También podría gustarte
- AmefDocumento1 páginaAmefKinito MéndezAún no hay calificaciones
- Curso de Analisis de Causa y RaizDocumento45 páginasCurso de Analisis de Causa y Raize_castellanos4100% (2)
- Analisis de Causa Raiz y Los 5 PorqueDocumento25 páginasAnalisis de Causa Raiz y Los 5 PorqueJose OrtegaAún no hay calificaciones
- Proceso de Análisis de Causa RaízDocumento63 páginasProceso de Análisis de Causa Raízkeny arandaAún no hay calificaciones
- AMEF - Mantenimiento de Fachada 2016Documento10 páginasAMEF - Mantenimiento de Fachada 2016John Mario Correa FernandezAún no hay calificaciones
- Curso Formación AmfeDocumento135 páginasCurso Formación AmfeJosé María MorenoAún no hay calificaciones
- 0033 Analisis de Causa RaizDocumento3 páginas0033 Analisis de Causa RaizAndres David HerradaAún no hay calificaciones
- Análisis AMFE MantenimientoDocumento3 páginasAnálisis AMFE MantenimientoRaul AndresAún no hay calificaciones
- Analisis de CriticidadDocumento10 páginasAnalisis de Criticidadvictor100% (2)
- Matriz - DOFA o FODA - y - CUADRO - OET Ver 3 - Tarea Gerencia - Estratégica - GPI - Julio 2017Documento32 páginasMatriz - DOFA o FODA - y - CUADRO - OET Ver 3 - Tarea Gerencia - Estratégica - GPI - Julio 2017Paola GuerraAún no hay calificaciones
- Mantenimiento Centrado en La Confiabilidad RCMDocumento64 páginasMantenimiento Centrado en La Confiabilidad RCMGonzalo López SánchezAún no hay calificaciones
- Analisis de Modos y Efectos de Fallas - AmefDocumento45 páginasAnalisis de Modos y Efectos de Fallas - Amefanibal perales100% (1)
- Curso ConfiabilidadDocumento86 páginasCurso Confiabilidadmarcalasan100% (1)
- Análisis Costo Riesgo BeneficioDocumento46 páginasAnálisis Costo Riesgo BeneficioNicole Álamo100% (4)
- Requisitos ISO 9001-2015. 6.1 Riesgos y OportunidadesDocumento8 páginasRequisitos ISO 9001-2015. 6.1 Riesgos y OportunidadesEnricAún no hay calificaciones
- SIPOCDocumento27 páginasSIPOCRonald Pecho100% (2)
- AMEFDocumento3 páginasAMEFANA MILENA ARELLANO CHARFUELANAún no hay calificaciones
- Analisis de Causa Raiz AcrDocumento70 páginasAnalisis de Causa Raiz AcrMario C. ZehrAún no hay calificaciones
- Amef FormatoDocumento6 páginasAmef FormatoCristina HernándezAún no hay calificaciones
- Analisis de Causa RaizDocumento61 páginasAnalisis de Causa Raizcalidadnorte4Aún no hay calificaciones
- Implementación de La Metodologia SMEDDocumento59 páginasImplementación de La Metodologia SMEDJean Corimaya100% (1)
- Analisis Causa RaizDocumento16 páginasAnalisis Causa Raizelver galargaAún no hay calificaciones
- Análisis de Causa RaízDocumento9 páginasAnálisis de Causa RaízPatricia Polo Monterrosa0% (1)
- Analisis de Arboles de Falla FTADocumento20 páginasAnalisis de Arboles de Falla FTAVictor Machiavelo67% (3)
- Estrategias de Mantenimiento - PPT 14º Congreso IpemanDocumento46 páginasEstrategias de Mantenimiento - PPT 14º Congreso IpemanFernando David Siles Nates100% (2)
- AMEFDocumento56 páginasAMEFFranklin Junior Luna NuñezAún no hay calificaciones
- Procedimiento Mejora ContinuaDocumento3 páginasProcedimiento Mejora ContinuapedroAún no hay calificaciones
- Confiabilidad de EquiposDocumento41 páginasConfiabilidad de Equiposalberto moraAún no hay calificaciones
- Bow Tie ComplementarioDocumento31 páginasBow Tie ComplementarioManuel André RashtaAún no hay calificaciones
- Amfe SeDocumento4 páginasAmfe SePaul ValdiviezoAún no hay calificaciones
- METODOLOGÍA GUÍA GTC 45 (2012-06-20) : Peligro Controles Existentes Evaluación Del RiesgoDocumento18 páginasMETODOLOGÍA GUÍA GTC 45 (2012-06-20) : Peligro Controles Existentes Evaluación Del RiesgoPaula SantaAún no hay calificaciones
- Gestión de Mantenimiento. Lean Maintenance y TPMDocumento63 páginasGestión de Mantenimiento. Lean Maintenance y TPMxavierAún no hay calificaciones
- RCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezDocumento33 páginasRCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezSther SarmyAún no hay calificaciones
- Auditoria MantenimientoDocumento119 páginasAuditoria Mantenimientolcastillo52870% (1)
- Que Es El Análisis de CriticidadDocumento3 páginasQue Es El Análisis de Criticidadcielorodriguez100% (1)
- Clase 15 - Gestión de Activos Físicos y MantenimientoDocumento24 páginasClase 15 - Gestión de Activos Físicos y MantenimientoFernando Avila Rivera0% (1)
- AMFEDocumento49 páginasAMFEMariVillarroelAranaAún no hay calificaciones
- AMFEDocumento16 páginasAMFEJosé María MorenoAún no hay calificaciones
- 1.introducción Proceso Gestión Activos-Módulo I PDFDocumento21 páginas1.introducción Proceso Gestión Activos-Módulo I PDFguillermo_f_4Aún no hay calificaciones
- Ejecución Del Proyecto de Pizarra Interactiva IMPRESIONDocumento90 páginasEjecución Del Proyecto de Pizarra Interactiva IMPRESIONfiorelaAún no hay calificaciones
- Caso Clase MTBF MTTRDocumento8 páginasCaso Clase MTBF MTTRBladimir Ricardo Callupe ChavezAún no hay calificaciones
- Texto OEEDocumento44 páginasTexto OEELuis Alberto Guijarro AvilaAún no hay calificaciones
- SipocDocumento42 páginasSipocWilliams GR100% (1)
- AMFEDocumento16 páginasAMFEEduardo Josue Renderos VasquezAún no hay calificaciones
- Diagrama SipocDocumento4 páginasDiagrama Sipocjaime TroyaAún no hay calificaciones
- AMEFDocumento85 páginasAMEFAlison Williams100% (1)
- Tecnicas de Fiabilidad HumanaDocumento6 páginasTecnicas de Fiabilidad HumanaDoriana PadillaAún no hay calificaciones
- Seis Sigma DefinirDocumento5 páginasSeis Sigma Definirfrank_esparzaAún no hay calificaciones
- AMEFDocumento32 páginasAMEFdrayco78% (9)
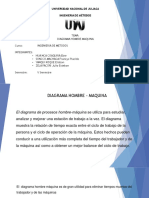
- Diagrama Hombre - MaquinaDocumento13 páginasDiagrama Hombre - MaquinaRIckangel12Aún no hay calificaciones
- Estadísticas de MantenimientoDocumento16 páginasEstadísticas de MantenimientoMike Moreno Acevedo100% (1)
- 4.7 TPMDocumento63 páginas4.7 TPMDev GeinAún no hay calificaciones
- Analisis Causa Raiz (Rca)Documento17 páginasAnalisis Causa Raiz (Rca)Carlos Mario Cáceres Palacio100% (1)
- 7 Pasos de Mantenimiento AutonomoDocumento50 páginas7 Pasos de Mantenimiento AutonomoJohn Altamirano100% (1)
- Tendencias CMMSDocumento28 páginasTendencias CMMSPaúl OrtegaAún no hay calificaciones
- Analisis de Causa Raìz PDFDocumento16 páginasAnalisis de Causa Raìz PDFmsantanderAún no hay calificaciones
- Presentación ASTDocumento29 páginasPresentación ASTlina maria duque campoAún no hay calificaciones
- Metodologia IperDocumento4 páginasMetodologia IperHilary SCAún no hay calificaciones
- Copia de PLANTILLA ISO 31000 2018Documento11 páginasCopia de PLANTILLA ISO 31000 2018YeimiPaolaMartinezRondonAún no hay calificaciones
- Tarea Académica 4-Elaboración de Una Matriz de Riesgos: Universidad Tecnologica Del PeruDocumento4 páginasTarea Académica 4-Elaboración de Una Matriz de Riesgos: Universidad Tecnologica Del Perucristian.1404.xdAún no hay calificaciones
- Caracterizacion IperDocumento28 páginasCaracterizacion Ipermaritza barahona ortizAún no hay calificaciones
- ASTDocumento28 páginasASTelizabeth rodriguezAún no hay calificaciones
- CSi BridgeDocumento8 páginasCSi BridgeesteAún no hay calificaciones
- Descriptivo GNVPerformace EMS 2020 Advance-PlusDocumento19 páginasDescriptivo GNVPerformace EMS 2020 Advance-PlusKevin VLAún no hay calificaciones
- Grupo 4 MF Practica 3Documento15 páginasGrupo 4 MF Practica 3Diego TorresAún no hay calificaciones
- Procedimiento para La Conducción de Vehículos Al Interior Mina y Obtención de Licencias PRG 0089Documento6 páginasProcedimiento para La Conducción de Vehículos Al Interior Mina y Obtención de Licencias PRG 0089Christian VarasAún no hay calificaciones
- Operaciones Básicas Con Notación Científica.22Documento7 páginasOperaciones Básicas Con Notación Científica.22Juan LópezAún no hay calificaciones
- Cuestionario Técnico - DevOps Engineer - LATAMDocumento7 páginasCuestionario Técnico - DevOps Engineer - LATAMhgrg918353Aún no hay calificaciones
- CV Jose GDocumento2 páginasCV Jose GJose GoicocheaAún no hay calificaciones
- Aproximación Normal A La Distribución BinomialDocumento5 páginasAproximación Normal A La Distribución BinomialWanda LujanAún no hay calificaciones
- Ec Em301Documento2 páginasEc Em301Biomédica Hospital San JoséAún no hay calificaciones
- 2023 CATALOGO ACC+REP Canal TradicionalDocumento70 páginas2023 CATALOGO ACC+REP Canal TradicionaljonattranAún no hay calificaciones
- Aprendizaje Autorregulado A Través de La Plataforma Virtual MoodleDocumento15 páginasAprendizaje Autorregulado A Través de La Plataforma Virtual MoodleAdriana Milena Rangel Marquez100% (1)
- PRC-SST-003 Procedimiento para El Control de Documentos y RegistrosDocumento8 páginasPRC-SST-003 Procedimiento para El Control de Documentos y RegistrosAndrea JimenezAún no hay calificaciones
- Guia Aceptacion FacturasDocumento14 páginasGuia Aceptacion FacturasMonica HurtadoAún no hay calificaciones
- Manual de UsoDocumento30 páginasManual de UsoMariaAún no hay calificaciones
- Obras de Soporte Encofrados Metalicos PDFDocumento107 páginasObras de Soporte Encofrados Metalicos PDFLuis Diaz AguirreAún no hay calificaciones
- Ensayos de CompetenciaDocumento5 páginasEnsayos de Competenciazsbkvilpd100% (2)
- Morris (Pp. 29-50)Documento25 páginasMorris (Pp. 29-50)DamianAún no hay calificaciones
- INFORMATICA 5° 1p 2020 PDFDocumento53 páginasINFORMATICA 5° 1p 2020 PDF1230710Aún no hay calificaciones
- PROG04 Tarea PDFDocumento10 páginasPROG04 Tarea PDFOsman Armando OsorioAún no hay calificaciones
- 9 Matemáticas BIMESTRALDocumento3 páginas9 Matemáticas BIMESTRALCarlos TorrinAún no hay calificaciones
- Historia de La NanotecnologíaDocumento2 páginasHistoria de La NanotecnologíaBrenda 18Aún no hay calificaciones
- CC P&id Lc-Pa 01-004 OreDocumento3 páginasCC P&id Lc-Pa 01-004 Orechristian franco ore yachachinAún no hay calificaciones
- Practica N°6Documento9 páginasPractica N°6BLADIMIR CHARCA MERMAAún no hay calificaciones
- Generacion de Aire ComprimidoDocumento9 páginasGeneracion de Aire ComprimidoAngel MartinezAún no hay calificaciones
- Modulo Cea-4.1-02Documento18 páginasModulo Cea-4.1-02Rodolfo Rodríguez VesgaAún no hay calificaciones
- Val.02 Techo Metalico 1Documento1 páginaVal.02 Techo Metalico 1Hirbing YoveraAún no hay calificaciones
- BME Guia para La Elaboraciòn de FlujogramasDocumento10 páginasBME Guia para La Elaboraciòn de Flujogramasurgencias husAún no hay calificaciones
- Ejercicio de The Shopping ListDocumento3 páginasEjercicio de The Shopping ListsanchezmshirleykAún no hay calificaciones