También podría gustarte
- Electricidad Automotriz PDFDocumento134 páginasElectricidad Automotriz PDFJuanGermánMartínezGonzalez100% (16)
- Tipos de Galgas para Soldadura AswDocumento7 páginasTipos de Galgas para Soldadura AswParaiso de Hielo100% (1)
- Análisis Cuantitativo Del Metabolito de Acetaminofen en OrinaDocumento2 páginasAnálisis Cuantitativo Del Metabolito de Acetaminofen en OrinaJohanna PegueroAún no hay calificaciones
- Protección de superficies. TMVL0509De EverandProtección de superficies. TMVL0509Aún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura de AluminioDocumento37 páginasSoldadura de AluminioMiguel Angel CisnerosAún no hay calificaciones
- Sesion 05 Posiciones de SoldaduraDocumento21 páginasSesion 05 Posiciones de SoldaduraCARLOS JHONATAN SULCA OYAKAWA100% (4)
- Simbolos de Soldadura AWSDocumento46 páginasSimbolos de Soldadura AWSJoseMiguelVelandia100% (1)
- 3.3 - Diseño de Uniones Soldadas PDFDocumento32 páginas3.3 - Diseño de Uniones Soldadas PDFIñaki JaritAún no hay calificaciones
- Clases de Procesos de SoldaduraDocumento327 páginasClases de Procesos de SoldaduraAnonymous tI6cgOO7NAAún no hay calificaciones
- Normas AwsDocumento16 páginasNormas Awsjoel100% (1)
- .Curso Basico de SoldaduraDocumento179 páginas.Curso Basico de SoldaduraIago Santiago Piñeiro100% (1)
- Código de Soldadura Estructural Chapa de AceroDocumento84 páginasCódigo de Soldadura Estructural Chapa de Acerokarina AlvarezAún no hay calificaciones
- Soldadura de Aluminio PDFDocumento28 páginasSoldadura de Aluminio PDFcristhianAún no hay calificaciones
- Revisión Código AWSDocumento35 páginasRevisión Código AWSFabian MuñozAún no hay calificaciones
- 3.03.2. Simbología de Uniones Soldadadas - NORMA ISO 2553Documento17 páginas3.03.2. Simbología de Uniones Soldadadas - NORMA ISO 2553RENZO RAI RIOS ROQUEAún no hay calificaciones
- Curso Gmaw Oasa HermosilloDocumento46 páginasCurso Gmaw Oasa Hermosilloyelsin padilla chambesAún no hay calificaciones
- Inspeccion Visual en Uniones SoldadasDocumento119 páginasInspeccion Visual en Uniones SoldadaskoyiatAún no hay calificaciones
- Aleaciones y Tipos de CobreDocumento15 páginasAleaciones y Tipos de CobreMisaki RenAún no hay calificaciones
- Posiciones de SoldaduraDocumento9 páginasPosiciones de SoldaduraNyssen A Castillo BAún no hay calificaciones
- Generalidades de Inspector CWIDocumento366 páginasGeneralidades de Inspector CWIJair Gonzalez100% (1)
- Procedimiento AwsDocumento27 páginasProcedimiento AwsAndres Eloy Castro VillaltaAún no hay calificaciones
- Aluminio y Aleaciones de Aluminio - WeldersDocumento53 páginasAluminio y Aleaciones de Aluminio - WeldersCarlos Arturo Rojas CamargoAún no hay calificaciones
- Simbología CisoldDocumento148 páginasSimbología CisoldEnriiqe F'Collao100% (1)
- Inspección Visual de SoldadurasDocumento114 páginasInspección Visual de SoldadurasRonald O. Gutierrez100% (4)
- Proceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)Documento32 páginasProceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)topitoloco100% (3)
- Cómo Soldar Aluminio Con TIGDocumento9 páginasCómo Soldar Aluminio Con TIGJOHN CARLOS ARRIOLA ALVAREZ100% (2)
- Lubricación MotulDocumento20 páginasLubricación MotulAtreiyu2012Aún no hay calificaciones
- Qué Es El Grado de Dureza de Los Tornillos y Cómo Se ClasificanDocumento9 páginasQué Es El Grado de Dureza de Los Tornillos y Cómo Se ClasificanMauricio CordiAún no hay calificaciones
- Simbología de Soldadura Sesión Ii PDFDocumento54 páginasSimbología de Soldadura Sesión Ii PDFRoosevelt Varas Veliz100% (3)
- Nomenclatura y Clasificación AWS de Los Aportes de SoldaduraDocumento23 páginasNomenclatura y Clasificación AWS de Los Aportes de SoldaduraFrank AlcalaAún no hay calificaciones
- Procesos-De-Soldadura Nasin 229Documento229 páginasProcesos-De-Soldadura Nasin 229nasin antonio arias valdesAún no hay calificaciones
- CAC-A, Corte y Biselado Con Electrodo de Carbón y AireDocumento2 páginasCAC-A, Corte y Biselado Con Electrodo de Carbón y AireWELD - TECH100% (1)
- Manual - Estructuras Metalicas - 2023 PDFDocumento105 páginasManual - Estructuras Metalicas - 2023 PDFDebi Tamariz TapiaAún no hay calificaciones
- DIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)Documento20 páginasDIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)nestor paccayaAún no hay calificaciones
- Tabla de Aceros PDFDocumento4 páginasTabla de Aceros PDFMiguel Angel Cejas VillodresAún no hay calificaciones
- Buenas Practicas Del Proceso de Galvanizacion en CalienteDocumento78 páginasBuenas Practicas Del Proceso de Galvanizacion en Calienteguibian100% (1)
- Manual de Ac Inox para Sold AdoresDocumento80 páginasManual de Ac Inox para Sold AdorescoloccioAún no hay calificaciones
- Aceros - Soldabilidad - Carbono Equival.Documento90 páginasAceros - Soldabilidad - Carbono Equival.EDú Nevado GarciaAún no hay calificaciones
- Normas para SoldaduraDocumento4 páginasNormas para SoldaduraDaniel Negrete GalvanAún no hay calificaciones
- Metalugía de La Soldadura2 PDFDocumento124 páginasMetalugía de La Soldadura2 PDFEnrique Manco100% (1)
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- Awsd1 1Documento71 páginasAwsd1 1Juan Santos90% (10)
- Elctrodos Segun Norma AWSDocumento17 páginasElctrodos Segun Norma AWSElvis GutierrezAún no hay calificaciones
- Test 4 Cwi Welding-Ndt-Symbols - EspàñolDocumento5 páginasTest 4 Cwi Welding-Ndt-Symbols - EspàñolMarcelo HaroAún no hay calificaciones
- Norma de PernosDocumento17 páginasNorma de PernosDaniel Castillo100% (2)
- Aws WJ Esp 201304Documento60 páginasAws WJ Esp 201304Octavio Mosqueda100% (1)
- Codigo de SoldaduraDocumento45 páginasCodigo de SoldaduraMari AlmendrasAún no hay calificaciones
- Tipos de Aceros Segun NormasDocumento6 páginasTipos de Aceros Segun NormasJuniors Nilton Velasquez Real100% (1)
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Soldadura 20 AluminioDocumento18 páginasSoldadura 20 AluminiosergioAún no hay calificaciones
- Soldadura AluminioDocumento14 páginasSoldadura AluminioFelipe Erreape Avendaño100% (1)
- Propiedades Del AluminioDocumento6 páginasPropiedades Del AluminioHernan QuishpeAún no hay calificaciones
- Aleaciones de AluminioDocumento17 páginasAleaciones de AluminioJessica CristinaAún no hay calificaciones
- Tratamiento de Metal Liquido AluminioDocumento16 páginasTratamiento de Metal Liquido AluminioMiguel Angel Escalante100% (1)
- AyA capacitacionTecnicaAluminioDocumento31 páginasAyA capacitacionTecnicaAluminioFAIVER EMILIO HERRERA TRUJILLOAún no hay calificaciones
- Generalidades Del AluminioDocumento6 páginasGeneralidades Del AluminioCenis Cardenas100% (1)
- Aluminio y Sus AleacionesDocumento13 páginasAluminio y Sus AleacionesSantiCámporaAún no hay calificaciones
- AluminoDocumento181 páginasAluminoOSWALDO MORALESAún no hay calificaciones
- Extrusion de Perfiles de AluminioDocumento92 páginasExtrusion de Perfiles de Aluminioelmarda0% (1)
- Aluminio y Sus AleacionesDocumento12 páginasAluminio y Sus AleacionesFranzs GutierrezAún no hay calificaciones
- T 2 23 Rev 2 Aluminio y AleacionesDocumento81 páginasT 2 23 Rev 2 Aluminio y AleacionesPericodelosPalotesAún no hay calificaciones
- Manual Poda DrupcDocumento57 páginasManual Poda Drupcmario3dAún no hay calificaciones
- Conexion SteinmetzDocumento2 páginasConexion SteinmetzTecnobot100% (2)
- Guía Técnica de Maderas en Construcción. Puertas de MaderaDocumento40 páginasGuía Técnica de Maderas en Construcción. Puertas de Maderaapi-118986524100% (3)
- Manual de Uso y Manejo de MotosierrasDocumento61 páginasManual de Uso y Manejo de Motosierrasapi-118986524Aún no hay calificaciones
- Manual de Construcción de Una MesaDocumento12 páginasManual de Construcción de Una Mesaapi-118986524Aún no hay calificaciones
- HD 1948 20 PDFDocumento12 páginasHD 1948 20 PDFricardobenrs77Aún no hay calificaciones
- Manual de Manipulación de Gases Refrigerantes FluoradosDocumento114 páginasManual de Manipulación de Gases Refrigerantes Fluoradosapi-118986524Aún no hay calificaciones
- Guía para La Construcción de Casas Con Balas de PajaDocumento16 páginasGuía para La Construcción de Casas Con Balas de Pajaapi-118986524100% (1)
- Guía Técnica para La Evaluación de Riesgos Laborales en La ConstrucciónDocumento143 páginasGuía Técnica para La Evaluación de Riesgos Laborales en La Construcciónapi-118986524Aún no hay calificaciones
- Una Silla para Bebés, Sencilla y Fácil de HacerDocumento11 páginasUna Silla para Bebés, Sencilla y Fácil de Hacerapi-118986524Aún no hay calificaciones
- Calibrador de SoldaduraDocumento4 páginasCalibrador de Soldaduraapi-118986524Aún no hay calificaciones
- Manual de Agricultura UrbanaDocumento20 páginasManual de Agricultura Urbanaapi-118986524Aún no hay calificaciones
- El Desherbado, Hierbas No Procedentes.Documento16 páginasEl Desherbado, Hierbas No Procedentes.api-118986524Aún no hay calificaciones
- La Importancia de Conocer La Humedad de La MaderaDocumento3 páginasLa Importancia de Conocer La Humedad de La Maderaapi-11898652475% (4)
- 03 Tipos de Losas 1Documento9 páginas03 Tipos de Losas 1Armando ZechinelliAún no hay calificaciones
- 30 23 PB PDFDocumento117 páginas30 23 PB PDFShin DashiroAún no hay calificaciones
- Huella de Carbono Notación CientíficaDocumento8 páginasHuella de Carbono Notación CientíficaAdriana Karen Quispe CalliriAún no hay calificaciones
- Labo 1 Strain GageDocumento6 páginasLabo 1 Strain GageDiego CastilloAún no hay calificaciones
- Densidades Del Acido SulfuricoDocumento2 páginasDensidades Del Acido SulfuricoOnfireF S100% (1)
- Manual de Operacion y Mantenimiento DesagueDocumento30 páginasManual de Operacion y Mantenimiento DesagueLuz ElianaAún no hay calificaciones
- Análisis de Arbol de FallasDocumento32 páginasAnálisis de Arbol de FallasEli PaleAún no hay calificaciones
- Expo Final TermodinámicaDocumento17 páginasExpo Final TermodinámicalivanaAún no hay calificaciones
- Revisar ZeolitaDocumento13 páginasRevisar ZeolitaPaul JismannAún no hay calificaciones
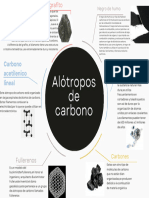
- ALOTROPOSDocumento1 páginaALOTROPOSarmifire8Aún no hay calificaciones
- UNE-EN 22339=1993 Pasadores cónicos de posicionamiento no endurecidosDocumento3 páginasUNE-EN 22339=1993 Pasadores cónicos de posicionamiento no endurecidosNachoAún no hay calificaciones
- Nitruro de Silicio1Documento16 páginasNitruro de Silicio1Diana OlanAún no hay calificaciones
- Intoxicacion Por Organos FosforadosDocumento9 páginasIntoxicacion Por Organos Fosforadosyony millartAún no hay calificaciones
- Cap.6 Flexion CompuestaDocumento27 páginasCap.6 Flexion CompuestaSebastian ArredondoAún no hay calificaciones
- 14 Maquina y HerramientasDocumento16 páginas14 Maquina y HerramientasAriel AudisioAún no hay calificaciones
- Los Placeres de Oro de La Region de Mapiri (Bolivia) y Sus Fuentes PrimariasDocumento11 páginasLos Placeres de Oro de La Region de Mapiri (Bolivia) y Sus Fuentes PrimariasIsantixMontaliPeraltaAún no hay calificaciones
- Taller Química de Iv Periodo 7°Documento3 páginasTaller Química de Iv Periodo 7°Quimica SebastianaAún no hay calificaciones
- Examen Quimica 5toDocumento6 páginasExamen Quimica 5toJosué VegaAún no hay calificaciones
- Hec Ras Ejemplo Calidad AguaDocumento247 páginasHec Ras Ejemplo Calidad AguaCristina Ochoa F100% (1)
- Resultados PigmentosDocumento4 páginasResultados PigmentosnilsonAún no hay calificaciones
- Trans de Alimentos 2505Documento4 páginasTrans de Alimentos 2505luisaffernandaAún no hay calificaciones
- Curso de ElectrometalurgiaDocumento57 páginasCurso de ElectrometalurgiaJazFachinAún no hay calificaciones
- 007 Hidrologia Demanda de Agua CalculosDocumento37 páginas007 Hidrologia Demanda de Agua CalculosDiegito CRAún no hay calificaciones
- Informe 01 - Práctica Meteorología UNAPDocumento11 páginasInforme 01 - Práctica Meteorología UNAPFlavio Cordova Noriega100% (1)
- Universidad Costa Rica: Facultad de Ingenier A Escuela de Ingeniería MecánicaDocumento46 páginasUniversidad Costa Rica: Facultad de Ingenier A Escuela de Ingeniería MecánicaSENSEI FALCONAún no hay calificaciones
- Estado Gaseoso y EstequiometríaDocumento2 páginasEstado Gaseoso y EstequiometríaAndrea Elias EstradaAún no hay calificaciones
- Quimica Inorganica y Estados de La MateriaDocumento5 páginasQuimica Inorganica y Estados de La MateriaElizabeth HernandezAún no hay calificaciones