También podría gustarte
- Bronco 252Documento41 páginasBronco 252carlosmitec0% (1)
- Cálculo Del Par de Apriete o Torque de Un TornilloDocumento8 páginasCálculo Del Par de Apriete o Torque de Un TornilloNeil Michael Amanzo Ricse100% (1)
- Manual Motor Titan PDFDocumento11 páginasManual Motor Titan PDFAndres Catril MatamalaAún no hay calificaciones
- Manual Tecnico 2014 DMT TorqueDocumento37 páginasManual Tecnico 2014 DMT TorqueJaphet VillamilAún no hay calificaciones
- Manual de MancilladoDocumento41 páginasManual de MancilladoAnonymous rCAIDRAún no hay calificaciones
- Torque de TornillosDocumento6 páginasTorque de Tornilloschicho640471% (7)
- Manual Técnico Suspensión A 130124105122 Phpapp01Documento72 páginasManual Técnico Suspensión A 130124105122 Phpapp01Nicolas Marileo100% (1)
- Medidas de LlavesDocumento2 páginasMedidas de Llavesstabytron100% (1)
- Prueba de CompresionDocumento4 páginasPrueba de CompresionybenitesAún no hay calificaciones
- Identificación de PernosDocumento3 páginasIdentificación de PernosfutparkAún no hay calificaciones
- La Música ElectrónicaDocumento12 páginasLa Música ElectrónicaMichael BarrazuetaAún no hay calificaciones
- Soldadora Bronco 311Documento41 páginasSoldadora Bronco 311conde_dranus100% (1)
- Birlos Flecha-Artilleria PDFDocumento11 páginasBirlos Flecha-Artilleria PDFDANY100% (1)
- Bomba Bosch PES6MW 0 403 246 031Documento3 páginasBomba Bosch PES6MW 0 403 246 031Pedro Aparicio100% (1)
- Tolerancia de Elementos RoscadosDocumento4 páginasTolerancia de Elementos RoscadosOliver Mendez CubaAún no hay calificaciones
- Técnicas de Apriete - TighteningTechnique - SpaDocumento26 páginasTécnicas de Apriete - TighteningTechnique - SpalologlezAún no hay calificaciones
- Calculo Correa DentadaDocumento6 páginasCalculo Correa DentadaJuan Carlos RodriguezAún no hay calificaciones
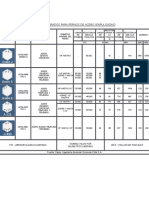
- Marca de Grados para Pernos de AceroDocumento8 páginasMarca de Grados para Pernos de AceroGabriel Isla Huaman0% (1)
- Torque PernosDocumento20 páginasTorque PernosNicolas Iturrieta BerriosAún no hay calificaciones
- Rosca Metrica ISO DIN 13 PDFDocumento10 páginasRosca Metrica ISO DIN 13 PDFRitxar DfAún no hay calificaciones
- Torques PernosDocumento18 páginasTorques PernosENPATMOTT100% (2)
- Arco en C y FluorosDocumento33 páginasArco en C y FluorosXavi Pexategui Tenemea100% (1)
- Hyperterm Hpr260 Gas Manual EspanolDocumento241 páginasHyperterm Hpr260 Gas Manual Espanolwilly1234512Aún no hay calificaciones
- Curso Uso Torquimetro KomatsuDocumento16 páginasCurso Uso Torquimetro KomatsuHector CharreAún no hay calificaciones
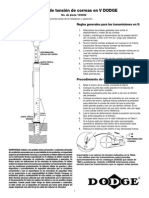
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- Tipos de RoscasDocumento4 páginasTipos de RoscasÁlvaro Martínez FernándezAún no hay calificaciones
- NOJA-5008-10 Manual de UsuarioDocumento241 páginasNOJA-5008-10 Manual de UsuarioHoracioAún no hay calificaciones
- M2 Mecanica BasicaDocumento6 páginasM2 Mecanica BasicaLuis Alberto Acuña Avalos100% (1)
- Recomendaciones de MecanizadoDocumento16 páginasRecomendaciones de MecanizadoGabriela TGAún no hay calificaciones
- 15 Modelo Metricas ITILDocumento12 páginas15 Modelo Metricas ITILmedinafoxAún no hay calificaciones
- S14.s1 - Sistemas de Sujeción Desmontable I PDFDocumento104 páginasS14.s1 - Sistemas de Sujeción Desmontable I PDFArmando Arnold Anchiraico SotoAún no hay calificaciones
- TornillosDocumento18 páginasTornillosLuis TrujilloAún no hay calificaciones
- Presentación de AnclajesDocumento36 páginasPresentación de AnclajesRaul Leiva EscuderoAún no hay calificaciones
- Antena Bigotes de GatoDocumento4 páginasAntena Bigotes de GatoMiguel CatariAún no hay calificaciones
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- Tabla de Torques de PernosDocumento1 páginaTabla de Torques de PernosJimmy AlemanAún no hay calificaciones
- Torque Tornillos Sistema Ingles PDFDocumento4 páginasTorque Tornillos Sistema Ingles PDFedwin mon100% (2)
- O-Ring Guía de Referencia ParkerDocumento8 páginasO-Ring Guía de Referencia ParkerEdgar Fernando Gordillo S.100% (1)
- Fundamentos de Tolerancias Geométricas y DimensionalesDocumento17 páginasFundamentos de Tolerancias Geométricas y DimensionalesLuis Gerardo Ventosa Garcia100% (2)
- Manual de La D300K 3+3 LincolnDocumento26 páginasManual de La D300K 3+3 LincolnRAFAEL HERRERA0% (1)
- Ene-Diego BugueñoDocumento10 páginasEne-Diego Bugueñodiego BuguenoAún no hay calificaciones
- Tablas de TorquesDocumento49 páginasTablas de TorquesJohnil Jose100% (1)
- Torque de PernosDocumento1 páginaTorque de Pernos[Pellin]Aún no hay calificaciones
- Gt2 70 ManualDocumento276 páginasGt2 70 ManualGerardo Téllez LópezAún no hay calificaciones
- Asme b18.3 - Tornillo AllenDocumento1 páginaAsme b18.3 - Tornillo AllenEmiliano JuarezAún no hay calificaciones
- Tabla de MachueloDocumento1 páginaTabla de MachueloFa ChAún no hay calificaciones
- FAG 18 Soportes para RodamientosDocumento38 páginasFAG 18 Soportes para RodamientosLenin CastilloAún no hay calificaciones
- Retenes SKF PDFDocumento60 páginasRetenes SKF PDFJhoncastilloAún no hay calificaciones
- 【 TABLA 】Tablas rosca métrica y medidas de agujeros y brocasDocumento3 páginas【 TABLA 】Tablas rosca métrica y medidas de agujeros y brocasdanny peña castellonAún no hay calificaciones
- Tipos de Machuelos y BrocasDocumento1 páginaTipos de Machuelos y BrocasLic Jose Alfredo Ronquillo100% (1)
- Soldadura MIGDocumento4 páginasSoldadura MIGJOCELYN PERRUSQUIA GARCIAAún no hay calificaciones
- SubitoDocumento2 páginasSubitoRick MendozaAún no hay calificaciones
- Caracteristicas y Diferencias Entre AR y PTRDocumento5 páginasCaracteristicas y Diferencias Entre AR y PTRAlberto S.Aún no hay calificaciones
- Manual Soldadura Aeromig280Documento94 páginasManual Soldadura Aeromig280Jorge LópezAún no hay calificaciones
- Norma ASTM A36Documento2 páginasNorma ASTM A36Oscar OjedaAún no hay calificaciones
- Medidas ChevroletDocumento2 páginasMedidas ChevroletImirvlad GI100% (1)
- El Tapón Del CarterDocumento5 páginasEl Tapón Del Carterisrael machicado calleAún no hay calificaciones
- Aceite Iso 100 American (Compresor Betico)Documento2 páginasAceite Iso 100 American (Compresor Betico)mauricio_sAún no hay calificaciones
- Torque para Tornillos PDFDocumento4 páginasTorque para Tornillos PDFSaul Vivanco100% (1)
- Técnicas de Apriete PDFDocumento26 páginasTécnicas de Apriete PDFEfrén CisnerosAún no hay calificaciones
- Prese 6Documento52 páginasPrese 6Pastrana CKruzzAún no hay calificaciones
- Diseño de SujetadoresDocumento37 páginasDiseño de SujetadoresCecilia Keb Chulin0% (1)
- Diseño de SujetadoresDocumento15 páginasDiseño de SujetadoresKristopher Osorio MedinaAún no hay calificaciones
- Calcúlo de La Longitud Del TornilloDocumento20 páginasCalcúlo de La Longitud Del Tornilloalonskymex100% (1)
- Uniones AtornilladasDocumento75 páginasUniones AtornilladasDerick GuamboAún no hay calificaciones
- Zavala-Yanez-20491014-Fuerzas, Par de Torsión, Parámetros de Rigidez y Resistencia en TornillosDocumento6 páginasZavala-Yanez-20491014-Fuerzas, Par de Torsión, Parámetros de Rigidez y Resistencia en Tornillosa20491014Aún no hay calificaciones
- Manual IP116 Chuango PDFDocumento5 páginasManual IP116 Chuango PDFAniko LajtosAún no hay calificaciones
- HS Baldosa SereneDocumento1 páginaHS Baldosa SereneFeliciano GalvanAún no hay calificaciones
- Tarea 03Documento2 páginasTarea 03Matias Sandoval AlarconAún no hay calificaciones
- Construccion Motor Trifasico InduccionDocumento10 páginasConstruccion Motor Trifasico InduccionRodrigo PerezAún no hay calificaciones
- Sensor de Temperatura Lm35 Final1Documento13 páginasSensor de Temperatura Lm35 Final1alexis pedroza100% (5)
- Ampliacion SiscapDocumento3 páginasAmpliacion SiscapAraujo Vargas AntonyAún no hay calificaciones
- Placa BaseDocumento9 páginasPlaca BaseEnrique GonzalezAún no hay calificaciones
- Practica 1 ControlDocumento21 páginasPractica 1 ControlJose Antonio Alejo RamosAún no hay calificaciones
- MP CSCT PR18 P0231Documento11 páginasMP CSCT PR18 P0231Barrio Sarita ColoniaAún no hay calificaciones
- ELECTROTECNIADocumento3 páginasELECTROTECNIAIsabel BenavidesAún no hay calificaciones
- Catalogo Speedmind PDFDocumento25 páginasCatalogo Speedmind PDFrostovjkAún no hay calificaciones
- Cisco Networking Academy Notas (Get Connected)Documento4 páginasCisco Networking Academy Notas (Get Connected)ManuelAún no hay calificaciones
- SDC33 (WP2.3)Documento1 páginaSDC33 (WP2.3)Anderson Lugo100% (1)
- Que Es La Sensibilidad de Recepción y para Que Es ÚtilDocumento6 páginasQue Es La Sensibilidad de Recepción y para Que Es ÚtilGiselle Bolarte AlaniaAún no hay calificaciones
- UrsusDocumento2 páginasUrsusRodrigo MontserratAún no hay calificaciones
- Proyecto IntegradorDocumento13 páginasProyecto IntegradorAlejandro SalasAún no hay calificaciones
- Silabo de Electrotecnia General 2016Documento6 páginasSilabo de Electrotecnia General 2016infamkonAún no hay calificaciones
- r33 - A6 Regulacion Dinamica de La MarchaDocumento4 páginasr33 - A6 Regulacion Dinamica de La MarchaDavid ParariAún no hay calificaciones
- Laboratorio 2.3Documento3 páginasLaboratorio 2.3erick ramosAún no hay calificaciones
- Explosivos - Unidad IIDocumento186 páginasExplosivos - Unidad IIAnonymous rwSDmBLKAún no hay calificaciones
- Hoja de Traslado de Equip1Documento6 páginasHoja de Traslado de Equip1Hugo HernándezAún no hay calificaciones
- Edicón Especial de GEODYNA 40Documento52 páginasEdicón Especial de GEODYNA 40JoSe Carballido MayAún no hay calificaciones
- Cisco Cnna1 RedesDocumento62 páginasCisco Cnna1 RedesAWLosTAún no hay calificaciones
- Circuito de Control Con Reles.Documento16 páginasCircuito de Control Con Reles.Bryan Roberto Cruz FloresAún no hay calificaciones