También podría gustarte
- Subdren VialDocumento9 páginasSubdren VialMateo AndresAún no hay calificaciones
- Hoja de Solución de Análisis Geoeléctrico PDFDocumento2 páginasHoja de Solución de Análisis Geoeléctrico PDFALARCONISTAAún no hay calificaciones
- Protocolo de Instalacin de Geomembranas AlvatechDocumento6 páginasProtocolo de Instalacin de Geomembranas AlvatechCqc CdsAún no hay calificaciones
- Pruebas de Bombeo PDFDocumento8 páginasPruebas de Bombeo PDFEdward Vilca T100% (1)
- Matriz de Partes Interesadas y Matriz de Priorizacion SIG - MTZ - 00Documento4 páginasMatriz de Partes Interesadas y Matriz de Priorizacion SIG - MTZ - 00AnaPaulaBPAún no hay calificaciones
- Información de Las GeomembranasDocumento22 páginasInformación de Las GeomembranasRicardo HernandezAún no hay calificaciones
- GeomembranasDocumento70 páginasGeomembranasCarlos Alberto Cruzado Blanco100% (1)
- Sig-Pet-Ctolis-22trabajos de Instalación de Tuberia Hdpe y Tanque de PolietilenoDocumento4 páginasSig-Pet-Ctolis-22trabajos de Instalación de Tuberia Hdpe y Tanque de PolietilenoNicma NICMAAún no hay calificaciones
- Capítulo 1 - 5 Manual de Shotcrete PDFDocumento57 páginasCapítulo 1 - 5 Manual de Shotcrete PDFDaniel RamosAún no hay calificaciones
- LeisterDocumento15 páginasLeisterMarisela Flores RosasAún no hay calificaciones
- Geoceldas PDFDocumento4 páginasGeoceldas PDFMerlis ElenaAún no hay calificaciones
- TUBERIAS DE HDPE TeoriaDocumento5 páginasTUBERIAS DE HDPE TeoriaEliud Alexander Rojas CondoriAún no hay calificaciones
- Geomembranas y Geosintéticos PresentaciónDocumento71 páginasGeomembranas y Geosintéticos PresentaciónJean Paul Et La Petite100% (1)
- GEOSINTETICOSDocumento16 páginasGEOSINTETICOSjohnerickAún no hay calificaciones
- Expo Geomalla MinernorteDocumento45 páginasExpo Geomalla MinernorteJose LizarragaAún no hay calificaciones
- 1.2.1-R1 Especificaciones Técnicas GeomembranasDocumento31 páginas1.2.1-R1 Especificaciones Técnicas GeomembranasguiulfoAún no hay calificaciones
- El Concreto en Obras HidraulicasDocumento13 páginasEl Concreto en Obras HidraulicasAna Jácobo AlcántaraAún no hay calificaciones
- Geomallas y GeotextilesDocumento15 páginasGeomallas y GeotextilesLinda Marcela Gaona HurtadoAún no hay calificaciones
- SikaGrout 212Documento4 páginasSikaGrout 212William MercadoAún no hay calificaciones
- ¿Porque Es Bueno Utilizar Nuevas Tecnologías (Tecnología de Punta) en Pavimentos Asfalticos?Documento8 páginas¿Porque Es Bueno Utilizar Nuevas Tecnologías (Tecnología de Punta) en Pavimentos Asfalticos?JUAN FERNANDO ARESTEGUI HUILLCA100% (1)
- Tits A 1Documento21 páginasTits A 1Richard QuispeAún no hay calificaciones
- Tubos DrenDocumento22 páginasTubos DrenRafael Alonso GarcíaAún no hay calificaciones
- Armado de GavionesDocumento11 páginasArmado de GavionesAstrid Deysi Delgado TrilloAún no hay calificaciones
- Pavi MentosDocumento16 páginasPavi MentosLizbeth SanchezAún no hay calificaciones
- I-PR-CLT-005 Instalación de Micropilotes Rev.3Documento16 páginasI-PR-CLT-005 Instalación de Micropilotes Rev.3Darwin De Las SalasAún no hay calificaciones
- AtaguiaDocumento3 páginasAtaguiaalejo gutierrez condori100% (1)
- Comic Instalacion MacdrainDocumento18 páginasComic Instalacion MacdrainmalkaesAún no hay calificaciones
- Hoja Tecnica Angulos Estructurales Alta Resistencia PDFDocumento2 páginasHoja Tecnica Angulos Estructurales Alta Resistencia PDFTeologia AqpAún no hay calificaciones
- Exposicion de Erosion Control de ErosionesDocumento5 páginasExposicion de Erosion Control de ErosionesSilvia Juliana Diaz DiazAún no hay calificaciones
- Tubo LinerDocumento14 páginasTubo LinerJulian Mendoza CoronadoAún no hay calificaciones
- Union Pead o HDPEDocumento36 páginasUnion Pead o HDPENicolasDonosoLopezAún no hay calificaciones
- PRESASDocumento35 páginasPRESASKev GuevaraAún no hay calificaciones
- Libro Metodo Pca 042019 PDFDocumento65 páginasLibro Metodo Pca 042019 PDFYulisa huu itzabAún no hay calificaciones
- Estudio de Niveles Freaticos y PiezometricosDocumento31 páginasEstudio de Niveles Freaticos y PiezometricosYuri Quea EspinozaAún no hay calificaciones
- Geomembrana + AnclajeDocumento0 páginasGeomembrana + AnclajegliddenAún no hay calificaciones
- Supervision Del Concreto en ObraDocumento13 páginasSupervision Del Concreto en ObraRoberto Amado MárquezAún no hay calificaciones
- Cintac Infraestructura Vial Ficha Tunnel LinerDocumento2 páginasCintac Infraestructura Vial Ficha Tunnel LinerAndres AndrewAún no hay calificaciones
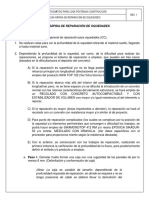
- GU╓A R╡PIDA DE REPARACIαN DE OQUEDADES (Rev. 0)Documento2 páginasGU╓A R╡PIDA DE REPARACIαN DE OQUEDADES (Rev. 0)Antonio Herrera100% (1)
- SubdrenajeDocumento6 páginasSubdrenajeandresneo77Aún no hay calificaciones
- Chema EntrampaireDocumento2 páginasChema EntrampaireCarlos RamirezAún no hay calificaciones
- Reparación de CangrejerasDocumento4 páginasReparación de CangrejerasOscar Gonzales MAún no hay calificaciones
- Exposición FinalDocumento16 páginasExposición FinalEvelyn Chalacan de MerchánAún no hay calificaciones
- NCH N°171 Hormigón - Extracción de Muestras Del Hormigón FrescoDocumento10 páginasNCH N°171 Hormigón - Extracción de Muestras Del Hormigón FrescoOmar Becerra ThomsonAún no hay calificaciones
- Frmts CTRL de GeomembranasDocumento16 páginasFrmts CTRL de GeomembranasJoel MamaniAún no hay calificaciones
- Manual Inst. GeotextilDocumento6 páginasManual Inst. GeotextilDiego ChavezAún no hay calificaciones
- Manual de Instalacion Valvula CheckDocumento4 páginasManual de Instalacion Valvula CheckisaiasAún no hay calificaciones
- Polytex Actualizada DICIEMBRE 2018 PDFDocumento24 páginasPolytex Actualizada DICIEMBRE 2018 PDFDanilo Rojas MartinezAún no hay calificaciones
- Utilizacion Geomalla Como Refuerzo en Pavimento FlexibleDocumento168 páginasUtilizacion Geomalla Como Refuerzo en Pavimento FlexiblelauracivilAún no hay calificaciones
- Brochure Guia Instalacion Geomalla EspañolDocumento8 páginasBrochure Guia Instalacion Geomalla EspañolEdna LorenaAún no hay calificaciones
- NTP334Documento4 páginasNTP334Alex CulqueAún no hay calificaciones
- Seguridad en La ConstrucciónDocumento19 páginasSeguridad en La ConstrucciónJaffeth QuijanoAún no hay calificaciones
- Proceso Constructivo de CanalesDocumento45 páginasProceso Constructivo de CanalesliraAún no hay calificaciones
- Protocolo de Instalacin de Geomembranas Alvatech-2Documento6 páginasProtocolo de Instalacin de Geomembranas Alvatech-2Jose Luis Bazualdo CabreraAún no hay calificaciones
- S BiomacDocumento2 páginasS BiomacOlimpo CamposAún no hay calificaciones
- Reservorio HidraulicaDocumento30 páginasReservorio HidraulicaWiwiDataAún no hay calificaciones
- Ductos de Conduccion de Agua PotableDocumento17 páginasDuctos de Conduccion de Agua PotableDaiiRa AbundisAún no hay calificaciones
- Manual Del ImpermeabilizadorDocumento17 páginasManual Del ImpermeabilizadorCristobal Ramirez GonzalezAún no hay calificaciones
- GeomembranaDocumento4 páginasGeomembranaJared David Guevara CastilloAún no hay calificaciones
- Especificaciones Técnicas PDFDocumento4 páginasEspecificaciones Técnicas PDFarquitecto edgardoAún no hay calificaciones
- Weberfloor DesignDocumento3 páginasWeberfloor DesignJean-guillaume AllemannAún no hay calificaciones
- Cementos PacasmayoDocumento99 páginasCementos PacasmayoAngel Julisses Valderrama ReyesAún no hay calificaciones
- TDM, GM Hdpe y Tub Hdpe CorrugadasDocumento158 páginasTDM, GM Hdpe y Tub Hdpe Corrugadaslizandro choqueAún no hay calificaciones
- SA215 - 08 Periodo de DiseñoDocumento45 páginasSA215 - 08 Periodo de DiseñoEdward Vilca TAún no hay calificaciones
- ¿Cómo Integrar La Seguridad y SaludDocumento4 páginas¿Cómo Integrar La Seguridad y SaludEdward Vilca TAún no hay calificaciones
- Sesion 1 Peligros y Riesgos en AlimentosDocumento5 páginasSesion 1 Peligros y Riesgos en AlimentosEdward Vilca TAún no hay calificaciones
- GeosisnteticosDocumento44 páginasGeosisnteticosEdward Vilca TAún no hay calificaciones
- Indice: 3.1.1. Perfil Del ClienteDocumento3 páginasIndice: 3.1.1. Perfil Del ClienteEdward Vilca TAún no hay calificaciones
- Mapas ConceptualesDocumento12 páginasMapas ConceptualesVicky JimenezAún no hay calificaciones
- Areas Del Ejercicio ProfesionalDocumento13 páginasAreas Del Ejercicio ProfesionalLesly Rubi Castañon Perez100% (3)
- LAVANDERIADocumento95 páginasLAVANDERIARogerEliasCasanovaAún no hay calificaciones
- Entrega 2, Grupo 3Documento19 páginasEntrega 2, Grupo 3Yeison Alexander Bocanegra MartinezAún no hay calificaciones
- 02º Procedimiento para Desincorporar Láminas de Techo Razo ExistentesDocumento28 páginas02º Procedimiento para Desincorporar Láminas de Techo Razo Existenteswaleska coaAún no hay calificaciones
- Auditoria de ServiciosDocumento25 páginasAuditoria de ServiciosAlex Coors100% (1)
- Plan Negocios Produccion Venta Comercializacion CarnicosDocumento139 páginasPlan Negocios Produccion Venta Comercializacion CarnicosSthfany Zunhiga LandeoAún no hay calificaciones
- Trigos Elexso Semana 8 PrincipiosgerencialesDocumento11 páginasTrigos Elexso Semana 8 PrincipiosgerencialesRonaldo Alvarez ParraAún no hay calificaciones
- Modular o IntegralDocumento7 páginasModular o IntegralKathita Brito GodoyAún no hay calificaciones
- Tema 1 Estrategia de NegocioDocumento3 páginasTema 1 Estrategia de NegocioValentina Ruiz RodriguezAún no hay calificaciones
- PRACTICA 5-Diseño Higienico de EquiposDocumento34 páginasPRACTICA 5-Diseño Higienico de EquiposDiego Arteaga CanoAún no hay calificaciones
- Plan de MarketingDocumento27 páginasPlan de MarketingKatherinne Bulnes RengifoAún no hay calificaciones
- Colegio GuiaDocumento30 páginasColegio GuiaJonnathanAún no hay calificaciones
- Concetos Basicos Del Control AdministrativoDocumento5 páginasConcetos Basicos Del Control Administrativocristian chavezAún no hay calificaciones
- Normas ISODocumento43 páginasNormas ISOLEIDY ARELI SANCHEZ ESPINALAún no hay calificaciones
- BPM ElementosDocumento41 páginasBPM ElementosSthefany Godoy CaquiAún no hay calificaciones
- Produccion de Aliemento BalanceadoDocumento98 páginasProduccion de Aliemento BalanceadoDavidAún no hay calificaciones
- Procesos y ManufacturaDocumento7 páginasProcesos y ManufacturaMelissa RodriguezAún no hay calificaciones
- TDR WordDocumento25 páginasTDR WordAlex PelusoAún no hay calificaciones
- 1 y 2 Filosofía de La Calidad Total ING Mantenimiento IndustrialDocumento20 páginas1 y 2 Filosofía de La Calidad Total ING Mantenimiento IndustrialJorge VelezAún no hay calificaciones
- Graficas Por Atributos U3Documento15 páginasGraficas Por Atributos U3Silver GutierrezAún no hay calificaciones
- PENAGOSDocumento29 páginasPENAGOSIvan Dario Vera AngelAún no hay calificaciones
- PIP Sector SaludDocumento248 páginasPIP Sector SaludMariaAún no hay calificaciones
- Parte #1Documento25 páginasParte #1Edgar MéndezAún no hay calificaciones
- Examen Transversal Integrado 2019Documento20 páginasExamen Transversal Integrado 2019OmarAcuñaMorenoAún no hay calificaciones
- 2da Entrega Sistemas de InfoDocumento16 páginas2da Entrega Sistemas de Infooskar0911Aún no hay calificaciones
- La Empresa y El Estudio de MercadoDocumento17 páginasLa Empresa y El Estudio de Mercadojmeh19Aún no hay calificaciones
- Comercialización 1er ParcialDocumento36 páginasComercialización 1er ParcialDanii ZalazarAún no hay calificaciones
- Actividad 02 Tarea de Investigación Formativa II Unidad - Auditoria Administracion - Fausto - UladechDocumento10 páginasActividad 02 Tarea de Investigación Formativa II Unidad - Auditoria Administracion - Fausto - UladechFaustoAldabaAún no hay calificaciones