También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Planos Dobladora MultifuncionalDocumento38 páginasPlanos Dobladora Multifuncionalwwwdeteplanmx100% (13)
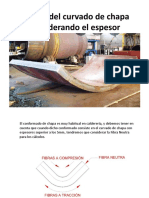
- Calculo Del Curvado de Chapa Considerando El Espesor v1Documento24 páginasCalculo Del Curvado de Chapa Considerando El Espesor v1tarttesosAún no hay calificaciones
- Troqueles de CorteDocumento11 páginasTroqueles de CorteEsteban e17Aún no hay calificaciones
- CALDERERIADocumento7 páginasCALDERERIANíckolas ValverdeAún no hay calificaciones
- Tema 3 Plegado de ChapasDocumento22 páginasTema 3 Plegado de ChapasVio Sónica67% (3)
- Manual de Los CiclonesDocumento115 páginasManual de Los CiclonesMirian solisAún no hay calificaciones
- Dobladora de CañosDocumento18 páginasDobladora de Cañosgussy100% (4)
- Matriceria Cuestionario 1Documento8 páginasMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Plegado de ChapaDocumento28 páginasPlegado de ChapaRicardo Ríos FernándezAún no hay calificaciones
- AA-Plegado de ChapaDocumento18 páginasAA-Plegado de Chapacesar moran100% (1)
- Planos PDFDocumento80 páginasPlanos PDFgemivert100% (1)
- Dobladora MultifuncionalDocumento8 páginasDobladora Multifuncionalwwwdeteplanmx100% (5)
- Manual Chapa MetalicaDocumento33 páginasManual Chapa MetalicaIVÁN ANDRÉS RÍOS GUIRALESAún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Familia y FeDocumento7 páginasFamilia y FeYván Balabarca CárdenasAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapaBelen Fernandez Garcia100% (1)
- DobladoraDocumento47 páginasDobladoradiegueins84100% (1)
- GRAFOSCOPÍADocumento153 páginasGRAFOSCOPÍARivera Lalo100% (1)
- Cuaderno de Actividades Verano Segundo Ciclo PrimariaDocumento84 páginasCuaderno de Actividades Verano Segundo Ciclo Primariadanky28821Aún no hay calificaciones
- Manual Practico de Desarrollos de Caldereria Descargar GratisDocumento2 páginasManual Practico de Desarrollos de Caldereria Descargar GratisSandra Almeida71% (7)
- Plegado de ChapaDocumento11 páginasPlegado de ChapaDanaeAún no hay calificaciones
- Analisis y Calculo de Plegado de ChapasDocumento25 páginasAnalisis y Calculo de Plegado de ChapasZetamec Huayta100% (2)
- Plano 3 Chapa MetalicaDocumento1 páginaPlano 3 Chapa MetalicaPedro Fernandez VillarroelAún no hay calificaciones
- PlegadoDocumento5 páginasPlegadoJ Ferreyra Libano0% (1)
- Manual Del Soldador 1 PDFDocumento138 páginasManual Del Soldador 1 PDFhellboy14dd100% (1)
- Planos Taladro de ArbolDocumento86 páginasPlanos Taladro de ArbolLuis Arcila100% (1)
- Calculo de Desarrollo de DoblezDocumento4 páginasCalculo de Desarrollo de Doblezmisael lopez67% (3)
- Doblado y CurvadoDocumento24 páginasDoblado y CurvadoDante CordAún no hay calificaciones
- Colado en Molde PermanenteDocumento19 páginasColado en Molde Permanenteascharlyx50% (2)
- Edebe MatriceriaDocumento92 páginasEdebe Matricerianeiro_82100% (2)
- Hoja de ProcesosDocumento4 páginasHoja de ProcesosCristian LudeñaAún no hay calificaciones
- Estampado en Frío de La Chapa Mario Rossi PDFDocumento741 páginasEstampado en Frío de La Chapa Mario Rossi PDFfede100% (2)
- Manual Soldador-3parte PDFDocumento25 páginasManual Soldador-3parte PDFIdiLab Emprendimiento100% (1)
- 01 - Plegado de ChapaDocumento28 páginas01 - Plegado de ChapaJames FreemanAún no hay calificaciones
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- Gordillo, Ignacio - La Diferencia Política-Ontológica en La Filosofía de Alain BadiouDocumento14 páginasGordillo, Ignacio - La Diferencia Política-Ontológica en La Filosofía de Alain Badioupower30Aún no hay calificaciones
- Parte 1Documento57 páginasParte 1Yenjis H. Aimituma100% (7)
- Plegado de ChapaDocumento28 páginasPlegado de ChapajencopaAún no hay calificaciones
- Memoria Practica Chapa Con PlanoDocumento31 páginasMemoria Practica Chapa Con Planovito27Aún no hay calificaciones
- Procesos de Transformacion de Las Chapas MetalicasDocumento56 páginasProcesos de Transformacion de Las Chapas Metalicasfabio0122Aún no hay calificaciones
- Cizalla ManualDocumento6 páginasCizalla ManualSevee LpezAún no hay calificaciones
- Corte y Plegado de ChapasDocumento22 páginasCorte y Plegado de Chapasnicoka50Aún no hay calificaciones
- Calculo de Desarrollo de Una Pieza DobladaDocumento5 páginasCalculo de Desarrollo de Una Pieza DobladaElver RiveraAún no hay calificaciones
- Curso RoladoDocumento23 páginasCurso RoladoJuan C GramilloAún no hay calificaciones
- Modulo Trazado Corte Lamina MetalicaDocumento103 páginasModulo Trazado Corte Lamina MetalicaFernando Pacheco MochaAún no hay calificaciones
- Calculos de MatriceriaDocumento7 páginasCalculos de MatriceriaXamir Suarez AlejandroAún no hay calificaciones
- Manual Cer Radu Rae StandarDocumento2 páginasManual Cer Radu Rae StandarMarcela Anco SotomayorAún no hay calificaciones
- Monografia de PlegadoraDocumento12 páginasMonografia de PlegadoraCiro Luque100% (1)
- AutoCAD Mechanical Los Mejores Planos de Detalle y Fabricacion Hand OutDocumento28 páginasAutoCAD Mechanical Los Mejores Planos de Detalle y Fabricacion Hand OutJuan Carlos Díaz GaravitoAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapaKarol Bruno Cartagena JaldinAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapaAniblis Choque100% (1)
- Plegado de ChapaDocumento33 páginasPlegado de Chapagarcialorenzodiego4Aún no hay calificaciones
- 04 - Conformado de La ChapaDocumento42 páginas04 - Conformado de La ChapaCarlos Lema MiguénsAún no hay calificaciones
- Punzonado PDFDocumento30 páginasPunzonado PDFedwincrdm2767Aún no hay calificaciones
- Laboratorio 1 Diseño y Manufactura AsistidaDocumento39 páginasLaboratorio 1 Diseño y Manufactura AsistidaCristian SumireAún no hay calificaciones
- Karen Roa ProyectoDocumento28 páginasKaren Roa ProyectoKristian Aram Perez RuedaAún no hay calificaciones
- Embutido y ForjaDocumento9 páginasEmbutido y ForjaDieGo Trávez CruzAún no hay calificaciones
- Cristhian Martinez Tarea4Documento9 páginasCristhian Martinez Tarea4Cristhian Martinez50% (2)
- Cuestionario ForjadoDocumento4 páginasCuestionario ForjadoJuliana RamirezAún no hay calificaciones
- Cuestionario ForjadoDocumento4 páginasCuestionario ForjadoJuliana RamirezAún no hay calificaciones
- Memoria de Calculo - Oficinas - Rev0Documento18 páginasMemoria de Calculo - Oficinas - Rev0KAISER_DANIELAún no hay calificaciones
- 2.2. Taller CizalladoDocumento4 páginas2.2. Taller CizalladoOriana PorrasAún no hay calificaciones
- Taller Mecanico Vi MatriceriaDocumento5 páginasTaller Mecanico Vi Matriceriamonica ruizAún no hay calificaciones
- Taller II Perfil TopoDocumento6 páginasTaller II Perfil TopoAngelica EscobarAún no hay calificaciones
- Ficha DinámicaDocumento6 páginasFicha DinámicaJorgeAún no hay calificaciones
- Desarrollo Personal 13Documento14 páginasDesarrollo Personal 13Karina lachiraAún no hay calificaciones
- Apunte Completo de Estabilidad Revision 2015Documento219 páginasApunte Completo de Estabilidad Revision 2015MaxiAún no hay calificaciones
- Analisis SensorialDocumento5 páginasAnalisis SensorialCarlos FerreraAún no hay calificaciones
- Trabajo de Naturales Plan de Accion Con Un Modelo de AprendizajeDocumento10 páginasTrabajo de Naturales Plan de Accion Con Un Modelo de Aprendizajetania lizeth cristancho figueredoAún no hay calificaciones
- Cole SantillanaDocumento12 páginasCole SantillanaSandra Malena Barrionuevo ChoqueAún no hay calificaciones
- INICIALDocumento9 páginasINICIALRICHARDAún no hay calificaciones
- Unidad 5Documento43 páginasUnidad 5AgustinAún no hay calificaciones
- Guía Teórica 5 Transf de Coord-Ec 2º GradoDocumento10 páginasGuía Teórica 5 Transf de Coord-Ec 2º GradoRomero Armando AntonioAún no hay calificaciones
- RFI-074-R03-Confirmar Profundidad de Perforación para La Aplicación de AditivosDocumento3 páginasRFI-074-R03-Confirmar Profundidad de Perforación para La Aplicación de AditivosAngel Renato Sosa ReyesAún no hay calificaciones
- Actividad Realizamos Los Retos.Documento5 páginasActividad Realizamos Los Retos.Idelso Eugenio Salinas CadilloAún no hay calificaciones
- 01 Analisis y DiagnosticoDocumento38 páginas01 Analisis y DiagnosticoDanae Nailea Rojas HuarillocllaAún no hay calificaciones
- La Población Mundial y Su DistribuciónDocumento7 páginasLa Población Mundial y Su DistribuciónKatherineVallester100% (1)
- El NeuromarketingDocumento28 páginasEl NeuromarketingDnallem Tu MundoAún no hay calificaciones
- Criterios de Seleccion de Instrumentos de MedicionDocumento9 páginasCriterios de Seleccion de Instrumentos de MedicionIhuhwa Marta Tau0% (1)
- Libro Del Pueblo Rama PDFDocumento390 páginasLibro Del Pueblo Rama PDFCeliaAcosta100% (1)
- 3 RAZ. VERBAL (Set-Dic)Documento34 páginas3 RAZ. VERBAL (Set-Dic)Vero QuispeAún no hay calificaciones
- El Modelo de La OMS Como Orientador en La Salud Pública A Partir de Los Determinantes SocialesDocumento3 páginasEl Modelo de La OMS Como Orientador en La Salud Pública A Partir de Los Determinantes Socialesawinsy100% (1)
- Tabla Comparativa Entre Codigo, Norma y Espesificación en SoldaduraDocumento1 páginaTabla Comparativa Entre Codigo, Norma y Espesificación en Soldaduradaniela diegoAún no hay calificaciones
- Prefijos y SufijosDocumento3 páginasPrefijos y SufijosMary Machuca SalasAún no hay calificaciones
- Hoja de Vida Dulfary RDocumento4 páginasHoja de Vida Dulfary RDulfari RodriguezAún no hay calificaciones
- El Cielo en La Mira: La Astrología y Sus Tensiones Con La Ciencia y La Psicología - Diario La VozDocumento11 páginasEl Cielo en La Mira: La Astrología y Sus Tensiones Con La Ciencia y La Psicología - Diario La VozBarbaAntropólogaAún no hay calificaciones
- Ensayo de Penetración de Cono CuasiDocumento4 páginasEnsayo de Penetración de Cono CuasiGustavoRodriguezHuamaniAún no hay calificaciones
- EL Urbanismo Como Modo de Vida y La Metrópolis Y La Vida Mental EnsayoDocumento8 páginasEL Urbanismo Como Modo de Vida y La Metrópolis Y La Vida Mental EnsayoLarry ZambranoAún no hay calificaciones
- Coeficiente de Joule-ThomsonDocumento10 páginasCoeficiente de Joule-ThomsonJorge Stark KuraudoAún no hay calificaciones