases ImaLiverp00l FinnAún no hay calificaciones
- Salón I - 104 Grupo: 6º 1Documento1 páginaSalón I - 104 Grupo: 6º 1baltazarAún no hay calificaciones
- Victor O. Modulo 6 y 10Documento4 páginasVictor O. Modulo 6 y 10Liverp00l FinnAún no hay calificaciones
- Nuevo Documento de TextoDocumento3 páginasNuevo Documento de TextoLiverp00l FinnAún no hay calificaciones
- Salón I - 104 Grupo: 6º 1Documento1 páginaSalón I - 104 Grupo: 6º 1baltazarAún no hay calificaciones
- Calculo de EmbraguesDocumento1 páginaCalculo de EmbraguesLiverp00l FinnAún no hay calificaciones
- ScaDocumento1 páginaScaLiverp00l FinnAún no hay calificaciones
- Sca 234Documento1 páginaSca 234Liverp00l FinnAún no hay calificaciones
- Formulario VigasDocumento2 páginasFormulario VigasLiverp00l FinnAún no hay calificaciones
- Practica 5 SoldaduraDocumento11 páginasPractica 5 SoldaduraLiverp00l FinnAún no hay calificaciones
- Entry PointDocumento1 páginaEntry PointMaria Ines HoffmannAún no hay calificaciones
- Sistema de Control Automático de Temperatura de Un Fermentador de Un Biofertilizante Derivados de La Caña de AzúcarDocumento1 páginaSistema de Control Automático de Temperatura de Un Fermentador de Un Biofertilizante Derivados de La Caña de AzúcarLiverp00l FinnAún no hay calificaciones
- Combine Harvesters Theory Modeling and DDocumento10 páginasCombine Harvesters Theory Modeling and DLiverp00l FinnAún no hay calificaciones
- Formulario VigasDocumento16 páginasFormulario Vigasjcarvacho90% (10)
- Iniciando Programadores Con C Plus Plus Christian MoriDocumento1 páginaIniciando Programadores Con C Plus Plus Christian MoriLiverp00l FinnAún no hay calificaciones
- Practica 2 Soldadura PDFDocumento8 páginasPractica 2 Soldadura PDFLiverp00l FinnAún no hay calificaciones
- Nuevo Documento de TextoDocumento1 páginaNuevo Documento de TextoLiverp00l FinnAún no hay calificaciones
- IMAQ1Documento1 páginaIMAQ1Liverp00l FinnAún no hay calificaciones
- Cancionereo JesusmisioneroDocumento247 páginasCancionereo JesusmisionerojesusmariaGB100% (2)
- Nuevo Documento de TextoDocumento2 páginasNuevo Documento de TextoLiverp00l FinnAún no hay calificaciones
- Grupo 18Documento1 páginaGrupo 18Liverp00l FinnAún no hay calificaciones
- Diseño de MáquinasDocumento2 páginasDiseño de MáquinasLiverp00l FinnAún no hay calificaciones
- 2° Cuadernillo Didáctico Enero 2020 DARUKELDocumento24 páginas2° Cuadernillo Didáctico Enero 2020 DARUKELDick Arenas100% (6)
- Manual Software SP Rev12Documento245 páginasManual Software SP Rev12Ingenieria Electronica SisEleNAún no hay calificaciones
- Jerry Uriarte - Curso de DJ Amateur - Parte 4 La Mezcla ArmónicaDocumento7 páginasJerry Uriarte - Curso de DJ Amateur - Parte 4 La Mezcla Armónicaargus_panoptesAún no hay calificaciones
- Informe Final 7Documento9 páginasInforme Final 7greg1505Aún no hay calificaciones
- GUÍA DE APRENDIZAJE Género Dramático 8° BásicoDocumento4 páginasGUÍA DE APRENDIZAJE Género Dramático 8° BásicoNatalia VergaraAún no hay calificaciones
- Análisis de La Obra El Coronel No Tiene Quien Le EscribaDocumento3 páginasAnálisis de La Obra El Coronel No Tiene Quien Le EscribaDanielaNaveirasAún no hay calificaciones
- Ensayo Trilce Cien Años de Su CreaciónDocumento11 páginasEnsayo Trilce Cien Años de Su CreaciónChris PMAún no hay calificaciones
- Examen de Matemáticas Tercer Grado Primer TrimestreDocumento2 páginasExamen de Matemáticas Tercer Grado Primer TrimestreAlexia Yareny Díaz CruzAún no hay calificaciones
- GUIA de 5to Ezquema de Un Guion TeatralDocumento2 páginasGUIA de 5to Ezquema de Un Guion TeatralLeonel Condor AnguloAún no hay calificaciones
- 4 Consejos para Educar y Adiestrar A Un Perro de Raza AkitaDocumento4 páginas4 Consejos para Educar y Adiestrar A Un Perro de Raza AkitaEstelaMarin100% (1)
- 188 Spanish Camping VocabularyDocumento1 página188 Spanish Camping VocabularyHugh Fox III0% (1)
- Copia de Tributaciones 1er Semestre 2023Documento10 páginasCopia de Tributaciones 1er Semestre 2023Gisela Guerrero WilsonAún no hay calificaciones
- Vida Saludable y Deporte - Evidencia Et 4Documento9 páginasVida Saludable y Deporte - Evidencia Et 4kate guadalupeAún no hay calificaciones
- Infomapa Mundial de Rusia 2018Documento1 páginaInfomapa Mundial de Rusia 2018Anonymous 1AO0ckAAún no hay calificaciones
- Analisis Hotizontal y VerticalDocumento22 páginasAnalisis Hotizontal y VerticalMichu VelezAún no hay calificaciones
- Prueba La Manta BlancaDocumento5 páginasPrueba La Manta Blancavsaavedrau71% (7)
- Plantilla Excel Sesion Entrenamiento FutbolDocumento25 páginasPlantilla Excel Sesion Entrenamiento Futboljuan.gamer.mbppeAún no hay calificaciones
- Cuestionario Catrín de La FachendaDocumento1 páginaCuestionario Catrín de La FachendaMaría José EstevaAún no hay calificaciones
- N NavidadDocumento9 páginasN NavidadMiuu ag100% (1)
- Carlos Vega y Sus Ideas Acerca Del FolklDocumento14 páginasCarlos Vega y Sus Ideas Acerca Del FolklBeto Feloy CabreraAún no hay calificaciones
- 6 Los Salmos en El CultoDocumento17 páginas6 Los Salmos en El CultoJuan CarabajalAún no hay calificaciones
- 2019 BasesDocumento72 páginas2019 BasesCésar Barragán AriasAún no hay calificaciones
- Post Romanticismo. Compositores Formas Musicales y Panorama GeneralDocumento12 páginasPost Romanticismo. Compositores Formas Musicales y Panorama GeneralBacacho BacaAún no hay calificaciones
- Baltazar El PavoDocumento3 páginasBaltazar El PavoJose Luis Fernando Salinas QuiñeAún no hay calificaciones
- Prueba Ga Gue Gui Go GuDocumento10 páginasPrueba Ga Gue Gui Go GuEnilda Edita Oyarzo OjedaAún no hay calificaciones
- La Planta y Sus Partes para Primer Grado de PrimariaDocumento5 páginasLa Planta y Sus Partes para Primer Grado de PrimariaLucerito MimbelaAún no hay calificaciones
- C2-Caracteristicas Antenas PDFDocumento21 páginasC2-Caracteristicas Antenas PDFastribcaroAún no hay calificaciones
- Educ. Fisica 1° Grado - 2T - (2020 - 2021)Documento5 páginasEduc. Fisica 1° Grado - 2T - (2020 - 2021)Gabriel CondeAún no hay calificaciones
- Técnicas de SuturaDocumento33 páginasTécnicas de Suturapedro manuelAún no hay calificaciones
- Revista Carozo 22 DigitalDocumento32 páginasRevista Carozo 22 DigitalJuan PabloAún no hay calificaciones