También podría gustarte
- CV Alison Villarroel Garcia PDFDocumento3 páginasCV Alison Villarroel Garcia PDFDeyvi AguilarAún no hay calificaciones
- Ficha Tecnica - New Changan AlsvinDocumento2 páginasFicha Tecnica - New Changan AlsvinDeyvi AguilarAún no hay calificaciones
- Santivañez AlcaldiaDocumento1 páginaSantivañez AlcaldiaDeyvi AguilarAún no hay calificaciones
- AGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDocumento11 páginasAGUILAR MEDINA CRISTHIAN MAURICIO - Capítulo 12-GRUPO1-INGENIERIA INDUSTRIALDeyvi AguilarAún no hay calificaciones
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 15 - Gripo 1 - Ing IndustrialDocumento5 páginasAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 15 - Gripo 1 - Ing IndustrialDeyvi AguilarAún no hay calificaciones
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 14-Grupo 1 - Ingenieria IndustrialDocumento6 páginasAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 14-Grupo 1 - Ingenieria IndustrialDeyvi AguilarAún no hay calificaciones
- Aguilar Medina Cristhian Mauricio - Cuestionario Capitulo 16 - Gripo 1 - Ing IndustrialDocumento3 páginasAguilar Medina Cristhian Mauricio - Cuestionario Capitulo 16 - Gripo 1 - Ing IndustrialDeyvi AguilarAún no hay calificaciones
- Cap 14Documento22 páginasCap 14Deyvi AguilarAún no hay calificaciones
- Aguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDocumento2 páginasAguilar Medina Cristhian Mauricio-Cuestionario Capitulo 12 Evaluacion-Grupo1 IndustrialDeyvi AguilarAún no hay calificaciones
- Capitulo 11Documento12 páginasCapitulo 11Deyvi AguilarAún no hay calificaciones
- Cuestionario 14 EntregaDocumento7 páginasCuestionario 14 EntregaDeyvi AguilarAún no hay calificaciones
- Chacarera SimpleDocumento2 páginasChacarera SimpleDeyvi AguilarAún no hay calificaciones
- Cuestionario FinDocumento65 páginasCuestionario FinDeyvi Aguilar100% (1)
- Inves FinalDocumento46 páginasInves FinalDeyvi Aguilar100% (1)
- Anexo AlarmaDocumento3 páginasAnexo AlarmaDeyvi AguilarAún no hay calificaciones
- Proceso de Elaboración de Helados de LicorDocumento7 páginasProceso de Elaboración de Helados de LicorDeyvi AguilarAún no hay calificaciones
- Reglamento Afiliacion Desafiliacion y ReafiliacionDocumento10 páginasReglamento Afiliacion Desafiliacion y ReafiliacionDeyvi AguilarAún no hay calificaciones
- Material de Partida ENGRAMPADORADocumento7 páginasMaterial de Partida ENGRAMPADORADeyvi AguilarAún no hay calificaciones
- Ley #026 Del Régimen ElectoralDocumento94 páginasLey #026 Del Régimen ElectoralDeyvi AguilarAún no hay calificaciones
- Reglamento Elecciones Subnacionales 2021Documento16 páginasReglamento Elecciones Subnacionales 2021Deyvi AguilarAún no hay calificaciones
- Ejercicios Resueltos EconomA A 1Aº Tema 8Documento7 páginasEjercicios Resueltos EconomA A 1Aº Tema 8MV C CharlesAún no hay calificaciones
- Ictericia ObstructivaDocumento33 páginasIctericia ObstructivaJose Angel Rojas MartinezAún no hay calificaciones
- Control Mecanico de PlagasDocumento3 páginasControl Mecanico de PlagasAlvaro CardenasAún no hay calificaciones
- Vasco Problemas de GenéticaDocumento54 páginasVasco Problemas de GenéticaAndrés G HincapiéAún no hay calificaciones
- Memo Circular 016 KBCDocumento4 páginasMemo Circular 016 KBCOscar Arroyo SantillanAún no hay calificaciones
- Produccion de Insulina Por Adn RecombinnteDocumento22 páginasProduccion de Insulina Por Adn RecombinnteMelissa100% (1)
- Evaluación Lenguaje y Comunicación Primer Siclo Enseñanza MediaDocumento4 páginasEvaluación Lenguaje y Comunicación Primer Siclo Enseñanza MediaAntonio ContrerasAún no hay calificaciones
- 06 Tecnicas y Procesos Evaluacion PsicDocumento78 páginas06 Tecnicas y Procesos Evaluacion PsicdariocharaAún no hay calificaciones
- Proyecto Ssu ContabilidadDocumento4 páginasProyecto Ssu ContabilidadNURIAAún no hay calificaciones
- Informe de CurvasDocumento8 páginasInforme de Curvasmaria camila pacheco riveraAún no hay calificaciones
- Entrenamiento 2022 07 13Documento5 páginasEntrenamiento 2022 07 13Leslie Pérez CofréAún no hay calificaciones
- 1 Trabajos de Aplicacion SoldaduraDocumento73 páginas1 Trabajos de Aplicacion SoldaduraJuan Requejo ZevallosAún no hay calificaciones
- Guía Didáctica - Formación y Orientación LaboralDocumento17 páginasGuía Didáctica - Formación y Orientación LaboralJavi VivesAún no hay calificaciones
- EmocionalDocumento5 páginasEmocionalAlexandra SanchezAún no hay calificaciones
- MeningitisDocumento3 páginasMeningitissruthalvAún no hay calificaciones
- Perfil de Personalidad 16pf5Documento3 páginasPerfil de Personalidad 16pf5J Davi SalaAún no hay calificaciones
- Rol Uti Febrero 2023Documento2 páginasRol Uti Febrero 2023Gabriela MotaAún no hay calificaciones
- Discurso Sobre FemicidioDocumento9 páginasDiscurso Sobre FemicidioValeVal0% (2)
- Elaboracion de Caldo Sulfocalcico. Danny Fernandez y Yoleidi AzuajeDocumento82 páginasElaboracion de Caldo Sulfocalcico. Danny Fernandez y Yoleidi AzuajeCHIRINOSYARILYS100% (1)
- Folleto BARFDocumento2 páginasFolleto BARFUriel Dante Quispe Tito100% (1)
- Proyecto de Comision Higiene y Salud EscolarDocumento4 páginasProyecto de Comision Higiene y Salud EscolarYuli AlboresAún no hay calificaciones
- Catalogo Estimulador CardiacoDocumento2 páginasCatalogo Estimulador Cardiacojesus isaias solorioAún no hay calificaciones
- GUIA # 2 Ciencias Exactas Grado SeptimoDocumento18 páginasGUIA # 2 Ciencias Exactas Grado SeptimoAmoblink CarilinAún no hay calificaciones
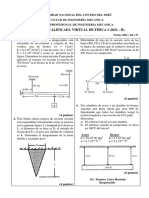
- 1ra P. Calif. Virtual Física I 2021-IIDocumento1 página1ra P. Calif. Virtual Física I 2021-IImathias calarayudAún no hay calificaciones
- Trabajo PracticoDocumento6 páginasTrabajo PracticoPAMELAAún no hay calificaciones
- Adaptacion Bads A ArgentinaDocumento10 páginasAdaptacion Bads A ArgentinaAnonymous aCmwhRdAún no hay calificaciones
- Esquema de CuadrosDocumento2 páginasEsquema de CuadrosPUNTO CONTROL PUCARA PCPAún no hay calificaciones
- Ejemplo de Analizar Diseño de Taguchi (Estático)Documento4 páginasEjemplo de Analizar Diseño de Taguchi (Estático)Maria FuentesAún no hay calificaciones
- ANTROPOMETRÍA DINÁMICA NAY - OdtDocumento7 páginasANTROPOMETRÍA DINÁMICA NAY - OdtNaidelinAún no hay calificaciones
- Abraham Maslow. y BanduraDocumento10 páginasAbraham Maslow. y Bandurafabian rodriguezAún no hay calificaciones