También podría gustarte
- Guia - 63031094 - 2024 Diversidad Cultural y Equidad en La EscuelaDocumento11 páginasGuia - 63031094 - 2024 Diversidad Cultural y Equidad en La EscuelaSandra GonzálezAún no hay calificaciones
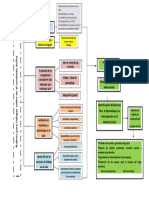
- Flujograma Contexto AULICODocumento1 páginaFlujograma Contexto AULICOirma orozcoAún no hay calificaciones
- Coicaud y Serón Ampliando La Mirada Sobre La Evaluación de Los Aprendizajes en Propuestas Mediadas Por TecnoDocumento15 páginasCoicaud y Serón Ampliando La Mirada Sobre La Evaluación de Los Aprendizajes en Propuestas Mediadas Por TecnoSarria LilianaAún no hay calificaciones
- 8 Proceso de Construcción Didactica Del Sist. de Numeración Decimal.Documento5 páginas8 Proceso de Construcción Didactica Del Sist. de Numeración Decimal.'Patty FLoreenciaAún no hay calificaciones
- Competencia TransversalesDocumento3 páginasCompetencia TransversalesAngel ValenciaAún no hay calificaciones
- Estrategias Enseñanza Idiomainglés Pruebasaber11Documento65 páginasEstrategias Enseñanza Idiomainglés Pruebasaber11Fabrizio TeranAún no hay calificaciones
- ACRA-Instrumento. para Ing - CivilDocumento11 páginasACRA-Instrumento. para Ing - CivilYorch MunguiaAún no hay calificaciones
- Intervencion de Los Procesos de E-A AsDocumento28 páginasIntervencion de Los Procesos de E-A AsLeslyta Gutierrez AriasAún no hay calificaciones
- TESIS Test Que Evaluan SemanticaDocumento2 páginasTESIS Test Que Evaluan SemanticaVanessa Contreras Riffo100% (2)
- Instituciones PDFDocumento6 páginasInstituciones PDFArelis de DunoAún no hay calificaciones
- 5 Paradigm As de La Psicologia Social Com Unit Aria WiesenfeldDocumento16 páginas5 Paradigm As de La Psicologia Social Com Unit Aria WiesenfeldmalifoAún no hay calificaciones
- Gonzales, E (1995), Problemas de Conducta - Concepto e Intervención Psicoeducativa en Necesidades Educativas Especiales, Intervención Psicoeducativa, Madrid, CCSDocumento16 páginasGonzales, E (1995), Problemas de Conducta - Concepto e Intervención Psicoeducativa en Necesidades Educativas Especiales, Intervención Psicoeducativa, Madrid, CCSMonse MendozaAún no hay calificaciones
- Proyecto de Grado en Proceso (Capitulo I y Ii)Documento40 páginasProyecto de Grado en Proceso (Capitulo I y Ii)Jackeline SuarezAún no hay calificaciones
- Analisis Conversacional y Analisis Del DiscursoDocumento5 páginasAnalisis Conversacional y Analisis Del DiscursoBernardo Claros MolinaAún no hay calificaciones
- Dettano Cena 2020 EntornoDocumento16 páginasDettano Cena 2020 EntornoRebeca CenaAún no hay calificaciones
- Index For InclusionDocumento15 páginasIndex For InclusionAntoni Martinez ColomerAún no hay calificaciones
- Poner Fin A La Violencia en La Escuela - Guía DocenteDocumento40 páginasPoner Fin A La Violencia en La Escuela - Guía DocenteLuis RolandoAún no hay calificaciones
- Estrategias de AprendizajeDocumento4 páginasEstrategias de AprendizajePaula Pineda de NavasAún no hay calificaciones
- Escala ACRA-Abreviada (Estracto) PDFDocumento20 páginasEscala ACRA-Abreviada (Estracto) PDFMaría Del Mar Maraver Párraga100% (1)
- Seminario Rafael Marcos Propuesta de Intervencion TFMDocumento19 páginasSeminario Rafael Marcos Propuesta de Intervencion TFMCarlos Arturo Bolívar GómezAún no hay calificaciones
- Taller de Evaluación para Docentes 1Documento63 páginasTaller de Evaluación para Docentes 1Ayamain SilvaAún no hay calificaciones
- Syllabus M02 AdaptacionesDocumento7 páginasSyllabus M02 AdaptacionesRosa Macas GonzálezAún no hay calificaciones
- 3.-Carta Respaldo Busqueda Centro de Practica Psicopedagógica IDocumento2 páginas3.-Carta Respaldo Busqueda Centro de Practica Psicopedagógica ILore AcevedoAún no hay calificaciones
- Tema 1 Legislación Informática en BoliviaDocumento10 páginasTema 1 Legislación Informática en BoliviaPedro RojasAún no hay calificaciones
- 7.aplicaciones Del Enfoque Constructivista A Las Dimensiones Instruccionales Del Procesos EducativoDocumento10 páginas7.aplicaciones Del Enfoque Constructivista A Las Dimensiones Instruccionales Del Procesos EducativoKAREN ALEJANDRA CASTRO RAMíREZAún no hay calificaciones
- U2 Bendersky - Perspectiva Psicogenetica PDFDocumento6 páginasU2 Bendersky - Perspectiva Psicogenetica PDFAriana LisAún no hay calificaciones
- Planeacion DiversificadaDocumento14 páginasPlaneacion DiversificadaTANIA RUBY GUTIERREZ TOSCANOAún no hay calificaciones
- Didáctica de Las TICsDocumento4 páginasDidáctica de Las TICsJorge LuisAún no hay calificaciones
- UntitledDocumento203 páginasUntitledLaura Johanna González RincónAún no hay calificaciones
- La Infancia DesertoraDocumento38 páginasLa Infancia DesertoraFlor PistoiaAún no hay calificaciones
- Protocolo para La Atención y Prevención de Las VS en El Entorno EducativoDocumento37 páginasProtocolo para La Atención y Prevención de Las VS en El Entorno EducativoMedios Facultad Educación Universidad de AntioquiaAún no hay calificaciones
- León 2009 Cómo Redactar Textos Científicos PDFDocumento34 páginasLeón 2009 Cómo Redactar Textos Científicos PDFTito Aedo Saravia50% (2)
- Encuesta Satisfacción Intermedia CDocumento1 páginaEncuesta Satisfacción Intermedia CJESUS ADRIAN TORRES RAMIREZAún no hay calificaciones
- Momentos Estelares de La InvestigaciónDocumento20 páginasMomentos Estelares de La InvestigaciónHEBERT FERNANDEZ FERNANDEZAún no hay calificaciones
- Módulo 3. La Respuesta Escolar para El Alumno Con ALCAINDocumento28 páginasMódulo 3. La Respuesta Escolar para El Alumno Con ALCAINaitziber garciaAún no hay calificaciones
- Los Proyectos Integradores y La EeDocumento6 páginasLos Proyectos Integradores y La EeNohemi GonzálezAún no hay calificaciones
- 24 Semana Aprende en Casa 2do PreescolarDocumento33 páginas24 Semana Aprende en Casa 2do PreescolarMartha HernandezAún no hay calificaciones
- Las Competencias Parentales en Contextos de Riesgo PsicosocialDocumento10 páginasLas Competencias Parentales en Contextos de Riesgo PsicosocialXiquita JennyAún no hay calificaciones
- Reporte 2 SegumientoDocumento7 páginasReporte 2 SegumientomaryAún no hay calificaciones
- Orientacion IIDocumento76 páginasOrientacion IIRicardo OliverAún no hay calificaciones
- Taxonomía - Operaciones MentalesDocumento13 páginasTaxonomía - Operaciones Mentalesyvonne163Aún no hay calificaciones
- Educación Emocional y Habilidades Sociales. La EmpatíaDocumento13 páginasEducación Emocional y Habilidades Sociales. La EmpatíaMónica Nogueira Soares0% (1)
- La Observación de AulaDocumento10 páginasLa Observación de Aularsarmiento1100% (1)
- Hoja de DerivaciónDocumento5 páginasHoja de DerivaciónÁngela Martín IsabelAún no hay calificaciones
- Evaluar CompetenciasDocumento4 páginasEvaluar CompetenciasRicardo Antonio ArayaAún no hay calificaciones
- Juan Casassus-Una Escuela ReflexivaDocumento6 páginasJuan Casassus-Una Escuela ReflexivainxcoAún no hay calificaciones
- Integracion de Las TIC para Lenguas ExtranjerasDocumento14 páginasIntegracion de Las TIC para Lenguas ExtranjerasNancy RoysAún no hay calificaciones
- Cuestionario Profesores Equipo Directivo para La Condiciones de Inclusión en La Escuela - Version ActualizadaDocumento6 páginasCuestionario Profesores Equipo Directivo para La Condiciones de Inclusión en La Escuela - Version ActualizadaAdrian Ibarra-MercadoAún no hay calificaciones
- ¿Son Los Estereotipos Siempre Malos?Documento8 páginas¿Son Los Estereotipos Siempre Malos?lancellerAún no hay calificaciones
- Entrevista Orientador Vocacional DescargadaDocumento5 páginasEntrevista Orientador Vocacional DescargadaAnonymous vIxT7h5CAún no hay calificaciones
- Trabajo Lic - MartinezDocumento16 páginasTrabajo Lic - Martinezroanna G fondeurAún no hay calificaciones
- Presentacion Pic Problemas Del LenguajeDocumento21 páginasPresentacion Pic Problemas Del LenguajeRaul Maya SanchezAún no hay calificaciones
- TERRÉN CARRASCO. Familia, Escuela e Inmigración PDFDocumento38 páginasTERRÉN CARRASCO. Familia, Escuela e Inmigración PDFTania González ArandaAún no hay calificaciones
- TESIS FINAL - ADRIANA y JASBLEIDY - REVISADODocumento91 páginasTESIS FINAL - ADRIANA y JASBLEIDY - REVISADOYEZID QUINTANA CHILITO100% (1)
- Tdah Diana 2Documento65 páginasTdah Diana 2Diana CamachoAún no hay calificaciones
- Documento de Apoyo para El Abordaje de La Prevención de Adicciones en Educación Secuandaria PREDPA PDFDocumento50 páginasDocumento de Apoyo para El Abordaje de La Prevención de Adicciones en Educación Secuandaria PREDPA PDFDías y FloresAún no hay calificaciones
- De regreso a la escuela: Un caso de intervención psicosocial en la infancia vulnerableDe EverandDe regreso a la escuela: Un caso de intervención psicosocial en la infancia vulnerableAún no hay calificaciones
- El estado de la niñez en Cali: Una mirada por comunasDe EverandEl estado de la niñez en Cali: Una mirada por comunasAún no hay calificaciones
- Calidad de vida y niñez: Perspectiva desde la investigación cualitativaDe EverandCalidad de vida y niñez: Perspectiva desde la investigación cualitativaAún no hay calificaciones
- Infancia y familias: Valores y estilo de educación (6-14 años)De EverandInfancia y familias: Valores y estilo de educación (6-14 años)Aún no hay calificaciones
- Foro 5 y 6 Simulación GerencialDocumento4 páginasForo 5 y 6 Simulación GerencialSchz Angela100% (1)
- Estado Del Arte y Gestión de La InformaciónDocumento8 páginasEstado Del Arte y Gestión de La InformaciónSchz AngelaAún no hay calificaciones
- PROYECTO - Entrega 1Documento10 páginasPROYECTO - Entrega 1Schz AngelaAún no hay calificaciones
- Formato Planear TransferenciaDocumento2 páginasFormato Planear TransferenciaSchz AngelaAún no hay calificaciones
- Lista Chequeo Producto UnoDocumento2 páginasLista Chequeo Producto UnoSchz AngelaAún no hay calificaciones
- D1 A1 FICHA COM. Planificamos y Escribimos Un Afiche Publicitario.Documento2 páginasD1 A1 FICHA COM. Planificamos y Escribimos Un Afiche Publicitario.VictoriaPaulinaAún no hay calificaciones
- Catálogo EternitDocumento52 páginasCatálogo EternitJony HerreraAún no hay calificaciones
- Pub1 - La Hisotoria de La AIMMGM PDFDocumento151 páginasPub1 - La Hisotoria de La AIMMGM PDFkevinsardini0% (1)
- Instructivo Xpert PacioliDocumento13 páginasInstructivo Xpert PacioliMary Aquino CastilloAún no hay calificaciones
- Juev 23-Plan Lector-Leemos Afiches Sobre La Hora Del Planeta-Maestras de Primaria PerúDocumento6 páginasJuev 23-Plan Lector-Leemos Afiches Sobre La Hora Del Planeta-Maestras de Primaria Perújudith gonzalesAún no hay calificaciones
- Nuevo ZapperDocumento2 páginasNuevo Zappertrm915572Aún no hay calificaciones
- Modulo 1 Lengua Bloque 1 PDFDocumento50 páginasModulo 1 Lengua Bloque 1 PDFCarmenAún no hay calificaciones
- Memoria Chanel FinalDocumento20 páginasMemoria Chanel Finaledwardandresteoi0% (1)
- AppPOS80AMUSE User GuideDocumento48 páginasAppPOS80AMUSE User GuideVidoJRAún no hay calificaciones
- Plan de Preparacion Ancash 2023 - 2027Documento239 páginasPlan de Preparacion Ancash 2023 - 2027Jose Alberto Gutierrez RurushAún no hay calificaciones
- Indicadores CinemáticosDocumento5 páginasIndicadores CinemáticosLup BelloAún no hay calificaciones
- Lineamientos NubeDocumento43 páginasLineamientos NubeLa LeyAún no hay calificaciones
- π DEFINICIONDocumento2 páginasπ DEFINICIONAntonio Cafeel Martinez SevillaAún no hay calificaciones
- Herramientas de Power PointDocumento67 páginasHerramientas de Power PointGermanAún no hay calificaciones
- Análisis MERDocumento14 páginasAnálisis MERLuiz Cz'Aún no hay calificaciones
- Ley de Coulomb - Ejercicios Resueltos: Kevin RodriguezDocumento5 páginasLey de Coulomb - Ejercicios Resueltos: Kevin RodriguezAshley BalcazarAún no hay calificaciones
- Programa de Sociología PolíticaDocumento7 páginasPrograma de Sociología PolíticaBianca Ramírez RiveraAún no hay calificaciones
- Eje 1 - Frigerio, Baquero y Diker. (Comps) Las Formas de Lo Escolar. Prólogo y Capítulo Docentes Esc 57, Baquero y GrecoDocumento31 páginasEje 1 - Frigerio, Baquero y Diker. (Comps) Las Formas de Lo Escolar. Prólogo y Capítulo Docentes Esc 57, Baquero y GrecoAfter Ale100% (1)
- S13.s2 - Teoria Del Desarrollo PsicosocialDocumento12 páginasS13.s2 - Teoria Del Desarrollo PsicosocialNiurka RodriguezAún no hay calificaciones
- Principios ÉticosDocumento3 páginasPrincipios ÉticosMARLON ORLANDO NOVOA MUnOZAún no hay calificaciones
- Diarios 11° Semana de IntervenciónDocumento6 páginasDiarios 11° Semana de IntervenciónMaría del Carmen Millán FloresAún no hay calificaciones
- Proceso Generativo Prácticas DialogicasDocumento29 páginasProceso Generativo Prácticas DialogicasJavier Labarthe CarraraAún no hay calificaciones
- Fuente Dc. Laboratorio CircuitosDocumento4 páginasFuente Dc. Laboratorio CircuitosJunior ALdair Andrade SiancasAún no hay calificaciones
- ALEJANDRA Unidad-3-Tarea - 3 - Aplicación Teoría de ConjuntosDocumento26 páginasALEJANDRA Unidad-3-Tarea - 3 - Aplicación Teoría de ConjuntosArgelio Arias SanchezAún no hay calificaciones
- 02 RV 1ra 23 1.pmd PDFDocumento30 páginas02 RV 1ra 23 1.pmd PDFRaúl De la CruzAún no hay calificaciones
- Normas Internacionales de Contabilidad Subir Aula Contabilidad 1Documento61 páginasNormas Internacionales de Contabilidad Subir Aula Contabilidad 1ANALFI GOMEZAún no hay calificaciones
- 2022-Tarea Numero 2Documento4 páginas2022-Tarea Numero 2Aranzazu Vizguerra GarciaAún no hay calificaciones
- Modelo Entrevista Semi EstructuradaDocumento3 páginasModelo Entrevista Semi EstructuradaAndrés GarcíaAún no hay calificaciones
- Justificacion y Antecedentes de Una InvestigacionDocumento11 páginasJustificacion y Antecedentes de Una InvestigacionAlex Saca MoraAún no hay calificaciones
- El Marco Jurídico Constitucional de Las Áreas MetropolitanasDocumento14 páginasEl Marco Jurídico Constitucional de Las Áreas MetropolitanasQuintín DovarganesAún no hay calificaciones