También podría gustarte
- Manual Servicio Giraffe Inc Carestation - EspañolDocumento238 páginasManual Servicio Giraffe Inc Carestation - Españolomar valdivia75% (8)
- Catálogo Oerlikon PDFDocumento12 páginasCatálogo Oerlikon PDFRuben Cruz SAún no hay calificaciones
- Planos Tipo - Barandas Metalicas Flex BeamDocumento1 páginaPlanos Tipo - Barandas Metalicas Flex BeamGustavo Barbosa100% (3)
- Aceros Especiales ConstruccionDocumento68 páginasAceros Especiales Construccionluis100scribdAún no hay calificaciones
- Tablas HolmanDocumento18 páginasTablas HolmanRonald HerreraAún no hay calificaciones
- Ficha Técnica S-500CFDocumento2 páginasFicha Técnica S-500CFDIEGO ARMANDO VANEGAS DUQUE100% (1)
- 2 Catalogo de SoldadurasDocumento15 páginas2 Catalogo de SoldadurasBryan Vidal100% (1)
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
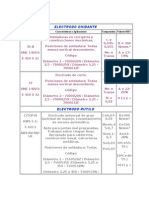
- Electrodo OxidanteDocumento15 páginasElectrodo OxidanteRaul Quispe RamirezAún no hay calificaciones
- Magnetron SputteringDocumento10 páginasMagnetron SputteringSebas Garcia de LagunaAún no hay calificaciones
- Electrodos Basicos OerlikonDocumento8 páginasElectrodos Basicos OerlikonElmer HuashuayoAún no hay calificaciones
- Imprimir CatálogosDocumento14 páginasImprimir Catálogosfredy málagaAún no hay calificaciones
- EXANIQUELDocumento1 páginaEXANIQUELWelder PowerAún no hay calificaciones
- ENi CIDocumento1 páginaENi CIeeindustrialAún no hay calificaciones
- Soldadura para Plancha Inox 316L - Ht-026 Inox BW Elc Ed. 07Documento1 páginaSoldadura para Plancha Inox 316L - Ht-026 Inox BW Elc Ed. 07Raul Ville Q HanccoAún no hay calificaciones
- Fisuración en FrióDocumento42 páginasFisuración en Frióvitucha100% (1)
- Ht-031 Inox CW Ed. 07Documento1 páginaHt-031 Inox CW Ed. 07Thonny BarreraAún no hay calificaciones
- Los ElectrodosDocumento11 páginasLos ElectrodosMaximo Velez AvilaAún no hay calificaciones
- BESTTWELD E410NiMo-15Documento2 páginasBESTTWELD E410NiMo-15alex diazAún no hay calificaciones
- SelectarcDocumento18 páginasSelectarcJonathan MendozaAún no hay calificaciones
- Pase Aéreo Metálico (L 40.00m) (Plano)Documento1 páginaPase Aéreo Metálico (L 40.00m) (Plano)Albert Palacios100% (3)
- TM Barra Perforada 31Documento8 páginasTM Barra Perforada 31borhec123Aún no hay calificaciones
- Especificaciones AWSDocumento7 páginasEspecificaciones AWSOmar DSAún no hay calificaciones
- Inspector Curso SoldaduraDocumento227 páginasInspector Curso SoldaduraPablo Stevinson100% (1)
- Procesos de SoldaduraDocumento21 páginasProcesos de SoldaduraEduardo Tello del Pino100% (2)
- CelulosicosDocumento6 páginasCelulosicosYupanqui RicardoAún no hay calificaciones
- Inox CWDocumento1 páginaInox CWEnriqueGDAún no hay calificaciones
- Catálogo de ElectrodosDocumento24 páginasCatálogo de ElectrodosDiego VicenteAún no hay calificaciones
- Uniones SoldadasDocumento35 páginasUniones Soldadasjhongarcia@itm.edu.co100% (4)
- SUMITEN780SDocumento42 páginasSUMITEN780SLuis Chiara LoayzaAún no hay calificaciones
- b-01. Hilco Red Extra 5Documento1 páginab-01. Hilco Red Extra 5Alex Gómez LópezAún no hay calificaciones
- Univers CRDocumento1 páginaUnivers CREduard ZavalaAún no hay calificaciones
- Anexo-Tabla de Propiedades Del Acero Empleado en Los Ejes PDFDocumento1 páginaAnexo-Tabla de Propiedades Del Acero Empleado en Los Ejes PDFElvis RodriguezAún no hay calificaciones
- Anexo-Tabla de Propiedades Del Acero Empleado en Los EjesDocumento1 páginaAnexo-Tabla de Propiedades Del Acero Empleado en Los EjesElvis RodriguezAún no hay calificaciones
- Ht-119 Exatub 71ni (Aws E71t-12mj)Documento1 páginaHt-119 Exatub 71ni (Aws E71t-12mj)Nestor OliAún no hay calificaciones
- Hoja Informativa 040620Documento13 páginasHoja Informativa 040620Kaleb LeonAún no hay calificaciones
- Electrodo RevestidoDocumento102 páginasElectrodo RevestidoJimyVillaAún no hay calificaciones
- Ejercicio de Soldabilidad Acero HSLADocumento30 páginasEjercicio de Soldabilidad Acero HSLADaniel BorregalesAún no hay calificaciones
- 09 Soldadura OxigasDocumento5 páginas09 Soldadura OxigasErick Dimas Cirilo BerazainAún no hay calificaciones
- Catalogo Electrodos - ConarcoDocumento24 páginasCatalogo Electrodos - ConarcolamoreraAún no hay calificaciones
- Gmaw FinalDocumento12 páginasGmaw Finaljpenare100% (1)
- Oxigas INDURADocumento7 páginasOxigas INDURAAnonymous FMzcBePZUAún no hay calificaciones
- Supercito ProDocumento1 páginaSupercito Proartu01Aún no hay calificaciones
- Carbofil Ps80-d2 Er80s-D2Documento1 páginaCarbofil Ps80-d2 Er80s-D2ricardodelatorreAún no hay calificaciones
- Gutser NormativasDocumento12 páginasGutser NormativasElvio MAún no hay calificaciones
- Aceros EspecialesDocumento23 páginasAceros Especialesingwilson75Aún no hay calificaciones
- Electrodo E 7010 A1Documento1 páginaElectrodo E 7010 A1Avimiled Manosalva Rincón50% (2)
- U4-Soldabilidad Aceros Al CarbonoDocumento18 páginasU4-Soldabilidad Aceros Al CarbonoRoberto Davis100% (1)
- It Soldadura de Barras Corrugadas Inoxidable Duplex Con Acero Carbono o Duplex Cedinox Feb2020Documento40 páginasIt Soldadura de Barras Corrugadas Inoxidable Duplex Con Acero Carbono o Duplex Cedinox Feb2020Damaso KaoAún no hay calificaciones
- Upt para Chapisco PDFDocumento6 páginasUpt para Chapisco PDFBrian Hernandez100% (1)
- Aisi - O2Documento2 páginasAisi - O2GustavoAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Calificación: 5 de 5 estrellas5/5 (1)
- Rúbrica Trabajo de Musica 8° 2023Documento2 páginasRúbrica Trabajo de Musica 8° 2023SOFIA GOICOCHEAAún no hay calificaciones
- CacaDocumento14 páginasCacaNoemi TitoAún no hay calificaciones
- Formulario Justificacion de Licencia Por Enfermedad PDFDocumento1 páginaFormulario Justificacion de Licencia Por Enfermedad PDFMarielIrustaAún no hay calificaciones
- Modulo Lenguaje y Comunicacio Iii C SistemasDocumento73 páginasModulo Lenguaje y Comunicacio Iii C SistemasAaron SebastiánAún no hay calificaciones
- Principales Cuentas de Activo y PasivoDocumento2 páginasPrincipales Cuentas de Activo y PasivoZkindraAún no hay calificaciones
- Guia de Repaso Examen Parcial 1Documento4 páginasGuia de Repaso Examen Parcial 1Andre LazaroAún no hay calificaciones
- Presentación Agencia de Noticias e Información para La Prevención de Las Adicciones Anipra.Documento2 páginasPresentación Agencia de Noticias e Información para La Prevención de Las Adicciones Anipra.ANIPRA - PREVENIMOS.COMAún no hay calificaciones
- 3401 Resultados AcumuladosDocumento14 páginas3401 Resultados AcumuladosMery Silva Ruiz100% (3)
- Tema 1. Principales Elementos GramaticalesDocumento6 páginasTema 1. Principales Elementos GramaticalesMarinaAún no hay calificaciones
- 06 TLC-GPS 2023Documento1 página06 TLC-GPS 2023Jairo AcevedoAún no hay calificaciones
- Danny - Iglesias, Tarea Semana 2 Gestiónde Remuneraciones y CompensacionesDocumento6 páginasDanny - Iglesias, Tarea Semana 2 Gestiónde Remuneraciones y Compensacionesdanny iglesiasAún no hay calificaciones
- Grupos FuncionalesDocumento4 páginasGrupos FuncionalesMarco GarcíaAún no hay calificaciones
- Especialistas en Perforacion y Voladura-Pevoex-ContratistaDocumento28 páginasEspecialistas en Perforacion y Voladura-Pevoex-ContratistaJorge Galvan sanchez100% (1)
- Certificado de Calibraci N 24684 - AQUAVITA S.A.C. - 20220503.20220502Documento3 páginasCertificado de Calibraci N 24684 - AQUAVITA S.A.C. - 20220503.20220502Eulises Vasquez TafurAún no hay calificaciones
- G..mate. Medidas de LogitudDocumento5 páginasG..mate. Medidas de LogitudEdi Melendres MojicaAún no hay calificaciones
- Actividad 6 - Técnicas ComunicativasDocumento3 páginasActividad 6 - Técnicas ComunicativaskaterineAún no hay calificaciones
- Manual de Supervision Del Departamento de Enfermeria Version 01-22fDocumento21 páginasManual de Supervision Del Departamento de Enfermeria Version 01-22fJulian Jesus Valdez QuirogaAún no hay calificaciones
- Universidad Nacional Autónoma de Honduras (CU) : ClaseDocumento23 páginasUniversidad Nacional Autónoma de Honduras (CU) : ClasemdAún no hay calificaciones
- Resolucion de ConflictoDocumento2 páginasResolucion de ConflictoCatalina QuilindoAún no hay calificaciones
- La Partida Propiedad, Planta y EquipoDocumento1 páginaLa Partida Propiedad, Planta y EquipoNeikeel FelizAún no hay calificaciones
- UntitledDocumento35 páginasUntitledMobile LegendsAún no hay calificaciones
- Panorama EpidemiologicoDocumento6 páginasPanorama EpidemiologicoAna Laura DominguezAún no hay calificaciones
- Esterilización y Desinfección de InstrumentalDocumento12 páginasEsterilización y Desinfección de InstrumentalUndead LuciferAún no hay calificaciones
- STULZ - Webinar 20200416 Conceptos Básicos de Refrigeración Aplicados A Un DCDocumento24 páginasSTULZ - Webinar 20200416 Conceptos Básicos de Refrigeración Aplicados A Un DCagustin torres tenorioAún no hay calificaciones
- Peliguey FinalDocumento28 páginasPeliguey FinalAndrea Molina CardenalAún no hay calificaciones
- Entrevistamos para Saber Más Sobre Las Plantas y Sus BeneficiosDocumento3 páginasEntrevistamos para Saber Más Sobre Las Plantas y Sus BeneficiosRichard Miranda MedinaAún no hay calificaciones
- Ficha Credito SimpleDocumento6 páginasFicha Credito SimpleDANIELA DIAZ BAEZAún no hay calificaciones
- Plan Operativo Anual 2022Documento19 páginasPlan Operativo Anual 2022Báez AlvaroAún no hay calificaciones