También podría gustarte
- Diagrama de Flujo ResiduosDocumento1 páginaDiagrama de Flujo Residuosangela_medrano2004100% (20)
- Tambores Cabeza ColaDocumento2 páginasTambores Cabeza ColaDismet100% (1)
- Diseño de Un Circuito de ChancadoDocumento33 páginasDiseño de Un Circuito de ChancadoAnonymous kfRV4sHUSAún no hay calificaciones
- Curvadora de Perfiles 220Documento32 páginasCurvadora de Perfiles 220JoseRacca93% (15)
- Cómo Hacer Un Molino para PlásticosDocumento10 páginasCómo Hacer Un Molino para Plásticossagp75875% (4)
- Diseño de trituradora PETDocumento72 páginasDiseño de trituradora PETDavid Scott ChambiAún no hay calificaciones
- Dobladora de CañosDocumento18 páginasDobladora de Cañosgussy100% (4)
- Hornos RotatoriosDocumento10 páginasHornos RotatoriosMarcos Sánchez MartínezAún no hay calificaciones
- Manual Citronix Español (Tecnico-Operacional)Documento49 páginasManual Citronix Español (Tecnico-Operacional)Juan C. Salas100% (3)
- Manual Instrucciones Motores Asincronos Trifasicos Rotor de Jaula PDFDocumento2 páginasManual Instrucciones Motores Asincronos Trifasicos Rotor de Jaula PDFGuillermo GuzmánAún no hay calificaciones
- Proteccion Catodica en Tanques de AlmacenamientoDocumento143 páginasProteccion Catodica en Tanques de AlmacenamientoAlex Jimenez100% (2)
- Guia Planes de ManejoDocumento61 páginasGuia Planes de Manejoelibest100% (1)
- Obtencion de Piezas X Colada de PoliuretanoDocumento6 páginasObtencion de Piezas X Colada de PoliuretanoWilmer Bobadilla CruzAún no hay calificaciones
- Implementacion Del Poka Yoke (Autoguardado)Documento10 páginasImplementacion Del Poka Yoke (Autoguardado)Valhia Loarte SanaAún no hay calificaciones
- 02 Catalogo PoleasDocumento20 páginas02 Catalogo PoleasMary Huaylla AAún no hay calificaciones
- Costo de Renta de EquipoDocumento11 páginasCosto de Renta de EquipoDavid Davila100% (1)
- Ag-Roladora 1 PDFDocumento1 páginaAg-Roladora 1 PDFAlan Gomez Daviran0% (1)
- Proyecto Final Diseño MecánicoDocumento33 páginasProyecto Final Diseño MecánicoGerald SaldañaAún no hay calificaciones
- Tabla de PrensadoDocumento1 páginaTabla de PrensadoLUIS ALEJANDRO HURTADO QUIÑONESAún no hay calificaciones
- MANUAL Correas TransportadorasDocumento36 páginasMANUAL Correas Transportadorasreyeszac100% (1)
- Estaciones SoportesDocumento2 páginasEstaciones SoportesDismetAún no hay calificaciones
- Catalogo General Ms SouzaDocumento8 páginasCatalogo General Ms SouzajosmeltaylorAún no hay calificaciones
- Maquina Ponedora VP608Documento3 páginasMaquina Ponedora VP608Jose Echeverria PeraltaAún no hay calificaciones
- TUTORIAL Horno Tratamiento Termico Pablo PeuDocumento51 páginasTUTORIAL Horno Tratamiento Termico Pablo PeuGustavo Magalhães100% (3)
- Tank-Mounted Filtrate Pump Operating InstructionsDocumento10 páginasTank-Mounted Filtrate Pump Operating InstructionsDaygoro RuizAún no hay calificaciones
- Fabricacion Motor ElectricoDocumento13 páginasFabricacion Motor ElectricoGerardo BolivarAún no hay calificaciones
- Micro Sierra Circular PlanosDocumento6 páginasMicro Sierra Circular Planosnathaly laraAún no hay calificaciones
- Diseño de Una Trituradora de Recipientes PlásticosDocumento20 páginasDiseño de Una Trituradora de Recipientes PlásticosCamila VesgaAún no hay calificaciones
- Catálogo Espagna en PDF 2010Documento329 páginasCatálogo Espagna en PDF 2010ifm electronicAún no hay calificaciones
- Diseno de Maquina Recicladora de PetDocumento9 páginasDiseno de Maquina Recicladora de PetXochikt Ortis100% (2)
- Manual de Operación y Mantenimiento Mini Dozer Modelo 48Documento24 páginasManual de Operación y Mantenimiento Mini Dozer Modelo 48pablo.matulic9471Aún no hay calificaciones
- Plan de ManteniemientoDocumento14 páginasPlan de ManteniemientoIsmael Criollo ArevaloAún no hay calificaciones
- Proyecto Dobladora CompletoDocumento21 páginasProyecto Dobladora CompletoMadelem Perez Garcia100% (3)
- Tesis de TrituradoraDocumento35 páginasTesis de TrituradoraFranklin Espinoza100% (2)
- Memoria ProyectoDocumento47 páginasMemoria Proyectojavivana100% (2)
- Configuracion de PostprocesadorDocumento8 páginasConfiguracion de PostprocesadorSamuelChoqueAún no hay calificaciones
- PlanosDocumento14 páginasPlanosDaark Kniight100% (6)
- Trabajo de HerreriaDocumento10 páginasTrabajo de HerreriaEmiliano BraidaAún no hay calificaciones
- Generadores, NitroDocumento6 páginasGeneradores, NitroMarco DiazAún no hay calificaciones
- Seleccion de RodamientoDocumento6 páginasSeleccion de RodamientojorgeAún no hay calificaciones
- Grupo 22 Cotizacion Grupo 22Documento158 páginasGrupo 22 Cotizacion Grupo 22CusioAún no hay calificaciones
- Portón levadizo torsion PPADocumento9 páginasPortón levadizo torsion PPAlisandro_83100% (1)
- Catalogo ReductoresDocumento12 páginasCatalogo ReductoresHugo SilvaAún no hay calificaciones
- Tipos de elevadores de cangilones para manejo de materialesDocumento29 páginasTipos de elevadores de cangilones para manejo de materialesIvan Marin BorquezAún no hay calificaciones
- Bordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraDocumento38 páginasBordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraArielAún no hay calificaciones
- Manual de La MaquinaDocumento30 páginasManual de La Maquinacrengifo1726Aún no hay calificaciones
- Manual de Uso Lavarropas Drean Excellent 1660 Gustaria Saber Si Hay Alguna SimilitudDocumento5 páginasManual de Uso Lavarropas Drean Excellent 1660 Gustaria Saber Si Hay Alguna SimilitudLuis Manavella67% (3)
- Planos de MaquinaDocumento14 páginasPlanos de MaquinaFrancisco Jose TorreglosaAún no hay calificaciones
- Diseño de Maquina para Fabricar Bloques de Arcilla.Documento14 páginasDiseño de Maquina para Fabricar Bloques de Arcilla.ROGER J, MEDINA O100% (1)
- Planta Portatil TrituracionDocumento2 páginasPlanta Portatil TrituracionDismetAún no hay calificaciones
- TorneriaDocumento5 páginasTorneriadolardgustavo9467Aún no hay calificaciones
- Maquina Trituradora de Pet CorregidoDocumento35 páginasMaquina Trituradora de Pet CorregidoUlises Rodriguez100% (1)
- Cap2 PLANTA REVESOLDocumento13 páginasCap2 PLANTA REVESOLJonathan SmithAún no hay calificaciones
- GranalladoraDocumento12 páginasGranalladorajhon edward duarteAún no hay calificaciones
- Roscas AbrasionDocumento78 páginasRoscas AbrasionJavier PérezAún no hay calificaciones
- Mantenimiento AlasDocumento38 páginasMantenimiento AlaslesmesAún no hay calificaciones
- Proyecto de Pasantia AgcDocumento40 páginasProyecto de Pasantia AgcJhonatan PanioraAún no hay calificaciones
- Manual Chancado Procesamiento MineralesDocumento30 páginasManual Chancado Procesamiento MineralesJIMYJJJHHHAún no hay calificaciones
- Diseño de Cortadora PDFDocumento115 páginasDiseño de Cortadora PDFJhoel Flores VidesAún no hay calificaciones
- Escobillas Motores ElectricosDocumento39 páginasEscobillas Motores ElectricosMichelle Lozano JiménezAún no hay calificaciones
- Capitulo 1 PROYECTO DE INVESTIGACIONDocumento16 páginasCapitulo 1 PROYECTO DE INVESTIGACIONÍtalo SQAún no hay calificaciones
- Manual Yanmar SLYA-STP PDFDocumento55 páginasManual Yanmar SLYA-STP PDFDavid.Quijano100% (2)
- D 38961 PDFDocumento207 páginasD 38961 PDFLizandro EugenioAún no hay calificaciones
- Universidad Nacional de IngenieríaDocumento118 páginasUniversidad Nacional de IngenieríaLuis Huere AnayaAún no hay calificaciones
- Actividad 11-Investigacion Documental-Gonzalez Caliz Angel LuisDocumento25 páginasActividad 11-Investigacion Documental-Gonzalez Caliz Angel LuisArturo Del CastilloAún no hay calificaciones
- RectificadoTaladrado Fresado y EngargoladoDocumento75 páginasRectificadoTaladrado Fresado y EngargoladoFrancisco LópezAún no hay calificaciones
- G-01 - Guía para El Llenado de Formatos de ATS & PETAR - TGIDocumento12 páginasG-01 - Guía para El Llenado de Formatos de ATS & PETAR - TGIIsai Cordova GuevaraAún no hay calificaciones
- Informe de Simulación Pvsyst 7.3 Consumo Bomba Il 40-200Documento7 páginasInforme de Simulación Pvsyst 7.3 Consumo Bomba Il 40-200Isai Cordova GuevaraAún no hay calificaciones
- Anexo 10Documento1 páginaAnexo 10Isai Cordova GuevaraAún no hay calificaciones
- G-01 - Guía para El Llenado de Formatos de ATS & PETAR - TGIDocumento12 páginasG-01 - Guía para El Llenado de Formatos de ATS & PETAR - TGIIsai Cordova GuevaraAún no hay calificaciones
- Anexo 07-ADocumento1 páginaAnexo 07-AIsai Cordova GuevaraAún no hay calificaciones
- Anexo 11Documento1 páginaAnexo 11Isai Cordova GuevaraAún no hay calificaciones
- La Computación e Informatica PDFDocumento1 páginaLa Computación e Informatica PDFIsai Cordova GuevaraAún no hay calificaciones
- Pliegos Tarifario Vigentes Al 14.06.2020 CAJAMARCA NORTEDocumento1 páginaPliegos Tarifario Vigentes Al 14.06.2020 CAJAMARCA NORTEIsai Cordova GuevaraAún no hay calificaciones
- Bases CamionetaDocumento48 páginasBases CamionetaIsai Cordova GuevaraAún no hay calificaciones
- Revista ABB 2-2015 - 72dpiDocumento76 páginasRevista ABB 2-2015 - 72dpinicolasbravoAún no hay calificaciones
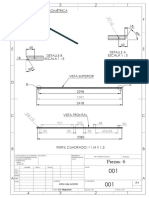
- Piezas: 6: Vista IsométricaDocumento1 páginaPiezas: 6: Vista IsométricaIsai Cordova GuevaraAún no hay calificaciones
- Facturacion Electrica en Sistemas de Refrigeracion PDFDocumento3 páginasFacturacion Electrica en Sistemas de Refrigeracion PDFIsai Cordova GuevaraAún no hay calificaciones
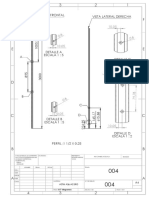
- Vista Frontal Vista Lateral Derecha: Astm A36 AceroDocumento1 páginaVista Frontal Vista Lateral Derecha: Astm A36 AceroIsai Cordova GuevaraAún no hay calificaciones
- Vista Isométrica 9.17: Astm A36 AceroDocumento1 páginaVista Isométrica 9.17: Astm A36 AceroIsai Cordova GuevaraAún no hay calificaciones
- SILABO 2018I Seguridad Industrial. IX CICLO OkDocumento7 páginasSILABO 2018I Seguridad Industrial. IX CICLO OkIsai Cordova GuevaraAún no hay calificaciones
- Vista Isométrica 18.33: Astm A36 AceroDocumento1 páginaVista Isométrica 18.33: Astm A36 AceroIsai Cordova GuevaraAún no hay calificaciones
- Guia BJTDocumento8 páginasGuia BJTJavierAún no hay calificaciones
- Proyecto de InvestigacionDocumento20 páginasProyecto de InvestigacionA Ramos Gaby0% (1)
- Termodinámica y la Primera LeyDocumento15 páginasTermodinámica y la Primera LeyRony DCAún no hay calificaciones
- CONECTORESDocumento8 páginasCONECTORESDaniel NavasAún no hay calificaciones
- Incorporación de Fibras Ecologicas en El Diseño de Ropa InteriorDocumento99 páginasIncorporación de Fibras Ecologicas en El Diseño de Ropa InteriorDiego YakerasoAún no hay calificaciones
- Plan de Izaje para Transporte de MaterialesDocumento21 páginasPlan de Izaje para Transporte de MaterialesAlexander MamaniAún no hay calificaciones
- Herramienta Sistemas AntivibratoriosDocumento8 páginasHerramienta Sistemas AntivibratoriosKatxan TelakuenAún no hay calificaciones
- Practica 5Documento4 páginasPractica 5Anonymous 49CnD2RAún no hay calificaciones
- Carnet de Recicladores 2014Documento4 páginasCarnet de Recicladores 2014Luis BellezaAún no hay calificaciones
- Industrialización agrícola claveDocumento9 páginasIndustrialización agrícola claveDexi GutierrezAún no hay calificaciones
- Introducción Al Método de Líquidos PenetrantesDocumento6 páginasIntroducción Al Método de Líquidos PenetrantesNoe SaldivarAún no hay calificaciones
- Sapa Group - Shape Magazine Spain 2009 # 1 - AluminioDocumento24 páginasSapa Group - Shape Magazine Spain 2009 # 1 - AluminiosapagroupAún no hay calificaciones
- Drop inDocumento4 páginasDrop inIng OjjgAún no hay calificaciones
- Los ZapatosDocumento6 páginasLos ZapatosAnonymous iT4OCJfAún no hay calificaciones
- Partida #9 Bc-324-ADocumento15 páginasPartida #9 Bc-324-AJoel Ernesto González RamìrezAún no hay calificaciones
- Equivalencia de Grasa Shell Alvania RL3 PDFDocumento26 páginasEquivalencia de Grasa Shell Alvania RL3 PDFAlejandroO.VargasAún no hay calificaciones
- S8 Diseño de Mezclas de ConcretoDocumento29 páginasS8 Diseño de Mezclas de ConcretoArturo CeronAún no hay calificaciones
- Visita Técnica Al Centro de Salud Good HopeDocumento10 páginasVisita Técnica Al Centro de Salud Good HopeTerry A. DruettAún no hay calificaciones
- Catalogo Corcaroli EsDocumento7 páginasCatalogo Corcaroli EsCristian Arturo Duran SilvaAún no hay calificaciones
- Sistema admisión convencionalDocumento2 páginasSistema admisión convencionalTruman GarciaAún no hay calificaciones
- Presupuesto módulo vivienda 35m2Documento2 páginasPresupuesto módulo vivienda 35m2marco vargasAún no hay calificaciones
- Informe SedaparDocumento11 páginasInforme SedaparFrancesca RegenteAún no hay calificaciones
- Upap Ingenieria Civil-MateriasDocumento2 páginasUpap Ingenieria Civil-MateriasJosé Gabriel Ochipinti Ruiz DiazAún no hay calificaciones
- Clase 1 - Operaciones Unitarias I IDocumento14 páginasClase 1 - Operaciones Unitarias I IAntony Orbegozo MattosAún no hay calificaciones