También podría gustarte
- Ficha Tecnica Acero Galvanizado PDFDocumento3 páginasFicha Tecnica Acero Galvanizado PDFjenchluis ricardo verde carbajalAún no hay calificaciones
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Documento24 páginasPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoAún no hay calificaciones
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocumento2 páginas152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Criterio Basico Estructural en EdificacionesDocumento32 páginasCriterio Basico Estructural en Edificacionescarlos peñaAún no hay calificaciones
- Procedimiento Ajuste Uniones BridadasDocumento13 páginasProcedimiento Ajuste Uniones BridadasJorge A VilalAún no hay calificaciones
- Indura 6011 - Aws E-6011 PDFDocumento1 páginaIndura 6011 - Aws E-6011 PDFJuan RuedaAún no hay calificaciones
- Presentacion de La Contratista Mario BermeoDocumento10 páginasPresentacion de La Contratista Mario BermeojoseAún no hay calificaciones
- Tubo de Acero A53 PDFDocumento2 páginasTubo de Acero A53 PDFLalo Apaza LeonAún no hay calificaciones
- Esquema de Los Elementos de Un Proyecto de ConstrucciónDocumento1 páginaEsquema de Los Elementos de Un Proyecto de ConstrucciónJimmysAún no hay calificaciones
- Dimensional control protocol for metal door Pm 6Documento2 páginasDimensional control protocol for metal door Pm 6Nohelia Luz Jiménez ValenzuelaAún no hay calificaciones
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFDocumento10 páginasReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloAún no hay calificaciones
- CM-SIG-PRO-010 MUROS DE ALBAÑILERÍA Rev. 00Documento7 páginasCM-SIG-PRO-010 MUROS DE ALBAÑILERÍA Rev. 00JUAN AUGUSTO MONZON ZEGARRAAún no hay calificaciones
- Procedimiento Aplicación de Soldadura GMAW PeruDocumento4 páginasProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraAún no hay calificaciones
- WPS-0001-FCAWDocumento1 páginaWPS-0001-FCAWAnthonyCardenasAún no hay calificaciones
- Montaje tanques API procedimientoDocumento12 páginasMontaje tanques API procedimientoGermánZapataNahuelAún no hay calificaciones
- Hi Flow Grout PDFDocumento3 páginasHi Flow Grout PDFJesus RakmonAún no hay calificaciones
- Procedimiento para La Aplicacion de Soldadura en Horno de CementoDocumento7 páginasProcedimiento para La Aplicacion de Soldadura en Horno de CementoAdrian GonzalezAún no hay calificaciones
- Losas AligeradasDocumento23 páginasLosas AligeradasPaola Gonzalez MoralesAún no hay calificaciones
- Ficha Técnica Bloques de Concreto 15x40x20 CMDocumento1 páginaFicha Técnica Bloques de Concreto 15x40x20 CMRodolfo Fallas100% (2)
- Procedimiento de Ejecución SoldaduraDocumento6 páginasProcedimiento de Ejecución SoldaduraAlex AstuhuamanAún no hay calificaciones
- Actividades Sec Rotadisco HetlandDocumento2 páginasActividades Sec Rotadisco HetlandJames BrownAún no hay calificaciones
- Ficha Tecnica ButiloDocumento2 páginasFicha Tecnica Butilopedro nafer castilloAún no hay calificaciones
- Tipos de PISOSDocumento17 páginasTipos de PISOSJhormanAndresContrerasAún no hay calificaciones
- Postes PEMEX PDFDocumento10 páginasPostes PEMEX PDFCarlos A VillalobosAún no hay calificaciones
- Catalogo TradisaDocumento1 páginaCatalogo TradisaDanny M Hurtado TaypeAún no hay calificaciones
- Titan8 PDFDocumento1 páginaTitan8 PDFRoberto Chacon AlvarezAún no hay calificaciones
- HT-001 Cellocord P Ed. 07 E6010Documento1 páginaHT-001 Cellocord P Ed. 07 E6010Moises Alvaro Huacca CcasoAún no hay calificaciones
- Plan de Trabajo - Estructuras Metálicas - Ruiz GalloDocumento20 páginasPlan de Trabajo - Estructuras Metálicas - Ruiz GallojahiroAún no hay calificaciones
- Lista de SoldadoresDocumento1 páginaLista de SoldadoresFernando Alex Romero GomezAún no hay calificaciones
- Brochure Imc.2018Documento11 páginasBrochure Imc.2018BladyMaitaCiprianoAún no hay calificaciones
- Empalme de VigasDocumento1 páginaEmpalme de VigasJas PortAún no hay calificaciones
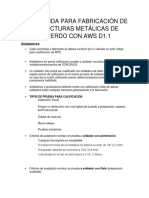
- Guia Rápida para Fabricación de Estructuras Metálicas AWS D1.1Documento4 páginasGuia Rápida para Fabricación de Estructuras Metálicas AWS D1.1mendozaAún no hay calificaciones
- Presupuesto Sandblasting Mas PinturaDocumento1 páginaPresupuesto Sandblasting Mas PinturaRaykel Delgado100% (1)
- Metodos de Reparacion para GrietasDocumento1 páginaMetodos de Reparacion para GrietasCristian Javier SandovalAún no hay calificaciones
- Jotamastic 90 PDFDocumento7 páginasJotamastic 90 PDFEddo CarrionAún no hay calificaciones
- Op25208 Interpoxy Finish 885 SM Gris Ral 7035 DepconstDocumento1 páginaOp25208 Interpoxy Finish 885 SM Gris Ral 7035 DepconstHector MacavilcaAún no hay calificaciones
- Montaje de Tanque PDFDocumento64 páginasMontaje de Tanque PDFSERVIN MICHELAún no hay calificaciones
- Farelo Mancilla Juan Carlos Investigacion de Fabricacion y MontajeDocumento15 páginasFarelo Mancilla Juan Carlos Investigacion de Fabricacion y MontajeJuan Carlos Farelo MancillaAún no hay calificaciones
- Esquema de Soldadura TerquincaDocumento9 páginasEsquema de Soldadura TerquincaJulio César Párraga Curiel100% (1)
- Acero Astm A 307 Grado B / Sae 1020 Astm A193 Grado B7 Hasta 2 "Documento2 páginasAcero Astm A 307 Grado B / Sae 1020 Astm A193 Grado B7 Hasta 2 "Cynthia GimAún no hay calificaciones
- Arenado y PintadoDocumento9 páginasArenado y PintadoJanio OliverAún no hay calificaciones
- Petrochemistry SPADocumento44 páginasPetrochemistry SPARuben Dario Mamani ArellanoAún no hay calificaciones
- Equipos Portatiles - Tolvas PDFDocumento4 páginasEquipos Portatiles - Tolvas PDFELTIPAZOAún no hay calificaciones
- Manual de La Hoja de ExcelDocumento17 páginasManual de La Hoja de ExcelLuis Fernando Palomino YupaAún no hay calificaciones
- C-461-20-Inspeccion y Diagnostico de Vivienda Afectada Por Corrosion - Asia Lima REV 01Documento7 páginasC-461-20-Inspeccion y Diagnostico de Vivienda Afectada Por Corrosion - Asia Lima REV 01JorgeTupiaAún no hay calificaciones
- Duplex 2205Documento2 páginasDuplex 2205AlvialvarezAún no hay calificaciones
- B31 9Documento11 páginasB31 9Pablo AmbatoAún no hay calificaciones
- 2018 MC RAMFILL Op Ficha Técnica A y BDocumento2 páginas2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Documento18 páginasESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Manuel FARIAS IMANAún no hay calificaciones
- Especifaciones RotuloDocumento2 páginasEspecifaciones RotuloEddie PospoyAún no hay calificaciones
- 19-Diseño de Conexiones IDocumento26 páginas19-Diseño de Conexiones ILuis EspinozaAún no hay calificaciones
- Viga CarrileraDocumento5 páginasViga CarrileraJulio GarciaAún no hay calificaciones
- 2 Inspección VisualDocumento12 páginas2 Inspección VisualWaldomiroCanoAún no hay calificaciones
- GO-Pr-007 Vaciado de PedestalesDocumento17 páginasGO-Pr-007 Vaciado de PedestalesMax KazumaAún no hay calificaciones
- Procedimiento Fabricación de VigaDocumento12 páginasProcedimiento Fabricación de VigaCarlos Alberto OviedoAún no hay calificaciones
- Memoria Descriptiva y Requerimiento TecnicoDocumento18 páginasMemoria Descriptiva y Requerimiento Tecnicomari carmenAún no hay calificaciones
- Arco Parabolico MUNI.Documento1 páginaArco Parabolico MUNI.Gustavo Iván Troya JimenezAún no hay calificaciones
- Colocacion-Conector Mecanico-Rev 3Documento14 páginasColocacion-Conector Mecanico-Rev 3Everardo GómezAún no hay calificaciones
- Especificación TuberíaDocumento7 páginasEspecificación TuberíadavidAún no hay calificaciones
- Conector Nuevo 12 2017Documento1 páginaConector Nuevo 12 2017Everardo GómezAún no hay calificaciones
- 01 Ficha Tecnica RollerDocumento2 páginas01 Ficha Tecnica RollerEverardo GómezAún no hay calificaciones
- Colocacion-Conector Mecanico-Rev 3Documento14 páginasColocacion-Conector Mecanico-Rev 3Everardo GómezAún no hay calificaciones
- Síntesis Norma NMX-B-506-CANACERO-2011Documento1 páginaSíntesis Norma NMX-B-506-CANACERO-2011Everardo GómezAún no hay calificaciones
- NMX B 506 CanaceroDocumento21 páginasNMX B 506 CanaceroAldo RodriguezAún no hay calificaciones
- Parcial Propuesto #2Documento9 páginasParcial Propuesto #2Jesús MarínAún no hay calificaciones
- PROYECTO Alexandre Ide Raúl DelgadoDocumento51 páginasPROYECTO Alexandre Ide Raúl DelgadododeskadeAún no hay calificaciones
- Memoria de Cálculo de EstructurasDocumento17 páginasMemoria de Cálculo de EstructurasWalter Ortega EspinozaAún no hay calificaciones
- S01. s1 - MATERIAL - SOLUCIONDocumento38 páginasS01. s1 - MATERIAL - SOLUCIONtania buendiaAún no hay calificaciones
- Proceso Constructivo de Una Vivienda InfografiaDocumento1 páginaProceso Constructivo de Una Vivienda InfografiaDavid AngelAún no hay calificaciones
- Ing. Wilfredo Gutierrez - Cimentaciones ProfundasDocumento41 páginasIng. Wilfredo Gutierrez - Cimentaciones ProfundasCharlie_nichAún no hay calificaciones
- Apuntes AceroDocumento9 páginasApuntes Acerolarenastoro7945Aún no hay calificaciones
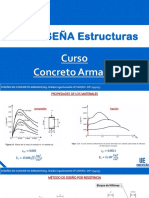
- UnienseñaDocumento30 páginasUnienseñaJilberFloresRamosAún no hay calificaciones
- 06-Sistema Mixto PDFDocumento8 páginas06-Sistema Mixto PDFpablopelaAún no hay calificaciones
- PDF Plan Global Hormigon Armado II Bueno255 - CompressDocumento20 páginasPDF Plan Global Hormigon Armado II Bueno255 - CompressalbaroAún no hay calificaciones
- DUCTILIDADDocumento6 páginasDUCTILIDADLuis George Odar AcostaAún no hay calificaciones
- Parte 2 Apuntes Del CursoDocumento243 páginasParte 2 Apuntes Del CursoThomas BenucciAún no hay calificaciones
- MEMORIAS ESTR - EDIFICIO ViviendaDocumento32 páginasMEMORIAS ESTR - EDIFICIO ViviendaKevin Kastañeda100% (1)
- PAREDES DE CORTANTE: UNA RESPUESTA EFECTIVA PARA LA RESISTENCIA SÍSMICADocumento17 páginasPAREDES DE CORTANTE: UNA RESPUESTA EFECTIVA PARA LA RESISTENCIA SÍSMICAChain Efrain Torres JulianAún no hay calificaciones
- Concreto Armado DetallesDocumento59 páginasConcreto Armado DetallesLuis A GarciaAún no hay calificaciones
- Concreto Armado - Cuestionario - Parte TeoricaDocumento3 páginasConcreto Armado - Cuestionario - Parte TeoricaMarvin Lazaro SulcaAún no hay calificaciones
- Memoria Calculo ColegioDocumento38 páginasMemoria Calculo ColegioAnonymous bJpnvRCQO4Aún no hay calificaciones
- Diseño de Estructuras Sismo ResistentesDocumento7 páginasDiseño de Estructuras Sismo ResistentesjorgeAún no hay calificaciones
- Texto Hormigon Armado J.musicDocumento146 páginasTexto Hormigon Armado J.musicWaldo Adones OlidenAún no hay calificaciones
- ManualTécnicoCorrugadosPosterioresResinaEC2Edición052004Documento32 páginasManualTécnicoCorrugadosPosterioresResinaEC2Edición052004Yared IsraelAún no hay calificaciones
- Trabajo 1Documento6 páginasTrabajo 1Andres RomeroAún no hay calificaciones
- ACERODocumento24 páginasACEROEvelyn RomeroAún no hay calificaciones
- Manual de Wurth de Tecnicas de AnclajeDocumento126 páginasManual de Wurth de Tecnicas de AnclajeArgenis Portillo OAún no hay calificaciones
- Hormigón Armado PDFDocumento10 páginasHormigón Armado PDFAlvaro Emilio Diaz CalderónAún no hay calificaciones
- HORMIGÓN ESTRUCTURAL. Diseño Por Estados Límites. Parte 1Documento567 páginasHORMIGÓN ESTRUCTURAL. Diseño Por Estados Límites. Parte 1Daniel Adhemar Serrudo Caballero50% (2)
- Memoria Descriptiva Estructuras - Manuel PradoDocumento65 páginasMemoria Descriptiva Estructuras - Manuel PradoRodrigo Teran MermaAún no hay calificaciones
- Condori Montero, Jorge FernandoDocumento340 páginasCondori Montero, Jorge FernandoLuis EnriqueAún no hay calificaciones
- Diseño y tipos de escaleras en albañileríaDocumento45 páginasDiseño y tipos de escaleras en albañileríaLuis ZR100% (2)
- Diseño Estructural Ordinario..........Documento88 páginasDiseño Estructural Ordinario..........ISAAC DIAZ MANTILLAAún no hay calificaciones
- E.L.U Frente A Solicitaciones Normales de Estructuras de HormigónDocumento35 páginasE.L.U Frente A Solicitaciones Normales de Estructuras de HormigónVince GilvertAún no hay calificaciones