También podría gustarte
- Guia Inicio Rapido Equipo Pantografo Magnetico cg2 150 PDFDocumento3 páginasGuia Inicio Rapido Equipo Pantografo Magnetico cg2 150 PDFEmilio Jose GaliciaAún no hay calificaciones
- Codigo de Fallas de CatDocumento17 páginasCodigo de Fallas de Catgreidys riera100% (3)
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- El TornoDocumento18 páginasEl TornoBiankhita Parada100% (1)
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAún no hay calificaciones
- Sierra de Mesa Table Saw: InstructivoDocumento24 páginasSierra de Mesa Table Saw: InstructivoNiicandroo Gomez100% (1)
- Plan de Mantenimiento Area IndustrialDocumento38 páginasPlan de Mantenimiento Area IndustrialEduardo GarateAún no hay calificaciones
- Recopilación de Los Principales Comandos en Codigo GDocumento3 páginasRecopilación de Los Principales Comandos en Codigo GAdrianRmzAún no hay calificaciones
- Laboratorio Metro Reloj FinalDocumento21 páginasLaboratorio Metro Reloj FinalGinaGonzalesPulidoAún no hay calificaciones
- Protocolos de Operacion y MantenimientoDocumento7 páginasProtocolos de Operacion y MantenimientoJosue Luna100% (1)
- Curso Básico Torno CNC Leadwell - Ingeniero David Rozo TorresDocumento42 páginasCurso Básico Torno CNC Leadwell - Ingeniero David Rozo TorresRubén Chávez GonzálezAún no hay calificaciones
- Partes de Torno y NCNDocumento9 páginasPartes de Torno y NCNEnrique Gonzalez HerreraAún no hay calificaciones
- Limadora 170218144312 PDFDocumento12 páginasLimadora 170218144312 PDFMatthew CalderonAún no hay calificaciones
- Teoria MecanismosDocumento16 páginasTeoria MecanismoslopezmirianAún no hay calificaciones
- Apuntes de Procesos de Mecanizado ManualDocumento32 páginasApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezAún no hay calificaciones
- XMT 350 FieldProDocumento56 páginasXMT 350 FieldProCristian Arias SepulvedaAún no hay calificaciones
- Guía Herramientas ManualesDocumento17 páginasGuía Herramientas ManualesHeidi Guanipa100% (2)
- Uso de Herramienta Manual (08 Horas) PDFDocumento36 páginasUso de Herramienta Manual (08 Horas) PDFCarlos AlvizuriAún no hay calificaciones
- Refrigeración y Aire Acondicionado (Clases 1-2-3 y 4)Documento35 páginasRefrigeración y Aire Acondicionado (Clases 1-2-3 y 4)Arturo De La FuenteAún no hay calificaciones
- CNC LeadwellDocumento13 páginasCNC LeadwellJuan LeonardoAún no hay calificaciones
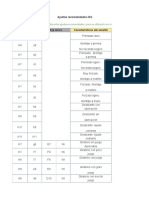
- Tabla Sencilla de AjustesDocumento4 páginasTabla Sencilla de AjustesEdortaMorenoAranburuAún no hay calificaciones
- Manual de MaquinaDocumento100 páginasManual de MaquinaYoe GuerAún no hay calificaciones
- Cadena CinemáticaDocumento13 páginasCadena CinemáticaEd AntonioAún no hay calificaciones
- Practica 9Documento7 páginasPractica 9Galilea BandaAún no hay calificaciones
- Fresadora Manual.Documento34 páginasFresadora Manual.Bryant GarcíaAún no hay calificaciones
- Apsd - Apsd-515 - Formatoalumnotrabajofinal Hidraulica GabrielDocumento13 páginasApsd - Apsd-515 - Formatoalumnotrabajofinal Hidraulica GabrielPool Curimania100% (1)
- Trabajo Casi Final 2.0Documento82 páginasTrabajo Casi Final 2.0CharlyPizarroAún no hay calificaciones
- Maquinado de Piezas en Torno y TaladroDocumento18 páginasMaquinado de Piezas en Torno y Taladrochuchito35Aún no hay calificaciones
- Instrumentos y Pruebas de DiagnósticoDocumento48 páginasInstrumentos y Pruebas de DiagnósticoSebastian CanalesAún no hay calificaciones
- Apuntes Feb 2020 ALUMNOSDocumento17 páginasApuntes Feb 2020 ALUMNOSMiguel Angel LopezAún no hay calificaciones
- Operaciones de Maquinado CNCDocumento6 páginasOperaciones de Maquinado CNCH Rivera Oki AntonioAún no hay calificaciones
- Exposición Sistemas NeumaticosDocumento22 páginasExposición Sistemas NeumaticosCarlos Martinez VazquezAún no hay calificaciones
- Torno ConvensionalDocumento12 páginasTorno ConvensionalSebastian PatiñoAún no hay calificaciones
- Informe Del Torno de CNCDocumento18 páginasInforme Del Torno de CNCPaul Soria100% (1)
- Catalogo Sierras Cinta MetalDocumento38 páginasCatalogo Sierras Cinta MetalEverAngelAún no hay calificaciones
- Fresadora Torno y RoladoraDocumento22 páginasFresadora Torno y RoladoraMichael SaldañaAún no hay calificaciones
- Manual de Alineadora de Ruedas GA-200Documento83 páginasManual de Alineadora de Ruedas GA-200Arevalo JosephAún no hay calificaciones
- Guia 1 Banco HerramientasDocumento28 páginasGuia 1 Banco HerramientasAris DelgadilloAún no hay calificaciones
- Consideraciones para Comprar Pantografo CNCDocumento6 páginasConsideraciones para Comprar Pantografo CNCFernando RomeroAún no hay calificaciones
- PM FlejadoraDocumento2 páginasPM Flejadoramarinerolector67% (3)
- Proyecto Adjuntado (Autoguardado)Documento145 páginasProyecto Adjuntado (Autoguardado)Krlos Cely100% (1)
- Fresadora CNCDocumento38 páginasFresadora CNCGloria EspinozaAún no hay calificaciones
- El Torno 2016Documento108 páginasEl Torno 2016Sebastian VelardeAún no hay calificaciones
- Procedimiento Soldadura Electrica PDFDocumento9 páginasProcedimiento Soldadura Electrica PDFSesar SolucionesAún no hay calificaciones
- Mantenimiento Hidraulico PDFDocumento12 páginasMantenimiento Hidraulico PDFYohn Jairo Tapiero BaqueroAún no hay calificaciones
- Manual de Operacionesagis-Ms 347-02712aeDocumento150 páginasManual de Operacionesagis-Ms 347-02712aeLopez Juarez Luis100% (2)
- La FresadoraDocumento16 páginasLa FresadoraAlexander Laupa Roman100% (2)
- Ejemplos de Mantenimiento CorrectivoDocumento2 páginasEjemplos de Mantenimiento Correctivoyasho poder animeAún no hay calificaciones
- Bomba de Diafragma MotorizadaDocumento44 páginasBomba de Diafragma MotorizadaSebastian Ramirez FerradaAún no hay calificaciones
- Manual de Instrucciones para TornoDocumento13 páginasManual de Instrucciones para TornoMiguel Angel Vargas AchuAún no hay calificaciones
- Proyecto CMCDocumento16 páginasProyecto CMCFrankoAún no hay calificaciones
- StanleyDocumento0 páginasStanleyEfrain HuallpaAún no hay calificaciones
- Bombas HidraulicasDocumento15 páginasBombas HidraulicasJoaquin HerreraAún no hay calificaciones
- Guia 2 Operar Herramientas de Banco PDFDocumento22 páginasGuia 2 Operar Herramientas de Banco PDFjohon alver hidalgo cardona100% (1)
- Modelo Matematico Del Motor DCDocumento5 páginasModelo Matematico Del Motor DCAbdias MoralesAún no hay calificaciones
- Cabezal Universal y Cabezal VerticalDocumento7 páginasCabezal Universal y Cabezal VerticalSERVIN MICHEL100% (2)
- TorneadoDocumento17 páginasTorneadorosario100% (1)
- Maquinas Rectificadoras ExterioresDocumento14 páginasMaquinas Rectificadoras ExterioresDiego Fernando Vaca CarguaAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- 2.reconocimiento TornoDocumento22 páginas2.reconocimiento TornoHisoka SSJAún no hay calificaciones
- Manual de Un Torno CNCDocumento23 páginasManual de Un Torno CNCEdder RojasAún no hay calificaciones
- 13ava Sesión Manto. Motores Diesel Automotriz 2017-2 RefrigeraciónDocumento37 páginas13ava Sesión Manto. Motores Diesel Automotriz 2017-2 RefrigeraciónLhinCe RojinegroAún no hay calificaciones
- 02 MecanismosDocumento32 páginas02 MecanismosGabriel Martinez100% (1)
- Amod 606 - Tarea T002Documento9 páginasAmod 606 - Tarea T002Ricardo HcAún no hay calificaciones
- El Ciclo Diesel IdealDocumento4 páginasEl Ciclo Diesel IdealEdinson Delgado DiazAún no hay calificaciones
- (RECORREGIDO) Resumen Curso de Mantenimiento MT65Documento8 páginas(RECORREGIDO) Resumen Curso de Mantenimiento MT65MARIO DEL PINO MUÑOZAún no hay calificaciones
- ESQUEMA REFERENCIAS OEM LINEA JAPONESA - VER FinalDocumento35 páginasESQUEMA REFERENCIAS OEM LINEA JAPONESA - VER Finaljohn boadaAún no hay calificaciones
- 6020 Series SPDocumento86 páginas6020 Series SPRomario xiloj100% (1)
- Resumen Tema 4Documento21 páginasResumen Tema 4JOSE carmonaAún no hay calificaciones
- Gates Pontiac Fiero 86Documento9 páginasGates Pontiac Fiero 866xavierx7Aún no hay calificaciones
- Practica Final Del Tres 23-05-23Documento8 páginasPractica Final Del Tres 23-05-23Mam CruzAún no hay calificaciones
- Proyecto Torno para Madera Masterizado by OktavioDocumento17 páginasProyecto Torno para Madera Masterizado by OktavioMartinezHernandezMisael67% (3)
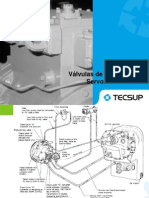
- Valvulas Servotransmision 2010Documento80 páginasValvulas Servotransmision 2010silviapp30100% (2)
- ALFA ROMEO 145 TD DieselDocumento3 páginasALFA ROMEO 145 TD DieselLina ManotasAún no hay calificaciones
- Engranes RectosDocumento4 páginasEngranes RectosValadezAún no hay calificaciones
- Molina F - Proceso de Combustion - 5ADocumento8 páginasMolina F - Proceso de Combustion - 5AFernando AndradeAún no hay calificaciones
- Códigos de Error BOSCH M7.9.7 Euro2 y Euro3Documento3 páginasCódigos de Error BOSCH M7.9.7 Euro2 y Euro3dragon_ecuAún no hay calificaciones
- TALLER 13. Movimiento Con Velocidad VariableDocumento2 páginasTALLER 13. Movimiento Con Velocidad Variablejesus alberto rua cataño100% (1)
- Horno de Secado HojuelasDocumento9 páginasHorno de Secado HojuelasEstefanny ArispeAún no hay calificaciones
- S06.s1 - Elemento Maquina - Tren de Engranajes - UTPDocumento26 páginasS06.s1 - Elemento Maquina - Tren de Engranajes - UTPjholorteguir1Aún no hay calificaciones
- Soberanes Hernandez Luis Alberto 1.2. Componentes y Funcionamiento de Los Sistemas Auxiliares de Los Motores de Combustión Interna ReciprocantesDocumento22 páginasSoberanes Hernandez Luis Alberto 1.2. Componentes y Funcionamiento de Los Sistemas Auxiliares de Los Motores de Combustión Interna ReciprocantesMichel EspinozaAún no hay calificaciones
- Funcionamiento Del Motor 2t y 4t y PiezasDocumento5 páginasFuncionamiento Del Motor 2t y 4t y Piezaspachado1990Aún no hay calificaciones
- MR 04 Daily CAJA DE VELOCIDADES PDFDocumento36 páginasMR 04 Daily CAJA DE VELOCIDADES PDFpastor4100% (1)
- Manual Daewoo Tico... Part 3Documento8 páginasManual Daewoo Tico... Part 3LhinCe Rojinegro50% (4)
- TorquimetroDocumento13 páginasTorquimetrojoroscoqAún no hay calificaciones
- Selección de Turbinas HidráulicasDocumento3 páginasSelección de Turbinas HidráulicasDani EloAún no hay calificaciones
- Om Ng-Chevrolet Camaro My15-Es MXDocumento488 páginasOm Ng-Chevrolet Camaro My15-Es MXXavier JxmAún no hay calificaciones
- Máquinas Simples y Compuestas y Su InventorDocumento8 páginasMáquinas Simples y Compuestas y Su InventoravigailAún no hay calificaciones
- Paguro 06000Documento4 páginasPaguro 06000michelAún no hay calificaciones
- Preguntas y Ejercicios Cap6Documento7 páginasPreguntas y Ejercicios Cap6Santiago Pulla100% (3)