También podría gustarte
- CETA Montador de Estructuras Aeronauticas PDFDocumento6 páginasCETA Montador de Estructuras Aeronauticas PDFLuis RojasAún no hay calificaciones
- Guia Vadecum Instalaciones Enlace Baja TensionDocumento107 páginasGuia Vadecum Instalaciones Enlace Baja TensionAgusti Cirera ArasaAún no hay calificaciones
- Trifasico Como MonofasicoDocumento18 páginasTrifasico Como MonofasicoJohann Smith Aranda RamosAún no hay calificaciones
- ElectrovalvulasDocumento14 páginasElectrovalvulasjordanvillaAún no hay calificaciones
- Rectificador ControladoDocumento4 páginasRectificador ControladoElmo VillaseñorAún no hay calificaciones
- Guía de Laboratorio - Taller de Control y Automatismo (II-2018)Documento174 páginasGuía de Laboratorio - Taller de Control y Automatismo (II-2018)Angel R. Mamani C.Aún no hay calificaciones
- PTT Metodo CascadaDocumento13 páginasPTT Metodo CascadaSANTIAGO DAMASO RODRIGUEZ MARTINEZAún no hay calificaciones
- Unit Commitment - O - SEPDocumento20 páginasUnit Commitment - O - SEPJhony GermanAún no hay calificaciones
- Manual Control BiocoolDocumento21 páginasManual Control BiocoolLuis RojasAún no hay calificaciones
- Proteccion de Sistemas ElectricosDocumento5 páginasProteccion de Sistemas ElectricosAlexander BaldecAún no hay calificaciones
- Trabajo CASO-03 CDocumento42 páginasTrabajo CASO-03 CReymund Paul100% (1)
- Practica de NeumáticaDocumento10 páginasPractica de NeumáticaIngridCandelariaCatzínTajerAún no hay calificaciones
- A. Identifica La Operación de Circuitos Con SCR (Rectificador Controlado de Silicio)Documento47 páginasA. Identifica La Operación de Circuitos Con SCR (Rectificador Controlado de Silicio)Jaime Arellano HuertaAún no hay calificaciones
- 37 Programación de Mediano Plazo de La Operación Del SEINDocumento10 páginas37 Programación de Mediano Plazo de La Operación Del SEINBenigno Carlos Sivincha LopezAún no hay calificaciones
- Generador de Disparo Por Circuito Divisor de Frecuencia.Documento17 páginasGenerador de Disparo Por Circuito Divisor de Frecuencia.madura123Aún no hay calificaciones
- Tapia ArDocumento71 páginasTapia ArEdinson Saniel Salazar CribilleroAún no hay calificaciones
- Trabajo Bombas 2Documento28 páginasTrabajo Bombas 2gustavounac2018Aún no hay calificaciones
- Guia TallerDocumento122 páginasGuia TallerJason Fernández GarciaAún no hay calificaciones
- Localización de Averías en Máquinas de Corriente AlternaDocumento14 páginasLocalización de Averías en Máquinas de Corriente AlternadiegoAún no hay calificaciones
- Usb - Configuración e Implementación de Medidor para Automatización de Unidad de GeneraciónDocumento92 páginasUsb - Configuración e Implementación de Medidor para Automatización de Unidad de GeneraciónrjrcorreoAún no hay calificaciones
- Capitulo 5 - Maquinas de Corriente Continua PDFDocumento22 páginasCapitulo 5 - Maquinas de Corriente Continua PDFEmiliano MoralesAún no hay calificaciones
- Variador de Frecuencia ResumenDocumento7 páginasVariador de Frecuencia ResumenBrodka2Aún no hay calificaciones
- Motor MonofasicoDocumento14 páginasMotor MonofasicoBryan Quispe Öf̲̲̅̅ı̲̲̅̅c̲̲̅̅ı̲̲̅̅a̲̲̅̅l̲̲̅̅'̲̲̅̅F̲̲̅̅bAún no hay calificaciones
- Cuestionario Unidad 1 Instalaciones Eléctricas IndustrialesDocumento3 páginasCuestionario Unidad 1 Instalaciones Eléctricas IndustrialesMario S. E.G.Aún no hay calificaciones
- La Máquina Asíncrona TrifásicaDocumento165 páginasLa Máquina Asíncrona TrifásicaCésar MaravíAún no hay calificaciones
- Foro TematicoDocumento5 páginasForo TematicoKleider Anthony100% (1)
- Ie624 Examen I Parcial Ipa 2012Documento2 páginasIe624 Examen I Parcial Ipa 2012luisencruAún no hay calificaciones
- Manual Del SoftwareDocumento22 páginasManual Del SoftwareRichard LenisAún no hay calificaciones
- Ee-615 Control ISYLLABUSDocumento2 páginasEe-615 Control ISYLLABUSjoserxAún no hay calificaciones
- Diapositivas DisyuntoresDocumento53 páginasDiapositivas DisyuntoresMila Calderón100% (1)
- Apuntes - Flujos de Potencia - SP-2-2 PDFDocumento27 páginasApuntes - Flujos de Potencia - SP-2-2 PDFJulio VergaraAún no hay calificaciones
- Informe Arduino Salinas JoaquinDocumento10 páginasInforme Arduino Salinas JoaquinJoaquin SalinasAún no hay calificaciones
- Corrientes de Fuga Medicion FlukeDocumento2 páginasCorrientes de Fuga Medicion FlukeWilson GarciaAún no hay calificaciones
- 2210B SPA - Teoria - Vers 2014Documento32 páginas2210B SPA - Teoria - Vers 2014Johan MorenoAún no hay calificaciones
- LABORATORIO 02 - LABVIEW - Señales en El Dominio Del Tiempo y La Frecuen...Documento14 páginasLABORATORIO 02 - LABVIEW - Señales en El Dominio Del Tiempo y La Frecuen...Juan SanchezAún no hay calificaciones
- Control de Nivel de Un Tanque Con Dos SensoresDocumento5 páginasControl de Nivel de Un Tanque Con Dos SensoresheriramosAún no hay calificaciones
- Curso Entrenamiento OperadoresDocumento119 páginasCurso Entrenamiento OperadoresLeslie KarinaAún no hay calificaciones
- Examen de Maquinas ElectricasDocumento4 páginasExamen de Maquinas ElectricasJoel VelardeAún no hay calificaciones
- Máquinas Eléctricas v1 - 0Documento246 páginasMáquinas Eléctricas v1 - 0lardeloyAún no hay calificaciones
- Diseño de Compensador en Adelanto Por LGR - PresentacionDocumento20 páginasDiseño de Compensador en Adelanto Por LGR - PresentacionYobani GamboaAún no hay calificaciones
- Programacion Electronica I (Silabo) PDFDocumento6 páginasProgramacion Electronica I (Silabo) PDFJoc Gibaja CAún no hay calificaciones
- Lab 3 FinDocumento9 páginasLab 3 FinGonzalo Avalos PalominoAún no hay calificaciones
- Modelamiento Matemático de Centrales HidroeléctricasDocumento19 páginasModelamiento Matemático de Centrales HidroeléctricasFredy Segama SalvatierraAún no hay calificaciones
- Motores CCDocumento5 páginasMotores CCraulraul82Aún no hay calificaciones
- Laboratorio 7 Maquinas EléctricasDocumento16 páginasLaboratorio 7 Maquinas EléctricasGonzalo Quiñones FAún no hay calificaciones
- Marco TeoricoDocumento25 páginasMarco TeoricoHumberto Cuyubamba Ch100% (1)
- EXAMEN Parte 1-TEST - 26-05-2020Documento3 páginasEXAMEN Parte 1-TEST - 26-05-2020OscarAmFer99Aún no hay calificaciones
- 06 Puesta en Operación de Un Generador Síncrono Con Carga.Documento13 páginas06 Puesta en Operación de Un Generador Síncrono Con Carga.Juam YupanquiAún no hay calificaciones
- Laboratorio de Rotativas 1Documento9 páginasLaboratorio de Rotativas 1Jaime Franksue Sullon LiAún no hay calificaciones
- ELI-271 - Clase N°19 - Máquinas AsincrónicasDocumento25 páginasELI-271 - Clase N°19 - Máquinas AsincrónicasMartin LeonAún no hay calificaciones
- Informe1curva CapabilidadDocumento14 páginasInforme1curva CapabilidadDarwin GuachaminAún no hay calificaciones
- Máquina Sincrónica (Motor y Generador)Documento2 páginasMáquina Sincrónica (Motor y Generador)andres_arias_silvaAún no hay calificaciones
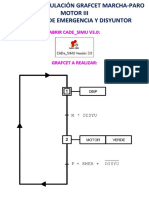
- p1.2 - Grafcet PC Simu Marcha Paro Motor III Con DisyuntorDocumento16 páginasp1.2 - Grafcet PC Simu Marcha Paro Motor III Con DisyuntorJM Cuevas100% (1)
- Laboratorio 6 NeumaticaDocumento7 páginasLaboratorio 6 NeumaticaGonzalez Cedillo JuanAún no hay calificaciones
- 2 Máquinas Asíncronas TrifásicasDocumento45 páginas2 Máquinas Asíncronas TrifásicasEspinoza LeninAún no hay calificaciones
- Componentes de Un PLCDocumento6 páginasComponentes de Un PLCGeorge Ramos100% (2)
- Electrificacion Rural en El Peru y en La Region Huanuco - N. Garcia U.Documento40 páginasElectrificacion Rural en El Peru y en La Region Huanuco - N. Garcia U.Luis Navarro Alvarez100% (1)
- Semana 4 Valores en PuDocumento33 páginasSemana 4 Valores en PuYohan Andre Villanes SantosAún no hay calificaciones
- IV congreso internacional de ingenierías: La ingeniería como base del desarrolloDe EverandIV congreso internacional de ingenierías: La ingeniería como base del desarrolloAún no hay calificaciones
- Control de Procesos-Apd-1305Documento6 páginasControl de Procesos-Apd-1305joseAún no hay calificaciones
- Topicos de Automatizacion IIDocumento4 páginasTopicos de Automatizacion IICesar ValenciaAún no hay calificaciones
- Silabo - Control AutomaticoDocumento9 páginasSilabo - Control AutomaticoJohn Enrique Tinoco RojasAún no hay calificaciones
- Control Ing MecatronicaDocumento10 páginasControl Ing MecatronicaCharly HernandezAún no hay calificaciones
- Manual Instalaci N MuellesDocumento2 páginasManual Instalaci N MuellesLuis RojasAún no hay calificaciones
- Manual Instalaci N PestillosDocumento2 páginasManual Instalaci N PestillosLuis RojasAún no hay calificaciones
- A4401602 Ficha Tcnica Rejilla 20dh KoolnovaDocumento1 páginaA4401602 Ficha Tcnica Rejilla 20dh KoolnovaLuis RojasAún no hay calificaciones
- BIOCLIMATIZADORES BIOCOOLERS - PDFDocumento11 páginasBIOCLIMATIZADORES BIOCOOLERS - PDFLuis RojasAún no hay calificaciones
- Principios de Aeronautica PDFDocumento20 páginasPrincipios de Aeronautica PDFVictor AhAún no hay calificaciones
- Montaje Desmontaje UDocumento6 páginasMontaje Desmontaje ULuis RojasAún no hay calificaciones
- Analisis de La Respuesta EstacionariaDocumento29 páginasAnalisis de La Respuesta EstacionariaLuis RojasAún no hay calificaciones