También podría gustarte
- Práctico de Repaso Sobre Sistemas de Ecuaciones 2x2Documento1 páginaPráctico de Repaso Sobre Sistemas de Ecuaciones 2x2Jenifer RodriguezAún no hay calificaciones
- Educación Técnica. Anexo 2Documento26 páginasEducación Técnica. Anexo 2Daniela BussonAún no hay calificaciones
- Practica Deportiva 2 Futbol y Su EnseñanzaDocumento12 páginasPractica Deportiva 2 Futbol y Su EnseñanzaCristian H. InalefAún no hay calificaciones
- Números Complejos en Forma PolarDocumento19 páginasNúmeros Complejos en Forma Polarjessica arri quirino100% (1)
- Rangel Hernández, César AbdelDocumento115 páginasRangel Hernández, César AbdelJuan Carlos Beltrán Valdivia0% (1)
- Diseño de Moldes de Inyección de TermoplásticosDocumento3 páginasDiseño de Moldes de Inyección de TermoplásticosAnnieAún no hay calificaciones
- 4 Unidad Pesos Moleculares PDFDocumento36 páginas4 Unidad Pesos Moleculares PDFJoshua LeeAún no hay calificaciones
- Calculo de Deformaciones en La Cavidad y MachoDocumento8 páginasCalculo de Deformaciones en La Cavidad y MachoAnonymous i0SMnrOAún no hay calificaciones
- Tablas Propiedades PlasticosDocumento7 páginasTablas Propiedades PlasticosJesus Eduardo Hernandez AlvarezAún no hay calificaciones
- Trabajo Practico Sistemas de EcuacionesDocumento3 páginasTrabajo Practico Sistemas de EcuacionesJuan ChoqueAún no hay calificaciones
- IMx-16Plus UM ES 15V-090-00081-100Documento73 páginasIMx-16Plus UM ES 15V-090-00081-100Miguel NavaAún no hay calificaciones
- Introducción Al Álgebra LinealDocumento10 páginasIntroducción Al Álgebra LinealGustavo Alberto Leon HerreraAún no hay calificaciones
- Proyecto de Grado 11°Documento35 páginasProyecto de Grado 11°Yisela SánchezAún no hay calificaciones
- Manual Basico Operadores InyeccionDocumento75 páginasManual Basico Operadores InyeccionCathy TorresAún no hay calificaciones
- Transformacion de PlasticosDocumento95 páginasTransformacion de PlasticosnormiuxesAún no hay calificaciones
- Elementos de UniónDocumento43 páginasElementos de Uniónrobyn100Aún no hay calificaciones
- Husillo BarreraDocumento4 páginasHusillo BarreraSantiago EncaladaAún no hay calificaciones
- Talleres de CarpinteríaDocumento20 páginasTalleres de CarpinteríaKelly Solano100% (1)
- Reporte de PrácticaDocumento7 páginasReporte de PrácticaFili GarciaAún no hay calificaciones
- Reingenieria de Una Extrusora de Tornillo SimpleDocumento6 páginasReingenieria de Una Extrusora de Tornillo SimpleJulio César Matute CorderoAún no hay calificaciones
- Poliamidas PresentacionDocumento16 páginasPoliamidas PresentacionJohn Michael Velasco Torrejón100% (1)
- Inyeccion de Plasticos PDFDocumento8 páginasInyeccion de Plasticos PDFJose Alberto Barrios MéndezAún no hay calificaciones
- PLASTICOSDocumento13 páginasPLASTICOSoriana bravo100% (1)
- Reciclado Plasticos Espanol PDFDocumento61 páginasReciclado Plasticos Espanol PDFMati FornoAún no hay calificaciones
- Diseño de Piezas de PlasticoDocumento10 páginasDiseño de Piezas de PlasticoHeeRy Rdz VIllaAún no hay calificaciones
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDocumento21 páginasDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianAún no hay calificaciones
- Tesis de Instalacion de Internet Inalambrico PDFDocumento253 páginasTesis de Instalacion de Internet Inalambrico PDFLuis Gutierrez Salazar0% (1)
- Trabajo de Consulta Procesos Industriales (Inyeccion Soplado)Documento19 páginasTrabajo de Consulta Procesos Industriales (Inyeccion Soplado)Maria Claudia Avendaño IllidgeAún no hay calificaciones
- Extrusión y Extrusión Soplado PDFDocumento14 páginasExtrusión y Extrusión Soplado PDFAlejandra GonzálezAún no hay calificaciones
- Impresion 3D PDFDocumento50 páginasImpresion 3D PDFaesyop100% (1)
- Faqpolyboard 4Documento25 páginasFaqpolyboard 4Juanito Goin100% (2)
- Proyeto Cientifico Bici GeneradoradorayDocumento14 páginasProyeto Cientifico Bici Generadoradorayangelito131100% (1)
- Las 53 Variables Del Proceso de La SerigrafíaDocumento8 páginasLas 53 Variables Del Proceso de La Serigrafíacamarillo_erickAún no hay calificaciones
- Proceso de MoldeoDocumento2 páginasProceso de MoldeoJesus Camilo Pertuz MontesAún no hay calificaciones
- Las Partes Principales Del MoldeDocumento6 páginasLas Partes Principales Del Moldeisaac27g100% (2)
- Clases Termo Fluidos UssDocumento32 páginasClases Termo Fluidos UsskathyAún no hay calificaciones
- Induccion ExtrusionDocumento21 páginasInduccion ExtrusionDarwin Lenin Iza PradoAún no hay calificaciones
- FeedersDocumento25 páginasFeedersJorge Hanibal CruzAún no hay calificaciones
- Proceso de Manufactura de Papel Corrugado de La Empresa Empaques Industriales de ColombiaDocumento45 páginasProceso de Manufactura de Papel Corrugado de La Empresa Empaques Industriales de ColombiaPAULA ANDREA GOMEZ SARAYAún no hay calificaciones
- Actividades 1 CDocumento25 páginasActividades 1 CPrim Gral Vicente GuerreroAún no hay calificaciones
- Materiales Poliméricos HomogéneosDocumento13 páginasMateriales Poliméricos HomogéneosClara MOralesAún no hay calificaciones
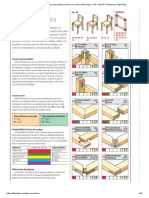
- Manual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Documento64 páginasManual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Parente Cid PedroAún no hay calificaciones
- Reciclaje TermoplásticosDocumento16 páginasReciclaje Termoplásticosnatxa123456789100% (3)
- Energía AutomotrizDocumento82 páginasEnergía AutomotrizVladimir AmpueroAún no hay calificaciones
- MT. Extrusora de PlasticoDocumento94 páginasMT. Extrusora de PlasticoKsiSantoAún no hay calificaciones
- Entrega Final IntegradorDocumento162 páginasEntrega Final IntegradorMilder Marisol Sarayasi SupoAún no hay calificaciones
- Fabricacion de Filamentos para Impresora 3D A Partir de Materiales Reciclados.Documento223 páginasFabricacion de Filamentos para Impresora 3D A Partir de Materiales Reciclados.Maria Monica Aristizabal100% (1)
- Extrusion y Soplado de PolimerosDocumento7 páginasExtrusion y Soplado de PolimerosJhonatan MontalvoAún no hay calificaciones
- S900-II Programacion Nivel 1Documento82 páginasS900-II Programacion Nivel 1Francisco MaciasAún no hay calificaciones
- 1Documento6 páginas1ruizinho06Aún no hay calificaciones
- Tema 3. Procesos de Fundición de Metales y AleacionesDocumento155 páginasTema 3. Procesos de Fundición de Metales y AleacionesBel CoroAún no hay calificaciones
- Moldes Por Inyeccion de PlasticoDocumento4 páginasMoldes Por Inyeccion de PlasticoAntonia FierrosAún no hay calificaciones
- DISEÑO+INDocumento57 páginasDISEÑO+INSally Aylin Peña AlcantaraAún no hay calificaciones
- Moldeo Por SopladoDocumento19 páginasMoldeo Por SopladoRoyner Castro PerezAún no hay calificaciones
- Rediseño de Pieza de Una Extrusora de Filamento - Impresoras 3DDocumento18 páginasRediseño de Pieza de Una Extrusora de Filamento - Impresoras 3DAnonymous ujA6RZFkaAún no hay calificaciones
- Compactadora de LatasDocumento13 páginasCompactadora de Latascristian stiven londono useche100% (1)
- TP SefinpolDocumento13 páginasTP SefinpolSebastian RodriguezAún no hay calificaciones
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Inicios de La Corporacion de Industrias Plasticas SDocumento6 páginasInicios de La Corporacion de Industrias Plasticas SLeslysita KimAún no hay calificaciones
- Tema Nº6 Conformado de Materiales PlasticosDocumento21 páginasTema Nº6 Conformado de Materiales PlasticosNico AlbertiAún no hay calificaciones
- Discos Compactos PDFDocumento66 páginasDiscos Compactos PDFPedro ProfesorAún no hay calificaciones
- Copia de MANUAL PRACTICO DE FIBRA CORRECIONJL Con Imagenes I PDFDocumento84 páginasCopia de MANUAL PRACTICO DE FIBRA CORRECIONJL Con Imagenes I PDFToto ToteAún no hay calificaciones
- A Quien No Le Gustaria Saberlo Todo Libr PDFDocumento5 páginasA Quien No Le Gustaria Saberlo Todo Libr PDFRoger Mauricio Garcia JimenezAún no hay calificaciones
- Manual de Preparacion y Correccion de MatricesDocumento48 páginasManual de Preparacion y Correccion de Matriceslilolin11178% (9)
- Elaboraciones Con Harina de TrigoDocumento45 páginasElaboraciones Con Harina de TrigoGrissel Vargas JAún no hay calificaciones
- Guia Solucion de Problemas Extrusion Soplado PDFDocumento4 páginasGuia Solucion de Problemas Extrusion Soplado PDFrussi89Aún no hay calificaciones
- Calculo Del Tornillo Sin Fin Simple para El DosificadorDocumento18 páginasCalculo Del Tornillo Sin Fin Simple para El Dosificadorjorge luis gutierrezAún no hay calificaciones
- CHINERODocumento3 páginasCHINEROPatricia Benita Paguaga EsquivelAún no hay calificaciones
- 620edc63933d03b3b013173e3d0c601fDocumento3 páginas620edc63933d03b3b013173e3d0c601fEmilio HernandezAún no hay calificaciones
- Plan de CapacitaciónDocumento33 páginasPlan de CapacitaciónTeofila AllccaAún no hay calificaciones
- Husillo BarreraDocumento4 páginasHusillo BarreraSantiago EncaladaAún no hay calificaciones
- Efectos de La HumedadDocumento7 páginasEfectos de La HumedadFernando RodriguezAún no hay calificaciones
- Reporte de PrácticaDocumento7 páginasReporte de PrácticaFili GarciaAún no hay calificaciones
- Analisis de Producto Labial Sanchez Carrillo Ana Paula 1 PDFDocumento3 páginasAnalisis de Producto Labial Sanchez Carrillo Ana Paula 1 PDFAna Paula Sanchez CarrilloAún no hay calificaciones
- 8 AlarmasDocumento18 páginas8 Alarmasedgar olveraAún no hay calificaciones
- Plan de Empresa BioplastDocumento87 páginasPlan de Empresa Bioplastmoy16Aún no hay calificaciones
- Presentacion Biopolimeros PDFDocumento70 páginasPresentacion Biopolimeros PDFLuisMirkoAún no hay calificaciones
- Tolerancias GeometricasDocumento186 páginasTolerancias GeometricasluisAún no hay calificaciones
- Tema 31Documento24 páginasTema 31jpolo3100% (1)
- Manual Aplicativos Web I - v0510 PDFDocumento267 páginasManual Aplicativos Web I - v0510 PDFmaleni rayme marcatomaAún no hay calificaciones
- Mezcla y Dosificación de Resinas PDFDocumento30 páginasMezcla y Dosificación de Resinas PDFBrenda NoemiAún no hay calificaciones
- Informe Extrusora de PlásticoDocumento50 páginasInforme Extrusora de PlásticoÁlvaroSebastiánAún no hay calificaciones
- Extrusión de Película Soplada e Inyección de Plásticos PDFDocumento35 páginasExtrusión de Película Soplada e Inyección de Plásticos PDFJuan Camilo Mendoza N.100% (1)
- Laboratorio n2Documento17 páginasLaboratorio n2Mari DaryAún no hay calificaciones
- Almidon de YucaDocumento8 páginasAlmidon de YucaCesar MauriceAún no hay calificaciones
- Arco Recto MonografiaDocumento16 páginasArco Recto MonografiaYngrid Diaz BenitesAún no hay calificaciones
- Variedades de QuinuaDocumento4 páginasVariedades de QuinuaSheyla S-Diaz100% (1)
- Mezclas en Pastas y SolidosDocumento106 páginasMezclas en Pastas y SolidosRoberto ArdónAún no hay calificaciones