También podría gustarte
- Stock de PiedraDocumento6 páginasStock de PiedraerickAún no hay calificaciones
- AUDITORIAS DE SEGURIDAD Y SALUD EN EL TRABAJO - MaterialDocumento5 páginasAUDITORIAS DE SEGURIDAD Y SALUD EN EL TRABAJO - MaterialerickAún no hay calificaciones
- Msds - Aceite de Transmision Atf d2 VistonyDocumento11 páginasMsds - Aceite de Transmision Atf d2 VistonyNicolas Velasquez Solis100% (1)
- Consumo PetroleoDocumento70 páginasConsumo PetroleoerickAún no hay calificaciones
- Información SolicitadaDocumento4 páginasInformación SolicitadaerickAún no hay calificaciones
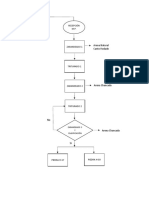
- Diagrama de Flujo 2Documento1 páginaDiagrama de Flujo 2erickAún no hay calificaciones
- Reporte Diario VehiculosDocumento3 páginasReporte Diario VehiculoserickAún no hay calificaciones
- Calculos CostosDocumento3 páginasCalculos CostoserickAún no hay calificaciones
- Hielo InstantáneoDocumento2 páginasHielo InstantáneoerickAún no hay calificaciones
- Calculos CostosDocumento3 páginasCalculos CostoserickAún no hay calificaciones
- Ayúdame A SobrevivirDocumento1 páginaAyúdame A SobrevivirerickAún no hay calificaciones
- Proyecto hidroponicoFINALDocumento48 páginasProyecto hidroponicoFINALerickAún no hay calificaciones
- Inca KolaDocumento3 páginasInca KolaerickAún no hay calificaciones
- Inca KolaDocumento1 páginaInca KolaerickAún no hay calificaciones
- Guía de Salida de CampoDocumento6 páginasGuía de Salida de CampoDiegoFéLixRMFCAún no hay calificaciones
- 1 PST-C-001 Excavaciones Mecánicas y Manuales, Rellenos y Transporte de Material Granular V0Documento18 páginas1 PST-C-001 Excavaciones Mecánicas y Manuales, Rellenos y Transporte de Material Granular V0henry ayalaAún no hay calificaciones
- Política FiscalDocumento15 páginasPolítica FiscalAilsa Estaba100% (1)
- HSE-PRO-017-03 Procedimiento para El Uso de Herramienta ManualDocumento10 páginasHSE-PRO-017-03 Procedimiento para El Uso de Herramienta ManualanamariaAún no hay calificaciones
- Practica de Funciones ExcelDocumento12 páginasPractica de Funciones ExcelRoy MedinaAún no hay calificaciones
- Holcim TrabajoDocumento83 páginasHolcim TrabajoAndrés OjedaAún no hay calificaciones
- Starbucks Diapos.Documento10 páginasStarbucks Diapos.Joel Martinez Vasquez0% (1)
- Examen Final Ma - Semana 8Documento10 páginasExamen Final Ma - Semana 8Sheril JamesAún no hay calificaciones
- Incoterms I TareaDocumento4 páginasIncoterms I Tareaedwin eddy johan machaca condoriAún no hay calificaciones
- Maquinaria Minera 1Documento6 páginasMaquinaria Minera 1thania zambranoAún no hay calificaciones
- Introducción A La ContabilidadDocumento56 páginasIntroducción A La ContabilidadDaniel Alexander100% (10)
- Economia en El PrimitivismoDocumento2 páginasEconomia en El PrimitivismoCaAn Barrios Serna100% (6)
- La Importancia de Las Matematicas en Los Negocios Internacionales - EspañolDocumento3 páginasLa Importancia de Las Matematicas en Los Negocios Internacionales - EspañolMishell Guerrero100% (3)
- Plan de Negocios El Rincon de PasapalosDocumento10 páginasPlan de Negocios El Rincon de PasapalosgenesisAún no hay calificaciones
- Ejercicios Explicativos 9.3Documento2 páginasEjercicios Explicativos 9.3Keylin ZelayaAún no hay calificaciones
- Notas Lunes 8 AmDocumento17 páginasNotas Lunes 8 Amjose chauranAún no hay calificaciones
- Tema #4 Cont. Minera y PetroleraDocumento8 páginasTema #4 Cont. Minera y PetroleraGerardo ChoqueAún no hay calificaciones
- Micro EntornoDocumento3 páginasMicro EntornocruselaAún no hay calificaciones
- Paradas de Transporte PúblicoDocumento5 páginasParadas de Transporte PúblicoEder Cc100% (1)
- Tema 1Documento37 páginasTema 1Nacho PastorAún no hay calificaciones
- 0 - Evaluación Socioeconómica - Carlos SotoDocumento62 páginas0 - Evaluación Socioeconómica - Carlos SotoRodrigo CárdenasAún no hay calificaciones
- Reglas de Operación 2018Documento916 páginasReglas de Operación 2018Alina VallejoAún no hay calificaciones
- Curriculum Vitae Viridiana (2Documento3 páginasCurriculum Vitae Viridiana (2viri_cm_100793Aún no hay calificaciones
- Cartera Crediticia EjercicioDocumento8 páginasCartera Crediticia EjerciciocarlosAún no hay calificaciones
- Cuadro Comparativo Entre La Oferta y La DemandaDocumento3 páginasCuadro Comparativo Entre La Oferta y La DemandaPaola RAún no hay calificaciones
- P1. Sistema Financiero y Mercados FinancierosDocumento26 páginasP1. Sistema Financiero y Mercados FinancierosJosé Rolando Hernández CariasAún no hay calificaciones
- Acta Constitutiva y Estatutos de La CooperativaDocumento12 páginasActa Constitutiva y Estatutos de La CooperativaEfrain JimenezAún no hay calificaciones
- ALTA DEUDA Y DEFICIT FISCAL. Introducción. Deuda Pública InternacionalDocumento32 páginasALTA DEUDA Y DEFICIT FISCAL. Introducción. Deuda Pública InternacionalLUIS ENRIQUE VIGNOLO DEL CASTILLOAún no hay calificaciones
- Convocatoria A La CiudadaniaDocumento108 páginasConvocatoria A La Ciudadaniaapi-25921221Aún no hay calificaciones