100% encontró este documento útil (1 voto)
216 vistas30 páginasInspección Visual y Líquidos Penetrantes
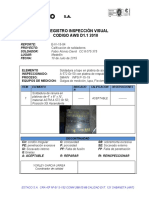
La inspección visual de dos tuberías soldadas encontró defectos. En la primera tubería con bisel, se encontró una discontinuidad en el bisel que podría causar fugas. En la segunda tubería soldada, se encontraron una penetración incompleta, falta de continuidad, socavado y falta de penetración en el cordón de soldadura y tubería, así como una sobremonta de material, lo que lleva a su rechazo.
Cargado por
Cristhofer HernandezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (1 voto)
216 vistas30 páginasInspección Visual y Líquidos Penetrantes
La inspección visual de dos tuberías soldadas encontró defectos. En la primera tubería con bisel, se encontró una discontinuidad en el bisel que podría causar fugas. En la segunda tubería soldada, se encontraron una penetración incompleta, falta de continuidad, socavado y falta de penetración en el cordón de soldadura y tubería, así como una sobremonta de material, lo que lleva a su rechazo.
Cargado por
Cristhofer HernandezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd