También podría gustarte
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 5)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 5)Alberto Carranza73% (37)
- Vocabulario de Las Profesiones en Inglés y Español - Ocupaciones o Trabajos - Lista de PalabrasDocumento1 páginaVocabulario de Las Profesiones en Inglés y Español - Ocupaciones o Trabajos - Lista de PalabrasAlberto Carranza75% (8)
- Manual OptraDocumento264 páginasManual OptraRamon Eduardo Tellez C88% (8)
- Vocabulario de La Ropa en Inglés y Español - Prendas de Vestir - Lista de PalabrasDocumento1 páginaVocabulario de La Ropa en Inglés y Español - Prendas de Vestir - Lista de PalabrasAlberto Carranza100% (7)
- 100 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 8)Documento2 páginas100 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 8)Alberto Carranza67% (18)
- Vocabulario de Frutas en Ingles - Lista de PalabrasDocumento1 páginaVocabulario de Frutas en Ingles - Lista de PalabrasAlberto Carranza80% (5)
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 7)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 7)Alberto CarranzaAún no hay calificaciones
- Los 100 Verbos Irregulares Más Usados en Inglés Con Significado en EspañolDocumento4 páginasLos 100 Verbos Irregulares Más Usados en Inglés Con Significado en EspañolAlberto Carranza78% (9)
- Vocabulario de Los Animales en Inglés y Español - Lista de PalabrasDocumento1 páginaVocabulario de Los Animales en Inglés y Español - Lista de PalabrasAlberto Carranza100% (1)
- 200 Palabras Difíciles de Pronunciar en Inglés y Su Significado en EspañolDocumento3 páginas200 Palabras Difíciles de Pronunciar en Inglés y Su Significado en EspañolAlberto Carranza100% (1)
- Vocabulario de La Familia en Inglés y Español - Miembros o Parientes Por Categorías - Lista de PalabrasDocumento1 páginaVocabulario de La Familia en Inglés y Español - Miembros o Parientes Por Categorías - Lista de PalabrasAlberto Carranza82% (11)
- Libro Yes en Ingles 3 Thank You EditionDocumento67 páginasLibro Yes en Ingles 3 Thank You EditionDharckNbrightt Gs100% (1)
- Ejemplos de Tag Questions en Todos Los Tiempos Verbales PDF Question Tags Guia Yes en InglesDocumento5 páginasEjemplos de Tag Questions en Todos Los Tiempos Verbales PDF Question Tags Guia Yes en InglesAlberto Carranza100% (1)
- Liderazgo-Bimbo Estrategia de Exito EmpresarialDocumento11 páginasLiderazgo-Bimbo Estrategia de Exito EmpresarialJulio Cesar Jimenez Calopino100% (1)
- Una exploración a la dinámica empresarial en Quibdó, Departamento del Chocó, 1950-2010De EverandUna exploración a la dinámica empresarial en Quibdó, Departamento del Chocó, 1950-2010Aún no hay calificaciones
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 6)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 6)Alberto Carranza50% (2)
- 2.9. - Pasado Continuo Oraciones Afirmativas, Negativas y PreguntasDocumento11 páginas2.9. - Pasado Continuo Oraciones Afirmativas, Negativas y PreguntasAlberto Carranza67% (12)
- Plan de Estudio de Sistemas ElectricosDocumento483 páginasPlan de Estudio de Sistemas ElectricosOG100% (2)
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 2)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 2)Alberto Carranza100% (1)
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 1)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 1)Alberto CarranzaAún no hay calificaciones
- 2.12. - Clausulas Condicionales "If" Con Modales de PosibilidadDocumento10 páginas2.12. - Clausulas Condicionales "If" Con Modales de PosibilidadAlberto CarranzaAún no hay calificaciones
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 3)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 3)Alberto Carranza80% (5)
- Vocabulario de Las Profesiones en Inglés Con Imagenes PDF y Ejercicio - Trabajos U OcupacionesDocumento76 páginasVocabulario de Las Profesiones en Inglés Con Imagenes PDF y Ejercicio - Trabajos U OcupacionesAlberto Carranza100% (3)
- 200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 4)Documento3 páginas200 Palabras Importantes en Inglés y Su Significado en Español Con Pronunciación (Vocabulario 4)Alberto Carranza100% (2)
- Proyecto TESLADocumento11 páginasProyecto TESLAYair VargasAún no hay calificaciones
- ACTIVIDAD#4 NifDocumento13 páginasACTIVIDAD#4 NifAbril IslasAún no hay calificaciones
- Avances Del Proyecto. APROVECHAMIENTOS DE FRACCIÓN ORGÁNICA DE RESIDUOS SÓLIDOS URBANOS PARA LA PRODUCCIÓN DE BIOGÁSDocumento21 páginasAvances Del Proyecto. APROVECHAMIENTOS DE FRACCIÓN ORGÁNICA DE RESIDUOS SÓLIDOS URBANOS PARA LA PRODUCCIÓN DE BIOGÁSANDREA LIZETH CRUZ ARANGOAún no hay calificaciones
- Definición de MercadotecniaDocumento4 páginasDefinición de MercadotecniaOscar Moreno RomeroAún no hay calificaciones
- Entrada en Una Industria y La Ventaja de Ser El PrimeroDocumento4 páginasEntrada en Una Industria y La Ventaja de Ser El Primerojan GAAún no hay calificaciones
- Glosario 2Documento16 páginasGlosario 2Jaime100% (2)
- Diagrama Pareto e IshikawaDocumento9 páginasDiagrama Pareto e IshikawaFranciscoAún no hay calificaciones
- Tema 1 Lenguaje y ComunicacionDocumento6 páginasTema 1 Lenguaje y ComunicacionegnatioAún no hay calificaciones
- Preparador Del 4 Periodo 2019Documento1137 páginasPreparador Del 4 Periodo 2019Ancizar BustamanteAún no hay calificaciones
- Tag Questions Ejercicios para Resolver Imprimir PDF Question Tags EjerciciosDocumento5 páginasTag Questions Ejercicios para Resolver Imprimir PDF Question Tags EjerciciosAlberto CarranzaAún no hay calificaciones
- Capitulo 1 Introduccion A La Administacion de ProyectosDocumento3 páginasCapitulo 1 Introduccion A La Administacion de ProyectosMECATRÓNICAAún no hay calificaciones
- Tarea1 - Aportacion Inicial Al CasoDocumento3 páginasTarea1 - Aportacion Inicial Al CasoJocé Antoño ZavalaAún no hay calificaciones
- Despliegue de La Funcion de CalidadDocumento10 páginasDespliegue de La Funcion de Calidadlili sturman100% (1)
- Purificacora ArismarDocumento103 páginasPurificacora ArismarLuis Eduardo ArellanoAún no hay calificaciones
- Paneles Solares FotovoltaicosDocumento18 páginasPaneles Solares Fotovoltaicosjorge espinosaAún no hay calificaciones
- Estrategia de Operaciones en La Gestion de Empresas IndustrialesDocumento6 páginasEstrategia de Operaciones en La Gestion de Empresas IndustrialesAnthony PérezAún no hay calificaciones
- Fundamentos de Procesos ProductivosDocumento25 páginasFundamentos de Procesos ProductivosYoas CoronaAún no hay calificaciones
- Planeación de Capacidad de Una EmpresaDocumento5 páginasPlaneación de Capacidad de Una EmpresaLeoMéndezAún no hay calificaciones
- Tarea de InformaticaDocumento18 páginasTarea de InformaticaCarlos HernándezAún no hay calificaciones
- La Medición y La Comunicación de La RSE: Indicadores y NormasDocumento26 páginasLa Medición y La Comunicación de La RSE: Indicadores y NormaspauldupuisAún no hay calificaciones
- Sistema de Produccion ToyotaDocumento1 páginaSistema de Produccion ToyotaSebastián ValenciaAún no hay calificaciones
- Cátedra de Productividad y Competitividad. Modulo 2. Productividad - Información Del CursoDocumento6 páginasCátedra de Productividad y Competitividad. Modulo 2. Productividad - Información Del CursoIxadora CordobaAún no hay calificaciones
- Modelo de Planificacion EstrategicaDocumento7 páginasModelo de Planificacion EstrategicadannyveragAún no hay calificaciones
- Anteproyecto Empresa TextilDocumento24 páginasAnteproyecto Empresa TextilKatherine TipantasigAún no hay calificaciones
- Mini Biografía de Los Grandes Pensadores de La Calidad y Sus AportesDocumento6 páginasMini Biografía de Los Grandes Pensadores de La Calidad y Sus AportesChristopher MureAún no hay calificaciones
- Estrategia y Ventaja CompetitivaDocumento60 páginasEstrategia y Ventaja CompetitivaGlenda Chino BustinzaAún no hay calificaciones
- 07 - Análisis de Las Necesidades A Traves de La SegmentaciónDocumento30 páginas07 - Análisis de Las Necesidades A Traves de La SegmentaciónHector AguilarAún no hay calificaciones
- Reingenieria Capitulo 1Documento26 páginasReingenieria Capitulo 1Lupita De La CruzAún no hay calificaciones
- Gestión de La Productividad PDFDocumento17 páginasGestión de La Productividad PDFdenysdavAún no hay calificaciones
- Nuestra Exposición de Negocios InternacionalesDocumento25 páginasNuestra Exposición de Negocios InternacionalesDianita MurilloAún no hay calificaciones
- La Automatización Del Trabajo en El MundoDocumento4 páginasLa Automatización Del Trabajo en El MundoAndrew McLeanAún no hay calificaciones
- Filosofia Basica de La CalidadDocumento7 páginasFilosofia Basica de La CalidadABegazoAún no hay calificaciones
- Proyecto Frituras de Plátano 704 TV UaceDocumento29 páginasProyecto Frituras de Plátano 704 TV UaceGeo LimAún no hay calificaciones
- Ensayo de Premios de Calidad FinalDocumento2 páginasEnsayo de Premios de Calidad FinalAnaid TobarAún no hay calificaciones
- UNIDAD II - Formas OrganizacionalesDocumento28 páginasUNIDAD II - Formas OrganizacionalesEduardo AlvarezAún no hay calificaciones
- CuestionarioDocumento2 páginasCuestionarioKevin Espinoza VillafanaAún no hay calificaciones
- Teoria de RestriccionesDocumento32 páginasTeoria de Restriccionesalberto pachecoAún no hay calificaciones
- Localización de InstalacionesDocumento8 páginasLocalización de InstalacionesGëmy FäubläAún no hay calificaciones
- Estudio TécnicoDocumento3 páginasEstudio Técniconadjka kakback100% (2)
- Actividad 4 - Cuadro Sinóptico de Sistemas de Control GerencialDocumento2 páginasActividad 4 - Cuadro Sinóptico de Sistemas de Control GerencialValentina MendezAún no hay calificaciones
- Mapa Conceptual Actividad 1Documento7 páginasMapa Conceptual Actividad 1Sergio BernalAún no hay calificaciones
- Diagnóstico Del Uso y Aplicación de TIC S en Pymes Del Norte de Quintana Roo": El Caso de Las Refaccionarias Automotrices en Cancún.Documento12 páginasDiagnóstico Del Uso y Aplicación de TIC S en Pymes Del Norte de Quintana Roo": El Caso de Las Refaccionarias Automotrices en Cancún.Cuerpo Académico de Negocios InternacionalesAún no hay calificaciones
- 3.4 Indicadores de RentabilidadDocumento2 páginas3.4 Indicadores de RentabilidadJessie TomlinsonAún no hay calificaciones
- Sesión 5 - Sesión 5Documento9 páginasSesión 5 - Sesión 5fcoval71Aún no hay calificaciones
- Empresas de Clase MundialDocumento0 páginasEmpresas de Clase MundialRenato V CHAún no hay calificaciones
- 02 - LA - ADMINISTRACION - EN - UN - ENTORNO - GLOBAL - TIPOS (Organizaciones Internacionales - (Tiposposturas)Documento1 página02 - LA - ADMINISTRACION - EN - UN - ENTORNO - GLOBAL - TIPOS (Organizaciones Internacionales - (Tiposposturas)R CastroAún no hay calificaciones
- Manual Del EstudianteDocumento24 páginasManual Del EstudianteDILAN LANCHEROSAún no hay calificaciones
- 5.-Técnicas de Diagramación de ProcesosDocumento40 páginas5.-Técnicas de Diagramación de ProcesosAnderson IntriagoAún no hay calificaciones
- Caso 2. McDonalds - Gerencia EstrategicaDocumento4 páginasCaso 2. McDonalds - Gerencia EstrategicaJose ZuñigaAún no hay calificaciones
- TrifolioDocumento2 páginasTrifolioforomercadovaloresAún no hay calificaciones
- Caso de Estudio Capitulo 1Documento2 páginasCaso de Estudio Capitulo 1wsanavriaAún no hay calificaciones
- Unidad 3Documento24 páginasUnidad 3rokushoAún no hay calificaciones
- Tema 1 Comportamiento Organizacional (Productividad Humana)Documento16 páginasTema 1 Comportamiento Organizacional (Productividad Humana)Luis SánDoAún no hay calificaciones
- Temas Especiales de Analisis en Proyectos de InversiobDocumento6 páginasTemas Especiales de Analisis en Proyectos de InversiobNayeli MendozaAún no hay calificaciones
- Ejercicios ManufacturaDocumento7 páginasEjercicios ManufacturaAny VelasteguiAún no hay calificaciones
- Conclusion Metodos CuantitativosDocumento2 páginasConclusion Metodos CuantitativosEduardo Mtz0% (1)
- Negocios Digitales - SintesisDocumento28 páginasNegocios Digitales - SintesisHoracio Rodriguez PereiraAún no hay calificaciones
- TOYOTADocumento17 páginasTOYOTACristian Camilo Rico BallesterosAún no hay calificaciones
- Gerencia EstratégicaDocumento31 páginasGerencia Estratégicamotrov91Aún no hay calificaciones
- 21 Zacatecas Durazno VFDocumento59 páginas21 Zacatecas Durazno VFCarlos Rene Mamani TrujilloAún no hay calificaciones
- Proceso EsbeltoDocumento36 páginasProceso EsbeltoArles Noe Reyes MartinezAún no hay calificaciones
- Vocabulario de Frutas en Inglés Con Imágenes PDF y EjercicioDocumento56 páginasVocabulario de Frutas en Inglés Con Imágenes PDF y EjercicioAlberto Carranza100% (1)
- Vocabulario de Animales en Inglés Con Imágenes PDF y EjercicioDocumento66 páginasVocabulario de Animales en Inglés Con Imágenes PDF y EjercicioAlberto Carranza100% (1)
- Vocabulario de La Ropa en Inglés Con Imagenes PDF y Ejercicio - Prendas de Vestir o VestimentaDocumento56 páginasVocabulario de La Ropa en Inglés Con Imagenes PDF y Ejercicio - Prendas de Vestir o VestimentaAlberto Carranza50% (2)
- Vocabulario de La Familia en Inglés Con Imagenes PDF y Ejercicio - Familiares o ParientesDocumento73 páginasVocabulario de La Familia en Inglés Con Imagenes PDF y Ejercicio - Familiares o ParientesAlberto Carranza100% (1)
- Ejercicios de Ingles Practico Yes en Ingles 3 by Ingeniero GeekDocumento5 páginasEjercicios de Ingles Practico Yes en Ingles 3 by Ingeniero GeekAlberto CarranzaAún no hay calificaciones
- Yes en Ingles 3, Ingles Alto. - Curso de Ingles Con Explicaciones ClarasDocumento8 páginasYes en Ingles 3, Ingles Alto. - Curso de Ingles Con Explicaciones ClarasAlberto CarranzaAún no hay calificaciones
- 2.11. - Oraciones y Preguntas Con La Expresion "Used To"Documento12 páginas2.11. - Oraciones y Preguntas Con La Expresion "Used To"Alberto Carranza100% (1)
- 2.8. - Clausulas Relativas de Sujeto. Ejemplos Con "Who", "Which" y "That"Documento10 páginas2.8. - Clausulas Relativas de Sujeto. Ejemplos Con "Who", "Which" y "That"Alberto CarranzaAún no hay calificaciones
- 2.10. - Modales de Posibilidad "Must Be", "Might Be" y "Can't Be"Documento9 páginas2.10. - Modales de Posibilidad "Must Be", "Might Be" y "Can't Be"Alberto Carranza100% (1)
- C12 - 5B Quispe Rojas Sic Lab1Documento11 páginasC12 - 5B Quispe Rojas Sic Lab1Maycol Manuel Rojas VenturaAún no hay calificaciones
- 5 Fuerzas de PorterDocumento2 páginas5 Fuerzas de PorterRoberth Daniel JimenezAún no hay calificaciones
- PCA Aplicaciones InformaticasDocumento8 páginasPCA Aplicaciones InformaticasMati ChamaidanAún no hay calificaciones
- Grafcet Sesion 2Documento10 páginasGrafcet Sesion 2Dorian Mamani VegaAún no hay calificaciones
- Establecer Estrategias Logísticas Evidencia 1 Actividad 2Documento7 páginasEstablecer Estrategias Logísticas Evidencia 1 Actividad 2RONNALAún no hay calificaciones
- Practica 2 InstrumentacionDocumento4 páginasPractica 2 InstrumentacionAmigos LolerosAún no hay calificaciones
- ConsultaAvanzada 190527-095706agsDocumento12 páginasConsultaAvanzada 190527-095706agscarlos cAún no hay calificaciones
- Lectura de ElectrocardiogramaDocumento4 páginasLectura de ElectrocardiogramaJuan Sebastian Espinosa SernaAún no hay calificaciones
- Canvas - Baby Sister MejoradoDocumento2 páginasCanvas - Baby Sister Mejoradopoala1122Aún no hay calificaciones
- Trabajo Académico 2 WordDocumento15 páginasTrabajo Académico 2 WordJhoselyn M. DonairesAún no hay calificaciones
- Reductores ZF 16 S 1620 TD 2220 TD 2520 A 22/1Documento1 páginaReductores ZF 16 S 1620 TD 2220 TD 2520 A 22/1Carlos ReyesAún no hay calificaciones
- Inf Estanqueidad Spill y CajasDocumento8 páginasInf Estanqueidad Spill y CajasHugo Andrés MejíaAún no hay calificaciones
- 6 - Configuración Básica Micromaster 440Documento36 páginas6 - Configuración Básica Micromaster 440DIEGO SAUL SALAZAR URBINAAún no hay calificaciones
- Penetración de CalorDocumento25 páginasPenetración de CalorJudi Pariona CahuanaAún no hay calificaciones
- Practica 4 Histologia AnimalDocumento5 páginasPractica 4 Histologia AnimalGuaman XitoAún no hay calificaciones
- Informe Circuito RC en Corriente DirectaDocumento13 páginasInforme Circuito RC en Corriente DirectaManuel Canaval Ochoa0% (1)
- Rugosidad de SuperficiesDocumento23 páginasRugosidad de SuperficiesManuel Elias Espinoza HuamanAún no hay calificaciones
- Plan de Gobierno de Emilio Hidalgo CondeDocumento18 páginasPlan de Gobierno de Emilio Hidalgo CondeYaritza DiazAún no hay calificaciones
- Semana 5 (12-16) JUL - Ventajas y Desventajas de Los Generadores CCDocumento7 páginasSemana 5 (12-16) JUL - Ventajas y Desventajas de Los Generadores CCAlejandro MaldonadoAún no hay calificaciones
- Cursos - Federación Espírita EspañolaDocumento1 páginaCursos - Federación Espírita EspañolaRubén Baidez Legidos0% (1)
- Laboratorio para Determinar La Finura Del Cemento Hidráulico Por Medio de Los Tamices Ntc-226Documento3 páginasLaboratorio para Determinar La Finura Del Cemento Hidráulico Por Medio de Los Tamices Ntc-226karen noriega100% (1)
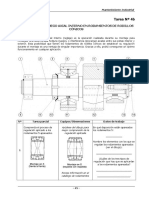
- Tarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosDocumento4 páginasTarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosJuancito VizcarraAún no hay calificaciones
- Tipos de Variable JavaDocumento7 páginasTipos de Variable JavaRafael HernandezAún no hay calificaciones
- Java7 JDBCDocumento30 páginasJava7 JDBCMartha ElenaAún no hay calificaciones
- Plantilla Lienzo Canvas (Recuperado Automáticamente)Documento2 páginasPlantilla Lienzo Canvas (Recuperado Automáticamente)Is FlowaaAún no hay calificaciones
- Dispositivos Analógicos DigitalesDocumento3 páginasDispositivos Analógicos DigitalesMauricio A. SalazarAún no hay calificaciones