También podría gustarte
- Sistemas de Manufactura IIDocumento4 páginasSistemas de Manufactura IIDannie S. RamírezAún no hay calificaciones
- Pensum Ing QuimicaDocumento3 páginasPensum Ing QuimicaMaría Fernanda G Gil80% (10)
- PROYECTO FINAL Diseño de ExperimentosDocumento9 páginasPROYECTO FINAL Diseño de ExperimentosMichi RoDriguezAún no hay calificaciones
- SECUENCIA DIDÁCTIC5 La Bruja MonDocumento9 páginasSECUENCIA DIDÁCTIC5 La Bruja MonSandra Villafañe100% (4)
- Ensayo Introducción de La ManufacturaDocumento10 páginasEnsayo Introducción de La ManufacturaGabrielAún no hay calificaciones
- Dfma PDFDocumento4 páginasDfma PDFemmaryAún no hay calificaciones
- Control Total de La CalidadDocumento12 páginasControl Total de La CalidadPelianAún no hay calificaciones
- Embutido ProfundoDocumento26 páginasEmbutido ProfundoDaniel Parra ArangoAún no hay calificaciones
- Ingeniería Concurrente en El Sector NavalDocumento12 páginasIngeniería Concurrente en El Sector NavalEliezer RicoAún no hay calificaciones
- Tema 3. Elementos para La Construcción de Cultura de PazDocumento15 páginasTema 3. Elementos para La Construcción de Cultura de Pazjose33% (3)
- Tesis - PRECIPITACIONDELAFASESIGMABAJOLAAPLICACIONDECICLOSTERMICOSENUNACEROINOXIDABLESUPERDUPLEXSAF2507 PDFDocumento171 páginasTesis - PRECIPITACIONDELAFASESIGMABAJOLAAPLICACIONDECICLOSTERMICOSENUNACEROINOXIDABLESUPERDUPLEXSAF2507 PDFjavoidea696526100% (1)
- 2.2-Tecnicas de Formacion de Celdas de Manufactura 2017-1Documento25 páginas2.2-Tecnicas de Formacion de Celdas de Manufactura 2017-1Judhi sanchezAún no hay calificaciones
- Reporte SoldaduraDocumento12 páginasReporte SoldaduraFrankAún no hay calificaciones
- Reporte de SoldaduraDocumento9 páginasReporte de SoldaduraBaltazar EuanAún no hay calificaciones
- Capitulo09 ACERO INOXIDABLEDocumento12 páginasCapitulo09 ACERO INOXIDABLEquirozitossjAún no hay calificaciones
- Medidas de Tendencia Central y DispersiónDocumento4 páginasMedidas de Tendencia Central y DispersiónAlex RodriguezAún no hay calificaciones
- Distribución de PlantaDocumento12 páginasDistribución de PlantaWilson Jair0% (1)
- Arbol de DecisionesDocumento5 páginasArbol de DecisionesNicole FerrandAún no hay calificaciones
- Mantenimiento Productivo Total TPMDocumento73 páginasMantenimiento Productivo Total TPMJavier UtrerasAún no hay calificaciones
- 1.1.1 Perdidas Por Tiempo Muerto de MáquinaDocumento5 páginas1.1.1 Perdidas Por Tiempo Muerto de MáquinaAdriel Alfonso Melchor DiazAún no hay calificaciones
- Corrosión PasividadDocumento19 páginasCorrosión PasividadFelipe MejiasAún no hay calificaciones
- Planeación y Definición de Programas de CalidadDocumento26 páginasPlaneación y Definición de Programas de CalidadJavier MagdalenoAún no hay calificaciones
- Practica-1 CNC MergedDocumento36 páginasPractica-1 CNC MergedChristian CastilloAún no hay calificaciones
- Acabados SuperficialesDocumento96 páginasAcabados Superficialesfermincristina5Aún no hay calificaciones
- Monografia Kaizen Envasado de CosmeticosDocumento122 páginasMonografia Kaizen Envasado de CosmeticosSussan EcordónAún no hay calificaciones
- Manual Prácticas Laboratorio Ingeniería de MaterialesEnero2019Documento112 páginasManual Prácticas Laboratorio Ingeniería de MaterialesEnero2019CATHERINE DENISSE ESPINOZA PAZOSAún no hay calificaciones
- Circuitos ElectricosDocumento15 páginasCircuitos Electricosanon_540883518Aún no hay calificaciones
- Métodos de Localización DE PLANTAS INDUSTRIALESDocumento3 páginasMétodos de Localización DE PLANTAS INDUSTRIALESheidiAún no hay calificaciones
- Ensayo TaxonomíasDocumento6 páginasEnsayo TaxonomíasKevin DanielAún no hay calificaciones
- ExtrusionDocumento24 páginasExtrusionRicardo MirandaAún no hay calificaciones
- Reporte de Residencia ProfesionalDocumento203 páginasReporte de Residencia Profesionaljoemin68100% (1)
- Cuadro SinoptiCo Unidad 3Documento2 páginasCuadro SinoptiCo Unidad 3Martin GalindoAún no hay calificaciones
- Practica Mec3300 PDFDocumento4 páginasPractica Mec3300 PDFLenny RayssaAún no hay calificaciones
- Diseño Optimo RecienteDocumento20 páginasDiseño Optimo RecienteMarlot100% (1)
- UNIDAD 1.-Introducción A Los Sistemas de ProducciónDocumento55 páginasUNIDAD 1.-Introducción A Los Sistemas de ProducciónR Ortega97100% (1)
- Diagrama de Flujo de ProcesosDocumento2 páginasDiagrama de Flujo de ProcesosAndrea GallegosAún no hay calificaciones
- MatriceriaDocumento11 páginasMatriceriaAnonymous NpuhYT4Aún no hay calificaciones
- Diseño y Fabricación de AleronesDocumento7 páginasDiseño y Fabricación de AleronesAnghela Amaya NarváezAún no hay calificaciones
- Graficos de AtributosDocumento38 páginasGraficos de AtributosRicardo de reyAún no hay calificaciones
- Ensayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesDocumento1 páginaEnsayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesJuan Fernando Cano LarrotaAún no hay calificaciones
- Rev Metalmecanica 24-2 Mexico Baja PDFDocumento48 páginasRev Metalmecanica 24-2 Mexico Baja PDFDoobereiner CeronAún no hay calificaciones
- La Cal en Los Ingenios PDFDocumento9 páginasLa Cal en Los Ingenios PDFCarla VilteAún no hay calificaciones
- Juntas o EmpaquesDocumento9 páginasJuntas o Empaquesbrayan0% (1)
- La Metalurgia Del AluminioDocumento8 páginasLa Metalurgia Del AluminioBrenda BauttaAún no hay calificaciones
- Tesis AmefDocumento50 páginasTesis AmefJack FuentesAún no hay calificaciones
- FO-TESCo-36 Control Mensual de Asistencias A La Residencias ProfesionalDocumento4 páginasFO-TESCo-36 Control Mensual de Asistencias A La Residencias ProfesionalYunuen PMAún no hay calificaciones
- Procesos de Soldadura IndustrialDocumento5 páginasProcesos de Soldadura IndustrialItzae Hernandez LugoAún no hay calificaciones
- El Póster de Investigación AcadémicaDocumento2 páginasEl Póster de Investigación Académicamariajose100% (1)
- Sand Blast TiposDocumento2 páginasSand Blast TiposJuan de la RosaAún no hay calificaciones
- El Hierro ColadoDocumento17 páginasEl Hierro ColadoJesus Obed Portillo100% (1)
- Aportantes A La Admon de OperacionesDocumento8 páginasAportantes A La Admon de OperacionesMarco ErazoAún no hay calificaciones
- Soldadura Por Fricción 1Documento11 páginasSoldadura Por Fricción 1Jorge GomezAún no hay calificaciones
- Estructura de Los CerámicosDocumento4 páginasEstructura de Los CerámicosJuly OrdóñezAún no hay calificaciones
- 1.2. Aspectos Claves en La Dirección de PersonasDocumento30 páginas1.2. Aspectos Claves en La Dirección de PersonasJose Mauricio Figueroa EncinasAún no hay calificaciones
- Métodos Obtención Vidrio PlanoDocumento4 páginasMétodos Obtención Vidrio PlanoGonzalo Polo MuñozAún no hay calificaciones
- Fundamentos de Los Sistemas MecatrónicosDocumento34 páginasFundamentos de Los Sistemas MecatrónicosBenjamin ColemanAún no hay calificaciones
- Ejercicios Sobre Estudios de TiemposDocumento1 páginaEjercicios Sobre Estudios de TiemposmarloquesadaAún no hay calificaciones
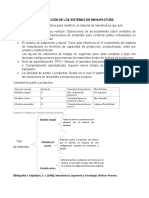
- CLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Documento8 páginasCLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Raquel Juarez GarciaAún no hay calificaciones
- Planta de Producción de TuercasDocumento6 páginasPlanta de Producción de Tuercasatlas11111Aún no hay calificaciones
- Brazo RoboticoDocumento13 páginasBrazo RoboticosharonAún no hay calificaciones
- Balance de Línea y Manufactura EsbeltaDocumento22 páginasBalance de Línea y Manufactura EsbeltaFERNANDO AVILAAún no hay calificaciones
- CI 1 (1) .7 Preparación de Superficies (ES)Documento9 páginasCI 1 (1) .7 Preparación de Superficies (ES)Ana Luisa GrafiaAún no hay calificaciones
- Turbinas de VaporDocumento4 páginasTurbinas de VaporViviana Marcela Herrera CamposAún no hay calificaciones
- Asignación de MaterialesDocumento31 páginasAsignación de MaterialesMaría Fernanda G GilAún no hay calificaciones
- Guía de Instalación Del Hysys 3.1Documento1 páginaGuía de Instalación Del Hysys 3.1María Fernanda G GilAún no hay calificaciones
- Ejercicios de GOES Y COES Yacimientos de Gas CondensadoDocumento4 páginasEjercicios de GOES Y COES Yacimientos de Gas CondensadoMaría Fernanda G GilAún no hay calificaciones
- 4informacion de PresentacionDocumento17 páginas4informacion de PresentacionMaría Fernanda G GilAún no hay calificaciones
- Catalogo PPR FusionDocumento24 páginasCatalogo PPR FusionDiana Janice Ordoño100% (1)
- Conocimiento Cientifico y EmpiricoDocumento3 páginasConocimiento Cientifico y EmpiricoDenise YanelAún no hay calificaciones
- Ejercicio HidrociclonDocumento8 páginasEjercicio HidrociclonMIGUEL ANGELAún no hay calificaciones
- Teodoro Núñez UretaDocumento4 páginasTeodoro Núñez UretaJulio Centauro Sagitarius33% (3)
- Evaluacion Final 100 - 100 Gerencia de Proyectos InformaticosDocumento6 páginasEvaluacion Final 100 - 100 Gerencia de Proyectos InformaticosPablo bohorquezAún no hay calificaciones
- Dúo de Piano y Guitarra de La SevDocumento3 páginasDúo de Piano y Guitarra de La SevJesús Pineda MayoAún no hay calificaciones
- Trabajo Final Negocio, Gobierno y Sociedad 2019Documento12 páginasTrabajo Final Negocio, Gobierno y Sociedad 2019Paola Acosta VasquezAún no hay calificaciones
- Hojas de Proceso TornoDocumento9 páginasHojas de Proceso TornoDeivid B. CoronelAún no hay calificaciones
- Tesis Plazas de Mercado SateliteDocumento161 páginasTesis Plazas de Mercado SateliteDaniela VasquezAún no hay calificaciones
- Analisis JurisprudencialDocumento6 páginasAnalisis JurisprudencialANDREA VALENTINA QUINTERO COTESAún no hay calificaciones
- Xdoc - MX El Libro de Las Runas Rune Magic IntroductionDocumento10 páginasXdoc - MX El Libro de Las Runas Rune Magic IntroductionSmith Green MouseAún no hay calificaciones
- Reto 2Documento3 páginasReto 2Isidro Garza MoralesAún no hay calificaciones
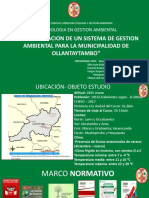
- Implementacion Slga-OllantaytamboDocumento22 páginasImplementacion Slga-OllantaytamboLaura Miluska Velasquez DiazAún no hay calificaciones
- Responsabilidad Que Asume Comunicador Social Mundo HoyDocumento5 páginasResponsabilidad Que Asume Comunicador Social Mundo HoyKarina Yesenia SalinasAún no hay calificaciones
- Lobo Fino AustralDocumento4 páginasLobo Fino AustralLeo Riquelme CabreraAún no hay calificaciones
- Abarrotería y Venta de Consumo DiarioDocumento1 páginaAbarrotería y Venta de Consumo DiarioReal DiazAún no hay calificaciones
- Logica Y Programacion: Por: Roberto Carlos Mal Villalobo Programa de Ingenieria Industrial Santa Marta 2022Documento8 páginasLogica Y Programacion: Por: Roberto Carlos Mal Villalobo Programa de Ingenieria Industrial Santa Marta 2022eduardoAún no hay calificaciones
- 17.-Dones, Frutos y Carismas Del E.S.Documento12 páginas17.-Dones, Frutos y Carismas Del E.S.Celso DomínguezAún no hay calificaciones
- LAB2-3 Termodinámica - 1II136 - ML-DD-MMDocumento28 páginasLAB2-3 Termodinámica - 1II136 - ML-DD-MMLorena MartinezAún no hay calificaciones
- Del Arroyo.Documento225 páginasDel Arroyo.Adriana Dammiel Mora100% (3)
- Semana 2 Tipos de PlanificaciónDocumento2 páginasSemana 2 Tipos de PlanificaciónSilvia OrtizAún no hay calificaciones
- Criterios de Diseño Estructural - Cesfam Rahue Alto - 14!12!2018Documento8 páginasCriterios de Diseño Estructural - Cesfam Rahue Alto - 14!12!2018Franco CaniullánAún no hay calificaciones
- Trabajo 02 Maestria MisionDocumento4 páginasTrabajo 02 Maestria MisionFiorella Gonzales CollasAún no hay calificaciones
- Informe - Fase I (Selección y Planificación) - Práctica Profesional 5Documento10 páginasInforme - Fase I (Selección y Planificación) - Práctica Profesional 5Elyel Jose González GómezAún no hay calificaciones
- Identificación Anaerobios San Luis 2013 para DejarDocumento51 páginasIdentificación Anaerobios San Luis 2013 para DejarMarite SaadAún no hay calificaciones
- Vanguardias Artisticas 2Documento22 páginasVanguardias Artisticas 2laraAún no hay calificaciones
- DiabetesDocumento3 páginasDiabetesFlorencia RodriguezAún no hay calificaciones
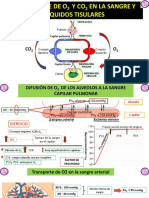
- Transporte de O2 y Co2Documento17 páginasTransporte de O2 y Co2carmen rosaAún no hay calificaciones