También podría gustarte
- Especificaciones para Tuberias en Sitio Trazabilidad Del MaterialDocumento13 páginasEspecificaciones para Tuberias en Sitio Trazabilidad Del MaterialMartin Morales RodriguezAún no hay calificaciones
- Memoria CompresorDocumento44 páginasMemoria CompresorAlexander Gomez Cassab100% (1)
- Norma W.P.S.Documento3 páginasNorma W.P.S.ALEXANDRA GARCIA CAICEDO100% (3)
- Memoria de Calculo Soldadura PDFDocumento16 páginasMemoria de Calculo Soldadura PDFNelson Eduardo Zárate SalazarAún no hay calificaciones
- AWS D1.1 D1.1M 2020 - Unlocked 221 320Documento100 páginasAWS D1.1 D1.1M 2020 - Unlocked 221 320Jorge Andy Arce CaricariAún no hay calificaciones
- No-90-016 EeppDocumento7 páginasNo-90-016 EeppPamela AngelinneAún no hay calificaciones
- Análisis EstructuralDocumento28 páginasAnálisis EstructuralAbrahanAún no hay calificaciones
- Fab - Pro-07 - Restauracion Soldada de Metal Base Con Agujeros Mal UbicadosDocumento9 páginasFab - Pro-07 - Restauracion Soldada de Metal Base Con Agujeros Mal UbicadosEmerson BarretoAún no hay calificaciones
- III Conexiones Precalificadas PDFDocumento38 páginasIII Conexiones Precalificadas PDFAnonymous 08ObAbAún no hay calificaciones
- B311Parte 7 Soporte de Tuberias PDFDocumento10 páginasB311Parte 7 Soporte de Tuberias PDFNil Gonzalez DunkleyAún no hay calificaciones
- Et-006 Ajuste y TorqueoDocumento6 páginasEt-006 Ajuste y Torqueomec_humalexAún no hay calificaciones
- DOBLADODocumento21 páginasDOBLADOJuan Pablo SanabriaAún no hay calificaciones
- Formatos de Aseguramiento de Calidad (Q.A. Y Q.C.)Documento12 páginasFormatos de Aseguramiento de Calidad (Q.A. Y Q.C.)VanessaCarranzaRochabrunAún no hay calificaciones
- 86 - Notas Sobre Formula de Graux-TP2Documento4 páginas86 - Notas Sobre Formula de Graux-TP2Ignacio GutiérrezAún no hay calificaciones
- Mecánica de Suelos Estanque Las PeñasDocumento13 páginasMecánica de Suelos Estanque Las PeñasRojo ArrebolAún no hay calificaciones
- Viento Galpon para ConstruaprendeDocumento7 páginasViento Galpon para ConstruaprendeCarlos Felipe Vergara UretaAún no hay calificaciones
- MA-1-ASME Sección IX 2017 - Introducción y Cambios en La Edicion 2017Documento5 páginasMA-1-ASME Sección IX 2017 - Introducción y Cambios en La Edicion 2017Humberto Ernesto Di Ciccio100% (1)
- (De-2388) Cot D.E. Casa en La Siria PDFDocumento3 páginas(De-2388) Cot D.E. Casa en La Siria PDFBrayan Alexander MolinaAún no hay calificaciones
- Memoria Calculo Estructural Planta Industrial1Documento2 páginasMemoria Calculo Estructural Planta Industrial1Santidas Santidas100% (1)
- Ficha Tecnica Pintura para Pozas Bonn Epoxi Novolac PDFDocumento2 páginasFicha Tecnica Pintura para Pozas Bonn Epoxi Novolac PDFFredy Chile LetonaAún no hay calificaciones
- Informe de Memoria de Calculo - NovaPlazaDocumento22 páginasInforme de Memoria de Calculo - NovaPlazaMirkiñho Gutiérrez QuirozAún no hay calificaciones
- Especificaciones Pdvsa TeaDocumento5 páginasEspecificaciones Pdvsa TeaDIEGO ANDRES NINOAún no hay calificaciones
- Recomendaciones para La Ejecución de Uniones SoldadasDocumento32 páginasRecomendaciones para La Ejecución de Uniones Soldadasmanuellozano71Aún no hay calificaciones
- Soldadura de Tuberías Progresión AscendenteDocumento8 páginasSoldadura de Tuberías Progresión AscendentePercyAlexanderAún no hay calificaciones
- Metunas Perfiles Conformados en Frio PDFDocumento16 páginasMetunas Perfiles Conformados en Frio PDFRuben Cruz SAún no hay calificaciones
- 9.placa BaseDocumento48 páginas9.placa BaseLuis DíazAún no hay calificaciones
- Dossier de Fabricacion-Tanques y ConstruccionesDocumento74 páginasDossier de Fabricacion-Tanques y ConstruccionesJavier Enrique Cruz100% (1)
- Formato AWS D1.1Documento3 páginasFormato AWS D1.1Talca Calderón100% (1)
- Taller 4 CompletoDocumento12 páginasTaller 4 CompletodavidAún no hay calificaciones
- GALPONESDocumento18 páginasGALPONESMaickol Lukas Aracena CabreraAún no hay calificaciones
- Diseño Vigas Compuestas 22-v1Documento49 páginasDiseño Vigas Compuestas 22-v1Bastian Alvarez100% (1)
- Modelo Peritaje PórticosDocumento9 páginasModelo Peritaje PórticosedigsonperezAún no hay calificaciones
- Temario - M4T4 - Depósitos Prefabricados y MetálicosDocumento63 páginasTemario - M4T4 - Depósitos Prefabricados y MetálicosMario GuillenAún no hay calificaciones
- Tiempos de SoldaduraDocumento2 páginasTiempos de Soldadurabisuteria1Aún no hay calificaciones
- Bloques de CalibracionDocumento7 páginasBloques de CalibracionPablo Enrique Saurith DiazAún no hay calificaciones
- LSPM GR2 PR3 SilvaDocumento4 páginasLSPM GR2 PR3 SilvaSteven SilvaAún no hay calificaciones
- Tabla de Pares de AprieteDocumento2 páginasTabla de Pares de AprieteHector AlvaradoAún no hay calificaciones
- Memoria de Cálculo Estructural: Calza SoporteDocumento7 páginasMemoria de Cálculo Estructural: Calza SoporteWilliam Andersen Martinez SantosAún no hay calificaciones
- C-461-20-Inspeccion y Diagnostico de Vivienda Afectada Por Corrosion - Asia Lima REV 01Documento7 páginasC-461-20-Inspeccion y Diagnostico de Vivienda Afectada Por Corrosion - Asia Lima REV 01JorgeTupiaAún no hay calificaciones
- Diseño y Calculos de Una Estructura Soporte para Bomba de Tornillo CompletoDocumento13 páginasDiseño y Calculos de Una Estructura Soporte para Bomba de Tornillo CompletoU.a.PedritoAún no hay calificaciones
- Cal CuloDocumento143 páginasCal CuloPatricio Toaquiza ChiguanoAún no hay calificaciones
- Propuesta EconomicaDocumento1 páginaPropuesta EconomicaCristian pardo riveraAún no hay calificaciones
- Designaciones Del AceroDocumento5 páginasDesignaciones Del AceroJose Angel Mamani CondoriAún no hay calificaciones
- Dosificacion TecDocumento6 páginasDosificacion TecJairo BarqueroAún no hay calificaciones
- Normas de PinturaDocumento58 páginasNormas de PinturaEdward CoraspeAún no hay calificaciones
- Cortes Horizontal y Verticales en NavisworkDocumento6 páginasCortes Horizontal y Verticales en NavisworkVivi RumipambaAún no hay calificaciones
- Sistema de Acoplamiento Mecánico Conectores para Varilla CMH RollerDocumento9 páginasSistema de Acoplamiento Mecánico Conectores para Varilla CMH RollerEverardo GómezAún no hay calificaciones
- Procedimiento Diseño Metalcom SAP2000Documento3 páginasProcedimiento Diseño Metalcom SAP2000Nayaret avilaAún no hay calificaciones
- Procedimiento de Montaje de Tanques VertcalesDocumento3 páginasProcedimiento de Montaje de Tanques VertcalesJorch GalvanAún no hay calificaciones
- Columnas Esbeltas Sometidas A Flexo CompresionDocumento60 páginasColumnas Esbeltas Sometidas A Flexo CompresionJose Maria Saenz Neria100% (4)
- Especificaciones Técnicas Civiles PDFDocumento39 páginasEspecificaciones Técnicas Civiles PDFJuan Carlos Parra DiazAún no hay calificaciones
- Rubrica 3-2Documento6 páginasRubrica 3-2Daniel Aguilar CarapiAún no hay calificaciones
- Método de Líneas de FluenciaDocumento29 páginasMétodo de Líneas de FluenciaAna Gabriela Mora OrtegaAún no hay calificaciones
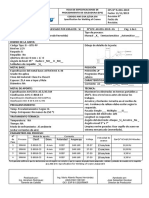
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocumento1 página1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- Procedimientos de Soldadura WPS - PQRDocumento11 páginasProcedimientos de Soldadura WPS - PQRJonathan Alexander De LargeAún no hay calificaciones
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocumento4 páginasCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliAún no hay calificaciones
- NormalizaciónDocumento8 páginasNormalizaciónYeimy Katherine CasallasAún no hay calificaciones
- Control de Procesos de Soldadura en Construcciones IndustrialesDocumento8 páginasControl de Procesos de Soldadura en Construcciones IndustrialesBorisAún no hay calificaciones
- Calificacion de SoldadoresDocumento55 páginasCalificacion de SoldadoresAndrés CalvoAún no hay calificaciones
- Calificacion de Soldadores AwsDocumento7 páginasCalificacion de Soldadores AwsanabelguadalupeAún no hay calificaciones
- Manual Tecnico Sistema Multicapa 2011Documento42 páginasManual Tecnico Sistema Multicapa 2011MantRGAún no hay calificaciones
- Ensayo CBRDocumento6 páginasEnsayo CBRJuliana LopezAún no hay calificaciones
- AdobeDocumento6 páginasAdobeGian Karlo Beltran GutierrezAún no hay calificaciones
- Manual de SoldaduraDocumento175 páginasManual de SoldaduraJorge Rosero Quevedo100% (3)
- PreguntasDocumento1 páginaPreguntasMiguelito Vargas SolisAún no hay calificaciones
- Realidad Aumentada TRABAJO ESCRITODocumento24 páginasRealidad Aumentada TRABAJO ESCRITOMiguel LorenzoAún no hay calificaciones
- Silabo 2018 de Introducción A La Minería.Documento6 páginasSilabo 2018 de Introducción A La Minería.Isaac Manuel Rodriguez LavadoAún no hay calificaciones
- Recomendaciones para Recuperacion de Pureza de Hidrogeno en El Generador Electrico de La TG 5 o 6Documento2 páginasRecomendaciones para Recuperacion de Pureza de Hidrogeno en El Generador Electrico de La TG 5 o 6ann perezAún no hay calificaciones
- Asfaltos Derivados de PetróleoDocumento2 páginasAsfaltos Derivados de PetróleoDaniel PerezAún no hay calificaciones
- Zapata Corrida Muro Albanileria 3 PISOS Rev Est SuelosDocumento4 páginasZapata Corrida Muro Albanileria 3 PISOS Rev Est SuelosDiegoCastilloAún no hay calificaciones
- Predimensionamiento-Columnas-Vigas-Placas y LosasDocumento9 páginasPredimensionamiento-Columnas-Vigas-Placas y LosasjesusAún no hay calificaciones
- Listado de Las Reuniones Del Asfalto 2007Documento27 páginasListado de Las Reuniones Del Asfalto 2007Gerson CarrascoAún no hay calificaciones
- Catalogo Productos Climax 2016 - 2017 PDFDocumento116 páginasCatalogo Productos Climax 2016 - 2017 PDFRaquel DuránAún no hay calificaciones
- Ahc-80 Plus Full GaugeDocumento2 páginasAhc-80 Plus Full GaugekathyaAún no hay calificaciones
- 1.0 Accionamientos ElectromecánicosDocumento48 páginas1.0 Accionamientos ElectromecánicosLeonardo Gonzales AndradeAún no hay calificaciones
- Act Informe Componente PracticoDocumento20 páginasAct Informe Componente PracticoGestión CDC-FDCAún no hay calificaciones
- GN 10 (10) 20 08 F0S1-P0C1Documento3 páginasGN 10 (10) 20 08 F0S1-P0C1fornerodAún no hay calificaciones
- Cuestionario de Ciencia y TecnologiaDocumento3 páginasCuestionario de Ciencia y TecnologiaMiguel Ángel RainAún no hay calificaciones
- Alineamiento ImprimirDocumento12 páginasAlineamiento ImprimirMario OGAún no hay calificaciones
- Club 59 - Cel 3GDocumento79 páginasClub 59 - Cel 3GHoracio Daniel VallejoAún no hay calificaciones
- Turbina de VaporDocumento41 páginasTurbina de Vaporjussie 110% (1)
- Brochure Immco PDFDocumento46 páginasBrochure Immco PDFAnderson Baquerizo AnccoAún no hay calificaciones
- Cálculo Cobertura - AnálisisDocumento27 páginasCálculo Cobertura - AnálisisJOSE CRUZAún no hay calificaciones
- Proyecto Trazabilidad BasurasDocumento5 páginasProyecto Trazabilidad Basurashenry.serna80% (5)
- Eco Fichas Solvis Max GasDocumento2 páginasEco Fichas Solvis Max Gasanon-835434Aún no hay calificaciones
- Tecnologia de AutomatizacionDocumento92 páginasTecnologia de AutomatizacionMario AliagaAún no hay calificaciones
- Sifon Invertido 2018Documento11 páginasSifon Invertido 2018DiegoMártinChalcoPerezAún no hay calificaciones
- SKF TMFT 36Documento2 páginasSKF TMFT 36TomasAún no hay calificaciones
- Informe Laboratorios FICAYADocumento8 páginasInforme Laboratorios FICAYADavid TayanAún no hay calificaciones
- Capitulo 2 MotoresDocumento49 páginasCapitulo 2 MotoresGabito RiberaAún no hay calificaciones