También podría gustarte
- Enlozado de 100 Platos de HierroDocumento33 páginasEnlozado de 100 Platos de HierroAlejandro RamirezAún no hay calificaciones
- Acero Inoxidable MartensíticoDocumento3 páginasAcero Inoxidable MartensíticoJulio TapiaAún no hay calificaciones
- Medición de la velocidad de corrosión mediante el método gravimétricoDocumento5 páginasMedición de la velocidad de corrosión mediante el método gravimétricoGabriel LizamaAún no hay calificaciones
- Nomenclatura de Las Aleaciones de Aluminio Aluminum Alloys Coding ScheduleDocumento5 páginasNomenclatura de Las Aleaciones de Aluminio Aluminum Alloys Coding ScheduleRaul AndresAún no hay calificaciones
- Practica 2 .Materiales CompuestosDocumento6 páginasPractica 2 .Materiales CompuestosIvan MontoyaAún no hay calificaciones
- Repaso Del Tema 03-RecubrimientosDocumento4 páginasRepaso Del Tema 03-RecubrimientosAnthony PFAún no hay calificaciones
- Elaboracion Filtros Sensores Chimeneas IndustrialesDocumento118 páginasElaboracion Filtros Sensores Chimeneas IndustrialesDaniel BonifacioAún no hay calificaciones
- Refractarios Materiales CeramicosDocumento21 páginasRefractarios Materiales Ceramicosdirtycutfreak85% (13)
- Curso Sap BasicoDocumento3 páginasCurso Sap BasicoMack Niktosh100% (1)
- Diapositivasexpofinal 151113161243 Lva1 App6892Documento34 páginasDiapositivasexpofinal 151113161243 Lva1 App6892Ricardo FabelaAún no hay calificaciones
- Mecanismos - Analisis Algebraico de PosicionDocumento20 páginasMecanismos - Analisis Algebraico de PosicionJefersonRamirezAún no hay calificaciones
- Anodos de SacrificioDocumento6 páginasAnodos de SacrificioFERNANDO MATHEUSAún no hay calificaciones
- Definicion de Material CompuestoDocumento7 páginasDefinicion de Material CompuestonickolleleonesAún no hay calificaciones
- Materiales cerámicos: Pruebas mecánicasDocumento6 páginasMateriales cerámicos: Pruebas mecánicasMaria Fernanda Vera DazaAún no hay calificaciones
- Tipos de EmpaquesDocumento11 páginasTipos de EmpaquesEdgar Gonzalez ToledoAún no hay calificaciones
- Temperatura de Transición VítreaDocumento5 páginasTemperatura de Transición Vítrearoman cueva100% (1)
- Tratamientos Del AceroDocumento5 páginasTratamientos Del AceroMitzy Simon SolísAún no hay calificaciones
- Conformado Por ExplosiónDocumento14 páginasConformado Por ExplosiónAlanRoqueGarciaAún no hay calificaciones
- Polimeros Ceramicos y CompuestosDocumento10 páginasPolimeros Ceramicos y CompuestosRodolfo Viesca100% (1)
- Hornos de Arco Eléctrico en El MundoDocumento3 páginasHornos de Arco Eléctrico en El MundoChristian CastilloAún no hay calificaciones
- Degradacion de Plasticos PDFDocumento19 páginasDegradacion de Plasticos PDFBrayan Arivilca CastilloAún no hay calificaciones
- Nomenclatura AisiDocumento3 páginasNomenclatura AisiDANIELA ANAHI LOPEZ ORTEGAAún no hay calificaciones
- Mecanismos de Endurecimiento de Polímeros TermoplásticosDocumento6 páginasMecanismos de Endurecimiento de Polímeros Termoplásticosxzcasd100% (1)
- Diagramas de Temperatura TransitoriaDocumento4 páginasDiagramas de Temperatura TransitoriaJose Carlos Llerena VillenaAún no hay calificaciones
- Test Ciencia MaterialesDocumento8 páginasTest Ciencia MaterialesPatrick LopezAún no hay calificaciones
- Trabajo Union de Materiales HoyDocumento4 páginasTrabajo Union de Materiales HoyJean Max IlachoqueAún no hay calificaciones
- Tema3.Procesos Forja, Trefilado, LaminaciónDocumento53 páginasTema3.Procesos Forja, Trefilado, LaminaciónFray Kari RojasAún no hay calificaciones
- Corrosión ElectroquímicaDocumento8 páginasCorrosión Electroquímicadaniel chirinosAún no hay calificaciones
- Informe de Ensayo de CompresiónDocumento14 páginasInforme de Ensayo de CompresiónJarol Carrion SalvatierraAún no hay calificaciones
- Tarea #2 Tratamientos Térmicos Del AceroDocumento5 páginasTarea #2 Tratamientos Térmicos Del AceroVictor Antonio Sanchez QuirogaAún no hay calificaciones
- RechazadoDocumento5 páginasRechazadosotero vazquez cedilloAún no hay calificaciones
- Diseño Cuadrado LatinoDocumento17 páginasDiseño Cuadrado LatinogiomarAún no hay calificaciones
- 6.5 Problema de Flujo MáximoDocumento10 páginas6.5 Problema de Flujo MáximoHumberto UribeAún no hay calificaciones
- Titanic PorquesuhundioDocumento30 páginasTitanic PorquesuhundioSarah PerezAún no hay calificaciones
- Fragilizacion Por HidrogenoDocumento28 páginasFragilizacion Por HidrogenoViviana Candela OrduzAún no hay calificaciones
- Practica 2 Liquidos PenetrantesDocumento5 páginasPractica 2 Liquidos PenetrantesMarlen AlbertoAún no hay calificaciones
- Acero 4140Documento5 páginasAcero 4140Griselda Valeria0% (1)
- Microdureza y Aplicaciones - EspañolDocumento36 páginasMicrodureza y Aplicaciones - EspañolLuis Anthony Pulido ChavezAún no hay calificaciones
- Fundición en Indumil Santa BárbaraDocumento6 páginasFundición en Indumil Santa BárbaraClaudia VargasAún no hay calificaciones
- Titanio y Sus AleacionesDocumento18 páginasTitanio y Sus AleacionesMario ViverosAún no hay calificaciones
- Conformabilidad de MetalesDocumento8 páginasConformabilidad de MetalesCristian GarcíaAún no hay calificaciones
- Termodinámica Parte1Documento67 páginasTermodinámica Parte1Danny RivasAún no hay calificaciones
- Qué Es Una Arena para FundiciónDocumento2 páginasQué Es Una Arena para FundiciónLau Mora EsquivelAún no hay calificaciones
- Asignación Estadística Regresión y CorrelaciónDocumento50 páginasAsignación Estadística Regresión y CorrelaciónJenny Lisbeth HernandezAún no hay calificaciones
- Anexo B PLAN de NEGOCIO Diplomado en CorrosiónDocumento25 páginasAnexo B PLAN de NEGOCIO Diplomado en CorrosiónIrene CarrilloAún no hay calificaciones
- Compuestos 2 Part IIDocumento40 páginasCompuestos 2 Part IILuis AragonAún no hay calificaciones
- Programa - Analitico - Mecanica de Fluidos II G 1Documento2 páginasPrograma - Analitico - Mecanica de Fluidos II G 1Julio Andrés Campos VásquezAún no hay calificaciones
- Capitulo 3. Difusión en Estado SólidoDocumento19 páginasCapitulo 3. Difusión en Estado SólidoMaikol Daniel PeruchoAún no hay calificaciones
- Mecánica fractura materialesDocumento42 páginasMecánica fractura materialesMARÍA FERNANDA VASQUEZ MOLINAAún no hay calificaciones
- Ciclo Otto ProblemarioDocumento8 páginasCiclo Otto ProblemarioAngelMaldonadoAún no hay calificaciones
- Ensayo de FluenciaDocumento15 páginasEnsayo de FluenciaArthur Uracahua100% (1)
- Traduccion Nace MR0301Documento12 páginasTraduccion Nace MR0301el_apache10Aún no hay calificaciones
- CuestionarioDocumento6 páginasCuestionarioWilmer Lemache0% (1)
- Defectos en MaterialescompuestosDocumento35 páginasDefectos en MaterialescompuestosEddy LlanosAún no hay calificaciones
- F - Trabajo de Metales Con MatricesDocumento13 páginasF - Trabajo de Metales Con Matricesteo eduardo100% (1)
- Diagramas de Fases y Aleaciones de IngenieríaDocumento48 páginasDiagramas de Fases y Aleaciones de IngenieríaJuan Alonso Rubiano PortelaAún no hay calificaciones
- PasividadDocumento12 páginasPasividadjulian51Aún no hay calificaciones
- NIOSHDocumento20 páginasNIOSHJoaquín Treviño100% (1)
- Ingeniería de procesos y desarrollo de aditivos para plásticosDocumento39 páginasIngeniería de procesos y desarrollo de aditivos para plásticosSony Gutierrez RomeroAún no hay calificaciones
- SOLDADURA DE PRODUCCIÓN Y MANTENIMIENTO - Informe - 1Documento5 páginasSOLDADURA DE PRODUCCIÓN Y MANTENIMIENTO - Informe - 1diegopmmAún no hay calificaciones
- 254 - Bitácora de Dibujo 2019Documento2 páginas254 - Bitácora de Dibujo 2019Juan Carlos SegoviaAún no hay calificaciones
- Evaliación 1 Mate 7mo ADocumento3 páginasEvaliación 1 Mate 7mo AJuan Carlos SegoviaAún no hay calificaciones
- 006-Convocatoria Juntas Docentes Del 2do Quimestre Egb Hasta 2 Bachillerato-1291624633636Documento1 página006-Convocatoria Juntas Docentes Del 2do Quimestre Egb Hasta 2 Bachillerato-1291624633636Juan Carlos SegoviaAún no hay calificaciones
- Instructivo para Planificaciones Curriculares 05 - Agosto - 2016Documento34 páginasInstructivo para Planificaciones Curriculares 05 - Agosto - 2016Juan Carlos SegoviaAún no hay calificaciones
- Clase - 1 - DT - Recomendaciones Generales DT-2018-2019Documento2 páginasClase - 1 - DT - Recomendaciones Generales DT-2018-2019Juan Carlos SegoviaAún no hay calificaciones
- Ejercicio CH8-8A Juan Carlos SegoviaDocumento3 páginasEjercicio CH8-8A Juan Carlos SegoviaJuan Carlos SegoviaAún no hay calificaciones
- Informe Sumativa 1 8 DibujoDocumento2 páginasInforme Sumativa 1 8 DibujoJuan Carlos SegoviaAún no hay calificaciones
- Clase - 1 - DT - Recomendaciones Generales DT-2018-2019Documento2 páginasClase - 1 - DT - Recomendaciones Generales DT-2018-2019Juan Carlos SegoviaAún no hay calificaciones
- Ejercicio 11B - Juan Carlos SegoviaDocumento2 páginasEjercicio 11B - Juan Carlos SegoviaJuan Carlos SegoviaAún no hay calificaciones
- Dibujo Isometrico PDFDocumento46 páginasDibujo Isometrico PDFC3ntr0SACAún no hay calificaciones
- Análisis de la precisión del software Simsolid usando casos de prueba simplesDocumento3 páginasAnálisis de la precisión del software Simsolid usando casos de prueba simplesJuan Carlos SegoviaAún no hay calificaciones
- Media CobijaDocumento1 páginaMedia CobijaJuan Carlos SegoviaAún no hay calificaciones
- Ejercicio CH10 - 10B Juan Carlos SegoviaDocumento2 páginasEjercicio CH10 - 10B Juan Carlos SegoviaJuan Carlos SegoviaAún no hay calificaciones
- Rubricas de EvaluacionDocumento11 páginasRubricas de EvaluacionJuan Carlos SegoviaAún no hay calificaciones
- Ensayo Industria 4.0 JCSegoviaDocumento3 páginasEnsayo Industria 4.0 JCSegoviaJuan Carlos SegoviaAún no hay calificaciones
- 12A EjercicioDocumento2 páginas12A EjercicioJuan Carlos SegoviaAún no hay calificaciones
- Lata para Ingresar EmpresaDocumento1 páginaLata para Ingresar EmpresaJuan Carlos SegoviaAún no hay calificaciones
- Formato InformeDocumento6 páginasFormato InformeJuan Carlos SegoviaAún no hay calificaciones
- ConferenciaDocumento1 páginaConferenciaJuan Carlos SegoviaAún no hay calificaciones
- Páginas Interesantes de Robótica EducativaDocumento1 páginaPáginas Interesantes de Robótica EducativaJuan Carlos SegoviaAún no hay calificaciones
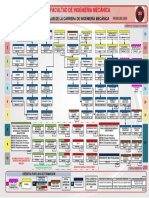
- Malla Curricular Ing Mecanica PDFDocumento1 páginaMalla Curricular Ing Mecanica PDFJr LuisaoAún no hay calificaciones
- Corrosion Galvanica y UniformeDocumento3 páginasCorrosion Galvanica y UniformeJuan Carlos SegoviaAún no hay calificaciones
- Solicitud Aula EarmeDocumento1 páginaSolicitud Aula EarmeJuan Carlos SegoviaAún no hay calificaciones