También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Estructuras MetalicasDocumento16 páginasEstructuras Metalicassandy luis paz100% (2)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Ejemplos de SoldaduraDocumento28 páginasEjemplos de SoldaduraJuani LarsenAún no hay calificaciones
- Normas GalvanizacionDocumento3 páginasNormas GalvanizacionFernando LedesmaAún no hay calificaciones
- Soldabilidad de Los MaterialesDocumento55 páginasSoldabilidad de Los MaterialesRicardo Guzmán85% (47)
- Calificaciones de SoldaduraDocumento34 páginasCalificaciones de Soldadurafernandoalex16Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Reparaci C3 B3n 2crec y 20fundDocumento25 páginasReparaci C3 B3n 2crec y 20fundRicardo RivasAún no hay calificaciones
- Reparación de Grietas en EdificacionesDocumento5 páginasReparación de Grietas en Edificacionesedgarc9999Aún no hay calificaciones
- Acero Corrugado Grado 60Documento5 páginasAcero Corrugado Grado 60Luis Purihuamán piscoya100% (7)
- Conexiones en Estructuras de Madera SteynerDocumento22 páginasConexiones en Estructuras de Madera Steynersteyner ocampoAún no hay calificaciones
- Torsion Problema 2Documento7 páginasTorsion Problema 2monsalvejAún no hay calificaciones
- Normativas AISC-E090Documento14 páginasNormativas AISC-E090yosep soto pozo100% (1)
- Especificaciones Técnicas Estructuras MetalicasDocumento9 páginasEspecificaciones Técnicas Estructuras MetalicasFernando Chirinos Garate0% (2)
- Soldadura en Estructuras MetlicasDocumento10 páginasSoldadura en Estructuras MetlicasHernan HdgAún no hay calificaciones
- Cálculo de Estructuras de Acero - Vicente CudósDocumento1237 páginasCálculo de Estructuras de Acero - Vicente Cudósjlagosn100% (1)
- Carga Asimetrica en Elementos de Pared Delgada y Centro de CortanteDocumento2 páginasCarga Asimetrica en Elementos de Pared Delgada y Centro de CortanteOscar Garcia Cervantes100% (1)
- NNDocumento6 páginasNNMaylin Soria TomasevicAún no hay calificaciones
- Trabajo de La Norma e 090 y e 100Documento62 páginasTrabajo de La Norma e 090 y e 100Pier Anthony Barahona VásquezAún no hay calificaciones
- Diseño de Ejes de TransmisiónDocumento3 páginasDiseño de Ejes de TransmisiónSony Sebastian LopezAún no hay calificaciones
- Resistencia de Materiales Eduardo Gamio ArisnagabarretaDocumento247 páginasResistencia de Materiales Eduardo Gamio ArisnagabarretaJP SALDAÑA100% (3)
- Norma Boliviana Nb-Contrucccion AceroDocumento10 páginasNorma Boliviana Nb-Contrucccion AceroEner PostAún no hay calificaciones
- Manual de Inspeccion de Acero PDFDocumento13 páginasManual de Inspeccion de Acero PDFMiguel D Lima100% (1)
- Perfiles de Chapa PlegadaDocumento27 páginasPerfiles de Chapa Plegadagluna29Aún no hay calificaciones
- 5B Acero PerfilesDocumento53 páginas5B Acero Perfileshugo11laraAún no hay calificaciones
- SoldabilidadDocumento9 páginasSoldabilidad25MAIKOLAún no hay calificaciones
- 4.-Tecnologia de Las Uniones SoldadasDocumento35 páginas4.-Tecnologia de Las Uniones SoldadasJoseElHerreroAún no hay calificaciones
- SOLDADURA en AcerosDocumento15 páginasSOLDADURA en AcerosJohan F. MonroyAún no hay calificaciones
- Ensayo SoldaduraDocumento2 páginasEnsayo SoldaduraFrancisco AlvarezAún no hay calificaciones
- UNIDAD 3 Procesos de EdificaciónDocumento30 páginasUNIDAD 3 Procesos de Edificacióncafe.zito21Aún no hay calificaciones
- IGEP 2023-ANEXO 5-GCD02 - Acero Laminado Estructuras - 09-2023Documento43 páginasIGEP 2023-ANEXO 5-GCD02 - Acero Laminado Estructuras - 09-2023agiraldezmoyanoAún no hay calificaciones
- Especificaciones Técnicas Del ProyectoDocumento6 páginasEspecificaciones Técnicas Del ProyectoismyliveAún no hay calificaciones
- Tema 2Documento9 páginasTema 2juan pablo wakedAún no hay calificaciones
- ACERODocumento12 páginasACEROCristian Andres Cifuentes ArceAún no hay calificaciones
- Ra7 038Documento9 páginasRa7 038Luis GuevaraAún no hay calificaciones
- Efectos de La Soldadura en Las Barras de RefuerzoDocumento12 páginasEfectos de La Soldadura en Las Barras de RefuerzoRoland LoachamínAún no hay calificaciones
- ENSAYOS NO DESTRUCTIVOS PARA SOLDADURAS - Metalografía - Universidad TecnolóDocumento18 páginasENSAYOS NO DESTRUCTIVOS PARA SOLDADURAS - Metalografía - Universidad TecnolóRichard Morales Soza100% (2)
- Uniones Atornilladas Clase Diseño en Acero PDFDocumento25 páginasUniones Atornilladas Clase Diseño en Acero PDFAnonymous 08ObAbAún no hay calificaciones
- Md-009-Fabricación, Montaje y Calidad de Sistema Moyno N°1Documento20 páginasMd-009-Fabricación, Montaje y Calidad de Sistema Moyno N°1B31 ARQUITECTURAAún no hay calificaciones
- NTC 3320 (1992 Vencida 2014)Documento11 páginasNTC 3320 (1992 Vencida 2014)Edwin Alexis Contreras MontenegroAún no hay calificaciones
- ME MetalicaDocumento162 páginasME MetalicaMario MuñozAún no hay calificaciones
- Tarea1 ConcretoDocumento9 páginasTarea1 ConcretoMishel FuentesAún no hay calificaciones
- 4 Soldabilidad de Los MaterialesDocumento55 páginas4 Soldabilidad de Los MaterialesRichard Nelson Antonio EspinozaAún no hay calificaciones
- No Dis Ma 3005Documento13 páginasNo Dis Ma 3005josesbbAún no hay calificaciones
- 620 Perfiles y Chapas de Acero Laminados en Caliente para Estructuras MetalicasDocumento10 páginas620 Perfiles y Chapas de Acero Laminados en Caliente para Estructuras MetalicasRamon Pacheco0% (1)
- Ensayo 1 (Grupo)Documento27 páginasEnsayo 1 (Grupo)Claribel Del Condor LimachiAún no hay calificaciones
- Uniones Soldadas y AtornilladasDocumento7 páginasUniones Soldadas y AtornilladasDerek Fernando SaucedoAún no hay calificaciones
- Conexiones Estructurales FinalDocumento30 páginasConexiones Estructurales FinalGeoDith MaganaAún no hay calificaciones
- SOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaDocumento17 páginasSOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaSEBASTIAN ALEJANDRO MENDOZA GARCIAAún no hay calificaciones
- Santiago Riveros - Aceros Puentes ICHADocumento23 páginasSantiago Riveros - Aceros Puentes ICHAFrancisco GarridoAún no hay calificaciones
- Acero ProductosDocumento29 páginasAcero ProductosPau StangAún no hay calificaciones
- Conexiones y SimbologíaDocumento81 páginasConexiones y SimbologíaRichard GodoyAún no hay calificaciones
- Espec Tec Materiales 33 KVDocumento12 páginasEspec Tec Materiales 33 KVnikolatesla10Aún no hay calificaciones
- Ni 00.07.50Documento12 páginasNi 00.07.50Mauro CogolloAún no hay calificaciones
- Studs EspecificacionesDocumento5 páginasStuds EspecificacionesFernando LongoriaAún no hay calificaciones
- Cuestionario (Algunos) Capitulo 30 de ManufacturaDocumento5 páginasCuestionario (Algunos) Capitulo 30 de ManufacturaAdrian LazcanoAún no hay calificaciones
- 04 EETT Perfiles, Planchas y Pernos de AceroDocumento12 páginas04 EETT Perfiles, Planchas y Pernos de AceroSerapio Flores FloresAún no hay calificaciones
- Refundido Madera Ladrillo y AceroDocumento12 páginasRefundido Madera Ladrillo y Acerobegoña alvarez garciaAún no hay calificaciones
- Aceros Inoxidables DuplexDocumento88 páginasAceros Inoxidables Duplexladilla123100% (1)
- Estructuras en AceroDocumento41 páginasEstructuras en AceroingpazminoAún no hay calificaciones
- TDR Terminos de Referencia Estructura Calca-1Documento16 páginasTDR Terminos de Referencia Estructura Calca-1betox1241850% (1)
- Trabajo Resis ChristianDocumento7 páginasTrabajo Resis ChristianChristian Aliaga MejíaAún no hay calificaciones
- Instrumentos de LaboratorioDocumento27 páginasInstrumentos de LaboratorioJP Adier Edinson0% (1)
- Manual InstalacionDocumento17 páginasManual Instalacionmkb12Aún no hay calificaciones
- SGDocumento4 páginasSGHugo BrugerollesAún no hay calificaciones
- Fgavionescaja 8x10 270 X 340 3znDocumento2 páginasFgavionescaja 8x10 270 X 340 3znlanza206Aún no hay calificaciones
- Tablas de Sy, Suc, SutDocumento16 páginasTablas de Sy, Suc, SutJosé Stalin Palacios Yunga50% (2)
- Entrega Final Laboratorio 4Documento7 páginasEntrega Final Laboratorio 4Paola Brito SierraAún no hay calificaciones
- Protecciones CaminerasDocumento35 páginasProtecciones Caminerasalvacore77Aún no hay calificaciones
- Puente de ChamayaDocumento9 páginasPuente de Chamayaney100% (1)
- Apuntes PretensadoDocumento58 páginasApuntes PretensadoCarmelo VivancoAún no hay calificaciones
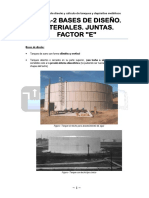
- SedimentadorDocumento4 páginasSedimentadorFRANK ALEXANDER JOSEPH MARCA LOPEZAún no hay calificaciones
- Viscoelastico FinalDocumento22 páginasViscoelastico Finalrickyricky1Aún no hay calificaciones
- Viscosímetro de Ostwald (Ejercicios)Documento11 páginasViscosímetro de Ostwald (Ejercicios)Abrahan Arias Larco67% (3)
- Evaluacion de Vigas de Madera Mediante UltrasonidoDocumento15 páginasEvaluacion de Vigas de Madera Mediante UltrasonidoAly HuaytallaAún no hay calificaciones
- Disipadores Energia ChevronDocumento76 páginasDisipadores Energia ChevronJose Carlos Franco Reyes100% (1)
- Tarea 5Documento1 páginaTarea 5César AndradeAún no hay calificaciones
- 2a. - Mecanizado-Clase 2 Guerrero - Fime-18Documento18 páginas2a. - Mecanizado-Clase 2 Guerrero - Fime-18Sharon HernandezAún no hay calificaciones
- Cuestionario de GPDocumento7 páginasCuestionario de GPSandra AlvaradoAún no hay calificaciones
- Definicion e Importancia de La Ingenieria Geologica en Relacon Con La Ingeniria CivilDocumento18 páginasDefinicion e Importancia de La Ingenieria Geologica en Relacon Con La Ingeniria Civilanazareth100% (2)
- Caracterizacion de Fichas Tecnicas de Motores ElectricosDocumento15 páginasCaracterizacion de Fichas Tecnicas de Motores ElectricosProxyte JuanAún no hay calificaciones
- En 20 Años de Construcción de Cimentaciones ProfundasDocumento2 páginasEn 20 Años de Construcción de Cimentaciones ProfundasCesar Daniel GarciaAún no hay calificaciones
- Tapon 25 DB Elite VerdeDocumento1 páginaTapon 25 DB Elite VerdejesusAún no hay calificaciones
- Laboratorio de Quimica p2Documento6 páginasLaboratorio de Quimica p2KarlaAún no hay calificaciones