También podría gustarte
- Viol en CIA 1Documento12 páginasViol en CIA 1Yaisa GoudettAún no hay calificaciones
- Administración de ProducciónDocumento23 páginasAdministración de ProducciónChristian Joel Arellano MonzonAún no hay calificaciones
- Basico1 AprendizDocumento4 páginasBasico1 AprendizmcarrasaAún no hay calificaciones
- Administracion de La ProducciónDocumento28 páginasAdministracion de La ProducciónChristian Joel Arellano MonzonAún no hay calificaciones
- Administración de La ProduciónDocumento26 páginasAdministración de La ProduciónChristian Joel Arellano MonzonAún no hay calificaciones
- Administracion de ProducciónDocumento21 páginasAdministracion de ProducciónChristian Joel Arellano MonzonAún no hay calificaciones
- Administracion de La ProduccionDocumento29 páginasAdministracion de La ProduccionChristian ArellanoAún no hay calificaciones
- Admisnistración de ProducciónDocumento40 páginasAdmisnistración de ProducciónChristian Joel Arellano MonzonAún no hay calificaciones
- Ingles FundamentalDocumento6 páginasIngles FundamentalLilianaCastañoCanoAún no hay calificaciones
- Balanceo de Lineas de ProduccionDocumento57 páginasBalanceo de Lineas de Produccioneroussel1Aún no hay calificaciones
- Administración Dela ProducciónDocumento22 páginasAdministración Dela ProducciónChristian Joel Arellano MonzonAún no hay calificaciones
- Técnicas de Control de CalidadDocumento10 páginasTécnicas de Control de CalidadChristian Joel Arellano MonzonAún no hay calificaciones
- Aplicaciones WebDocumento17 páginasAplicaciones WebChristian Joel Arellano MonzonAún no hay calificaciones
- Teoria PS2160 RacionalizacionDocumento12 páginasTeoria PS2160 RacionalizacionChristian Joel Arellano MonzonAún no hay calificaciones
- Tema 6 La Distribucion en Planta PDFDocumento7 páginasTema 6 La Distribucion en Planta PDFChristian Joel Arellano MonzonAún no hay calificaciones
- Mi Testimonio Ante La HistoiaDocumento190 páginasMi Testimonio Ante La HistoiavirjapAún no hay calificaciones
- Fabricantes de Miserias Apuleyo Mendoza Plinio Fabricantes de Miseria 1Documento430 páginasFabricantes de Miserias Apuleyo Mendoza Plinio Fabricantes de Miseria 1Yess CaizaAún no hay calificaciones
- Facebook en La CotidianidadDocumento27 páginasFacebook en La CotidianidadChristian Joel Arellano MonzonAún no hay calificaciones
- Lógica ProposicionalDocumento12 páginasLógica ProposicionalChristian Joel Arellano MonzonAún no hay calificaciones
- Administración 2Documento25 páginasAdministración 2Christian Joel Arellano MonzonAún no hay calificaciones
- SESI├ТN 2 TEORIA DE LA COM ENE MAR 2014Documento63 páginasSESI├ТN 2 TEORIA DE LA COM ENE MAR 2014Christian Joel Arellano MonzonAún no hay calificaciones
- Presentacion EstrategiasDocumento31 páginasPresentacion EstrategiasChristian Joel Arellano MonzonAún no hay calificaciones
- Presentación Final-1Documento26 páginasPresentación Final-1Christian Joel Arellano MonzonAún no hay calificaciones
- Younique Product Catalog 2018 03 Es MXDocumento33 páginasYounique Product Catalog 2018 03 Es MXAída de AlonsoAún no hay calificaciones
- Quinta HeerenDocumento18 páginasQuinta HeerenJimi Joel Cari100% (1)
- Comunicacion Desde El Enfoque SistemicoDocumento35 páginasComunicacion Desde El Enfoque SistemicoMagaly Susana Perrigo FigueroaAún no hay calificaciones
- Propiedades Fisicas y Quimicas Del BencenoDocumento6 páginasPropiedades Fisicas y Quimicas Del BencenoStephanie Lisbeth PazmiñoAún no hay calificaciones
- The Execution TrapDocumento2 páginasThe Execution TrapIsmael Pérez Montes de OcaAún no hay calificaciones
- Guian5nnBacknEndnBasendenDatos 826419bc745c309Documento11 páginasGuian5nnBacknEndnBasendenDatos 826419bc745c309daniel guerreroAún no hay calificaciones
- Correo Propuesta Rebajas de ClasificadoresDocumento1 páginaCorreo Propuesta Rebajas de ClasificadoresJack Robert Meza SanchezAún no hay calificaciones
- Banco Total FPHDocumento151 páginasBanco Total FPHDaniela BañosAún no hay calificaciones
- Erosión del Río Coca: causas, daños y solucionesDocumento3 páginasErosión del Río Coca: causas, daños y solucionesDiego SuntaAún no hay calificaciones
- Mapa Conceptual Paraguay y UruguayDocumento3 páginasMapa Conceptual Paraguay y UruguayDeysi PamelaAún no hay calificaciones
- POSTEDocumento2 páginasPOSTEFroy HuancaAún no hay calificaciones
- FisicaDocumento13 páginasFisicaValery Sofia Romo PabuenaAún no hay calificaciones
- Pruebas de Laboratorio de EmergenciaDocumento21 páginasPruebas de Laboratorio de Emergencianaldycita67% (3)
- Instrucciones para El Examen Parcial de DinamicaDocumento2 páginasInstrucciones para El Examen Parcial de DinamicaFranco Faza ZamoraAún no hay calificaciones
- Cómo Ser Más ProductivoDocumento4 páginasCómo Ser Más Productivobernardo guevaraAún no hay calificaciones
- Rehabilitación Después de Una Operación de Fractura de CalcáneoDocumento7 páginasRehabilitación Después de Una Operación de Fractura de CalcáneodfnoriegaAún no hay calificaciones
- QC-PE-008 - Procedimiento de Prueba de Motores EléctricosDocumento7 páginasQC-PE-008 - Procedimiento de Prueba de Motores EléctricosGodofredo Barrera AnguloAún no hay calificaciones
- MÓDULO I CompetenciasDocumento25 páginasMÓDULO I CompetenciasRusell Iuit ManzaneroAún no hay calificaciones
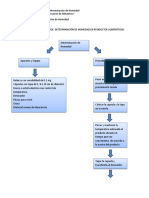
- Determinación de HumedadDocumento2 páginasDeterminación de HumedadMamo56% (9)
- 6TO Sumamos y Restamos Fracciones HomogéneasDocumento6 páginas6TO Sumamos y Restamos Fracciones HomogéneasJhonAún no hay calificaciones
- Diseño de Procesos Eje 4Documento8 páginasDiseño de Procesos Eje 4Juan Felipe Valdez MuñozAún no hay calificaciones
- Teorías EconómicasDocumento13 páginasTeorías EconómicasAbraham Alexis Bueno cisnerosAún no hay calificaciones
- Modelamiento Geologico Minero Cerro de Pasco PDFDocumento13 páginasModelamiento Geologico Minero Cerro de Pasco PDFmariobaudinoAún no hay calificaciones
- Carta de No Poseer ViviendaDocumento3 páginasCarta de No Poseer ViviendaAndres SucreAún no hay calificaciones
- Von Hase, Erwin - Con Los Gauchos de La PampaDocumento11 páginasVon Hase, Erwin - Con Los Gauchos de La PampaFernando PereyraAún no hay calificaciones
- Módulo II - PPT-Gestión Del Recurso HumanoDocumento48 páginasMódulo II - PPT-Gestión Del Recurso HumanoGabriel MartinezAún no hay calificaciones
- Aplicativo móvil mejora comprensión lectoraDocumento8 páginasAplicativo móvil mejora comprensión lectoraVicente Saez DiazAún no hay calificaciones
- GUIA CONDUCTORES PRUEBA HABILIDAD VEHÍCULOSDocumento2 páginasGUIA CONDUCTORES PRUEBA HABILIDAD VEHÍCULOSINHOUSEBAVARIA CARGANTIOQUIAAún no hay calificaciones
- Examen Ii Unidad 3º Sec.23-5-20Documento3 páginasExamen Ii Unidad 3º Sec.23-5-20vanessa zegarraAún no hay calificaciones
- Presentacion en WordDocumento2 páginasPresentacion en WordYaneth Mayume Huamani MendigureAún no hay calificaciones