También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Control Numérico ComputarizadoDocumento10 páginasControl Numérico ComputarizadojonathanAún no hay calificaciones
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- CNC FuncionesDocumento5 páginasCNC FuncionesRoberto HernandezAún no hay calificaciones
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalCalificación: 5 de 5 estrellas5/5 (4)
- Materia de Compresores CNC y RefrigerantesDocumento10 páginasMateria de Compresores CNC y RefrigerantesLius Felipe GomezAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Control NuméricoDocumento5 páginasControl NuméricoTristán YulmenAún no hay calificaciones
- Montaje y reparación de los sistemas mecánicos. FMEE0208De EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Anteproyecto 6.0Documento15 páginasAnteproyecto 6.0Efraín CórdovaAún no hay calificaciones
- Tu Propio Router CNCDocumento140 páginasTu Propio Router CNCNCARRILLO8167% (6)
- Historia de Las Maquinas de Control NuméricoDocumento5 páginasHistoria de Las Maquinas de Control NuméricoAlejandro CastellanosAún no hay calificaciones
- Tarea CNCDocumento9 páginasTarea CNCFranzyzko MarínAún no hay calificaciones
- Investigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesDocumento7 páginasInvestigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesEsk SosaAún no hay calificaciones
- Control Numerico ComputarizadoDocumento18 páginasControl Numerico ComputarizadoginnebraAún no hay calificaciones
- Marco Teorico CNCDocumento4 páginasMarco Teorico CNCfarame7100% (1)
- Fabrica Tu Propio Router CNC PDFDocumento140 páginasFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Electiva 2 Tercer CorteDocumento6 páginasElectiva 2 Tercer CorteLIZETH MALLERLY VILLABONAún no hay calificaciones
- Control Numerico ComputarizadoDocumento8 páginasControl Numerico ComputarizadoWilfredo Joel Acuña SanchezAún no hay calificaciones
- Codigos G y MDocumento9 páginasCodigos G y MRicardo GuadalupeAún no hay calificaciones
- PDF TP 7 CNCDocumento7 páginasPDF TP 7 CNCPame MelussiAún no hay calificaciones
- Control NuméricoDocumento28 páginasControl NuméricoPOLLO12394% (17)
- Características y Tipos de Sistemas CNCDocumento7 páginasCaracterísticas y Tipos de Sistemas CNCNelly ChaconAún no hay calificaciones
- CNC Programacion EjemplosDocumento4 páginasCNC Programacion Ejemploslisent2012Aún no hay calificaciones
- Práctica de CNCDocumento14 páginasPráctica de CNCTani Abi Nanis HernandezAún no hay calificaciones
- Trabajo Final CNCDocumento54 páginasTrabajo Final CNCDaniel CastilloAún no hay calificaciones
- Clasificacion de Sistemas NumericosDocumento5 páginasClasificacion de Sistemas NumericosLïïzMōnrôyVïïlläbonAún no hay calificaciones
- Introduccion A Las Maquinas de CNCDocumento6 páginasIntroduccion A Las Maquinas de CNCRicardo Rivas Zuñiga100% (1)
- CNC ManualDocumento111 páginasCNC ManualJorge RomeroAún no hay calificaciones
- Control Numérico Computarizado e Impresora 3dDocumento14 páginasControl Numérico Computarizado e Impresora 3dAndres PatiñoAún no hay calificaciones
- Maquinado CNCDocumento10 páginasMaquinado CNCSamaí PachecoAún no hay calificaciones
- Control NuméricoDocumento6 páginasControl Numéricojorge mario ahumada medinaAún no hay calificaciones
- Desarrollo de La Unidad 4Documento17 páginasDesarrollo de La Unidad 4Rosalinda Barrios de la cruzAún no hay calificaciones
- INTRODUCCIÓN Torno CNCDocumento8 páginasINTRODUCCIÓN Torno CNCClara DiazAún no hay calificaciones
- Control Numero Computarizado (CNC)Documento4 páginasControl Numero Computarizado (CNC)santiago100% (1)
- Torno CNCDocumento6 páginasTorno CNCIVAN JORA COLQUEAún no hay calificaciones
- Programacion CNC Manual y AsistidaDocumento5 páginasProgramacion CNC Manual y AsistidaRoxana ArenasJuarezAún no hay calificaciones
- Programación CNC (Torno vs. Fresadora)Documento12 páginasProgramación CNC (Torno vs. Fresadora)Angélica RocíoAún no hay calificaciones
- Procesos de Fabricación Que Utilizan ControlDocumento10 páginasProcesos de Fabricación Que Utilizan ControlMartin Aranda TorresAún no hay calificaciones
- Marco TeoricoDocumento34 páginasMarco TeoricoFranciscoAún no hay calificaciones
- Introducción Al Control Numérico ComputarizadoDocumento22 páginasIntroducción Al Control Numérico ComputarizadojuanAún no hay calificaciones
- Ensayo CNCDocumento15 páginasEnsayo CNCSally Ortega100% (2)
- Practica 2 de CamDocumento14 páginasPractica 2 de CamLadhy Guadalupe Feliciano FuentesAún no hay calificaciones
- Descripción de Máquinas CNCDocumento6 páginasDescripción de Máquinas CNCRa CaAún no hay calificaciones
- Programacion CNCDocumento84 páginasProgramacion CNCOsvaldo FigueroaAún no hay calificaciones
- CNCDocumento22 páginasCNCEdgardDiaz0% (2)
- Modulo de ProgramacionDocumento78 páginasModulo de ProgramacionRaul Ramirez ResendizAún no hay calificaciones
- Historia Torno y Fresadora CNCDocumento3 páginasHistoria Torno y Fresadora CNCgmbAún no hay calificaciones
- Informe Torno CNCDocumento9 páginasInforme Torno CNCMckChambiAún no hay calificaciones
- Curso de Maquinas CNC Capitulo 2Documento54 páginasCurso de Maquinas CNC Capitulo 2Carlos Fredy EcheverríaAún no hay calificaciones
- Introducción Al C NDocumento4 páginasIntroducción Al C NElmer Gabriel Chan PechAún no hay calificaciones
- Proceso Introduccion Procesos CNCDocumento4 páginasProceso Introduccion Procesos CNCDavall17Aún no hay calificaciones
- 4Documento6 páginas4BRAYAN ESTEVEZAún no hay calificaciones
- Historia Del Torno CNCDocumento2 páginasHistoria Del Torno CNCrafaelechuga60% (5)
- Elaborar Un ProgramaDocumento11 páginasElaborar Un ProgramaDiana RivasAún no hay calificaciones
- Expo CNC PugaDocumento22 páginasExpo CNC PugaLily PalaciosAún no hay calificaciones
- Resumen Ejecutivo CNCDocumento3 páginasResumen Ejecutivo CNCdaf1830Aún no hay calificaciones
- Paolo Alvarez Plasencia, Torno CNCDocumento8 páginasPaolo Alvarez Plasencia, Torno CNCPaolo Alvarez PlasenciaAún no hay calificaciones
- Torno CNCDocumento20 páginasTorno CNClariza50% (2)
- El Torno de Control NuméricoDocumento39 páginasEl Torno de Control NuméricoReyes ElenaAún no hay calificaciones
- Selección Del Material de ElectrodosDocumento5 páginasSelección Del Material de ElectrodosMarioAún no hay calificaciones
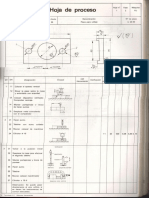
- Hoja Proceso TecnologicoDocumento3 páginasHoja Proceso TecnologicoArmando ArmijosAún no hay calificaciones
- Soldadura (3F)Documento3 páginasSoldadura (3F)Giovanni QC100% (1)
- Fundamentos Del Diseño de Conexiones 2 PDFDocumento58 páginasFundamentos Del Diseño de Conexiones 2 PDFIvan BolañosAún no hay calificaciones
- Informe Torno CompletoDocumento17 páginasInforme Torno CompletoMauricio Colque Zevallos0% (3)
- Informe RoscadoDocumento5 páginasInforme Roscadowilber aguilarAún no hay calificaciones
- Posiciones de Soldadura para GmawDocumento12 páginasPosiciones de Soldadura para GmawRoger QuispeAún no hay calificaciones
- Calculo de Explosivos Jack LegDocumento63 páginasCalculo de Explosivos Jack LegbasilioAún no hay calificaciones
- Asignación # 4Documento2 páginasAsignación # 4Victor Tomas LealAún no hay calificaciones
- Codigo M y GDocumento2 páginasCodigo M y GJesus Franco TorresAún no hay calificaciones
- Tirantes de Tracción 2012 Rot - G PDFDocumento1 páginaTirantes de Tracción 2012 Rot - G PDFclcorjlgAún no hay calificaciones
- Parametros de MecanizadoDocumento7 páginasParametros de MecanizadoOrlandoRiosAún no hay calificaciones
- Manual Galgas 1Documento56 páginasManual Galgas 1Jorge Vera Alvarado100% (2)
- C.V Renzo BarruetoDocumento11 páginasC.V Renzo Barruetosapex18Aún no hay calificaciones
- Reporte de RT - 12.04.17Documento1 páginaReporte de RT - 12.04.17Anonymous GlTddn0A100% (1)
- Regulación de Parámetros de InyecciónDocumento1 páginaRegulación de Parámetros de InyecciónJohn Superdetalle0% (1)
- Hoja de Proceso CNCDocumento4 páginasHoja de Proceso CNCAnonymous hTGKGfJDA100% (1)
- Manual para La CalculadoraDocumento14 páginasManual para La Calculadorarfonseca1977Aún no hay calificaciones
- Hombre MaquinaDocumento6 páginasHombre Maquinajantonio11850% (2)
- Torno Taladradora Cepilladora LimadoraDocumento20 páginasTorno Taladradora Cepilladora LimadoraFURILO74Aún no hay calificaciones
- Torno y Fresadora, Ventajas e InconvenientesDocumento2 páginasTorno y Fresadora, Ventajas e InconvenientesGerardo LopezAún no hay calificaciones
- Datos Tecnicos de TorneadoDocumento51 páginasDatos Tecnicos de TorneadoMilton Fonseca ZuritaAún no hay calificaciones
- Catálogo Uranga - Listado GeneralDocumento85 páginasCatálogo Uranga - Listado Generalaugusto7777100% (3)
- Extrusion-Doble Husillo MPNDocumento56 páginasExtrusion-Doble Husillo MPNjsk789100% (3)
- Korloy CanalDocumento12 páginasKorloy CanalSimone OliveiraAún no hay calificaciones
- Monografia Final Sobre La MandrinadoraDocumento18 páginasMonografia Final Sobre La MandrinadoraChris Roy Azaña FernandezAún no hay calificaciones
- Diagrama de Operaciones)Documento4 páginasDiagrama de Operaciones)Pablo Josmar Cano Monroy0% (1)
- Fresado Multiples Caras PDFDocumento24 páginasFresado Multiples Caras PDFJuan Carlos Mamani. CalisayaAún no hay calificaciones
- Hoja de Ruta y ProcesoDocumento7 páginasHoja de Ruta y ProcesoElias RiveraAún no hay calificaciones