También podría gustarte
- Resumen Breve La Maquina Que Cambio Al MundoDocumento6 páginasResumen Breve La Maquina Que Cambio Al MundoAndrea Mendez Z56% (9)
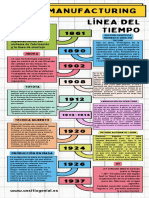
- Línea Del Tiempo Lean ManufacturingDocumento6 páginasLínea Del Tiempo Lean ManufacturingDavid Duran0% (3)
- Resumen Cap 1Documento4 páginasResumen Cap 1isabelAún no hay calificaciones
- Actividad 1.1Documento7 páginasActividad 1.1Pedro DiazAún no hay calificaciones
- Actividad 1.1 ManufacturaDocumento7 páginasActividad 1.1 ManufacturaPedro DiazAún no hay calificaciones
- Portada OficialDocumento12 páginasPortada OficialJavier Ruíz PalafoxAún no hay calificaciones
- Manufactura - Esbelta - Toyota With Cover Page v2Documento7 páginasManufactura - Esbelta - Toyota With Cover Page v2Juan AlcantaraAún no hay calificaciones
- Temario - Unidad 1Documento40 páginasTemario - Unidad 1Daniel UlloaAún no hay calificaciones
- Taichi OhnoDocumento16 páginasTaichi OhnoJanet Galeana CarbajalAún no hay calificaciones
- Proyecto de AUTOMATIZACION A INYECTORADocumento11 páginasProyecto de AUTOMATIZACION A INYECTORAVERONICA ISABEL MIRANDA CRAVIOTOAún no hay calificaciones
- Manufactura - Esbelta - Toyota With Cover PageDocumento7 páginasManufactura - Esbelta - Toyota With Cover PageYazmin TolentinoAún no hay calificaciones
- ToyotaDocumento13 páginasToyotaoscar cauichAún no hay calificaciones
- Lean ManufacturingDocumento53 páginasLean ManufacturingBruno Gomez100% (1)
- Toyotismo 2Documento13 páginasToyotismo 2Su SalgadoAún no hay calificaciones
- La Historia de La Manufactura EsbeltaDocumento3 páginasLa Historia de La Manufactura EsbeltaLuisCardenasAún no hay calificaciones
- Investigacion 2Documento16 páginasInvestigacion 2nicole lopez mongoyAún no hay calificaciones
- Manufactura EsbeltaDocumento15 páginasManufactura EsbeltaLizette Nayeli Vazquez LeonAún no hay calificaciones
- T - 6 Eco Empresa ZZZZ PDFDocumento75 páginasT - 6 Eco Empresa ZZZZ PDFVoley BallAún no hay calificaciones
- 163tpsyfps 151130161942 Lva1 App6892Documento38 páginas163tpsyfps 151130161942 Lva1 App6892Elvin ReyesAún no hay calificaciones
- Practica Ingenieria IndustrialDocumento5 páginasPractica Ingenieria IndustrialCarolina Cruz Lorenzo100% (1)
- T - 6 Eco Empresa PDFDocumento75 páginasT - 6 Eco Empresa PDFMaría RJAún no hay calificaciones
- Proy. Final 4 SemDocumento4 páginasProy. Final 4 SemGregory MinasAún no hay calificaciones
- Clase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosDocumento35 páginasClase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosAleGamerYT11Aún no hay calificaciones
- Tema 9Documento26 páginasTema 9luchoAún no hay calificaciones
- Lean Manufacturing Paso A PasoDocumento12 páginasLean Manufacturing Paso A PasoGaby JuárezAún no hay calificaciones
- Manufactura Esbelta y Sus AntecedentesDocumento3 páginasManufactura Esbelta y Sus AntecedentesMariana Corral100% (1)
- 03 Sistemas de Producción (Manufactura)Documento15 páginas03 Sistemas de Producción (Manufactura)veronica basalduaAún no hay calificaciones
- Fordismo 10Documento22 páginasFordismo 10Su SalgadoAún no hay calificaciones
- ++manufactura Esbelta ToyotaDocumento11 páginas++manufactura Esbelta ToyotaRosa S. AfataAún no hay calificaciones
- Tarea 1Documento4 páginasTarea 1Luis Alberto Garcia AltamiranoAún no hay calificaciones
- 7 DesperdiciosDocumento34 páginas7 DesperdiciosCristina Pilar Damian EspinozaAún no hay calificaciones
- Captura de Pantalla 2023-09-21 A La(s) 2.18.47 P.M.Documento85 páginasCaptura de Pantalla 2023-09-21 A La(s) 2.18.47 P.M.Estefania RamirezAún no hay calificaciones
- Leanmanufacturing - Grupo N°6Documento71 páginasLeanmanufacturing - Grupo N°6Gloria Isabel Violeta CardenasAún no hay calificaciones
- TOYOTISMODocumento11 páginasTOYOTISMOEmpanadasAún no hay calificaciones
- Historia Del Sistema de Producción Toyota 1Documento13 páginasHistoria Del Sistema de Producción Toyota 1Jesús Ricardo Espinoza GutiérrezAún no hay calificaciones
- Trabajo Tendencias Industria ManufacturaDocumento11 páginasTrabajo Tendencias Industria ManufacturaSAID LEONARDO UCEDA PAREDESAún no hay calificaciones
- Informe Visita Tecnica 1 UniDocumento6 páginasInforme Visita Tecnica 1 UniJimy el rosqueteAún no hay calificaciones
- Documentacion AIC TECNUN - Sector Automocion Con MegatendenciasDocumento120 páginasDocumentacion AIC TECNUN - Sector Automocion Con MegatendenciasajmolinuevoAún no hay calificaciones
- Historia Del Pensamiento EsbeltoDocumento2 páginasHistoria Del Pensamiento EsbeltoAlejandro Robles100% (1)
- Tarea 1 ModelosDocumento2 páginasTarea 1 ModelosMarcela OrtizAún no hay calificaciones
- Sistema de Producción TOYOTADocumento9 páginasSistema de Producción TOYOTAscribdmoyAún no hay calificaciones
- Presentación JuguetesDocumento28 páginasPresentación JuguetesJulio RC Ing. industrialAún no hay calificaciones
- AF4 Ensayo Equipo 2Documento21 páginasAF4 Ensayo Equipo 2Caheli RodriguezAún no hay calificaciones
- Lean Manufacturing (Un Caso de Éxito)Documento12 páginasLean Manufacturing (Un Caso de Éxito)Rocio GorozaveAún no hay calificaciones
- Brazo RoboticoDocumento7 páginasBrazo RoboticoliliAún no hay calificaciones
- Resultados de La Web: Tienda de Factory I/O Copy - PROGRAMACIÓN SIEMENSDocumento3 páginasResultados de La Web: Tienda de Factory I/O Copy - PROGRAMACIÓN SIEMENSdiego cadenaAún no hay calificaciones
- Manual de Usuario ABB (Reparado)Documento30 páginasManual de Usuario ABB (Reparado)ELVIS AGUILAR HUERTAAún no hay calificaciones
- Investigacion Ii-Precursores de La Ingenieria IndustrialDocumento7 páginasInvestigacion Ii-Precursores de La Ingenieria IndustrialAbraham Hernandez RoaAún no hay calificaciones
- JIT1Documento42 páginasJIT1Antonio DBSAún no hay calificaciones
- UntitledDocumento11 páginasUntitleddiego armandoAún no hay calificaciones
- Resumen Sistema de Produccion ToyotaDocumento6 páginasResumen Sistema de Produccion ToyotaEduardo MendozaAún no hay calificaciones
- Lean ManufacturingDocumento3 páginasLean ManufacturingVladimir Sánchez GarcíaAún no hay calificaciones
- Silvia Alejandra Ballesteros Fracica - 1379685 - 0Documento8 páginasSilvia Alejandra Ballesteros Fracica - 1379685 - 0Silvia AlejandraAún no hay calificaciones
- Gerencia de Operaciones Clase 1Documento43 páginasGerencia de Operaciones Clase 1Carlos RodriguezAún no hay calificaciones
- Si SeDocumento150 páginasSi SeLuis CardenasAún no hay calificaciones
- Metodos SPTDocumento22 páginasMetodos SPTFrank Torres AtúncarAún no hay calificaciones
- Produccion 28 PreguntasDocumento22 páginasProduccion 28 PreguntasjuanAún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Conrado Estol - "Hay Cinco Vacunas Efectivas Contra La Variante Delta" - LA NACIONDocumento2 páginasConrado Estol - "Hay Cinco Vacunas Efectivas Contra La Variante Delta" - LA NACIONHugo VentimigliaAún no hay calificaciones
- Entrevista A René FavaloroDocumento2 páginasEntrevista A René FavaloroHugo Ventimiglia100% (1)
- Finlandia, El País - Más Feliz Del Mundo - Busca Trabajadores Extranjeros - ¿Qué Argentinos Pueden IrDocumento9 páginasFinlandia, El País - Más Feliz Del Mundo - Busca Trabajadores Extranjeros - ¿Qué Argentinos Pueden IrHugo VentimigliaAún no hay calificaciones
- CartillaDocumento2 páginasCartillaHugo VentimigliaAún no hay calificaciones
- OrganigramaarbaDocumento1 páginaOrganigramaarbaHugo VentimigliaAún no hay calificaciones
- Publicacion TarjetasDocumento2 páginasPublicacion TarjetasHugo VentimigliaAún no hay calificaciones
- Para Calculo DE Formulario: TotalesDocumento2 páginasPara Calculo DE Formulario: TotalesHugo VentimigliaAún no hay calificaciones
- 904Documento2 páginas904Hugo VentimigliaAún no hay calificaciones
- Orientadas A Las Mensuras - GeodesiaDocumento21 páginasOrientadas A Las Mensuras - GeodesiaHugo VentimigliaAún no hay calificaciones
- Registro de La Propiedad de LaDocumento7 páginasRegistro de La Propiedad de LaHugo VentimigliaAún no hay calificaciones
- El Cielo en Su Ordenador PDFDocumento33 páginasEl Cielo en Su Ordenador PDFHugo VentimigliaAún no hay calificaciones
- Isotools Keynote 2 Lean Six Sigma Raul Molteni GG PDFDocumento41 páginasIsotools Keynote 2 Lean Six Sigma Raul Molteni GG PDFHugo VentimigliaAún no hay calificaciones
- Reconocimiento-De-Huellas-Dactilares-Usando-La-Camara-De-Un Dispositivo Miovil PDFDocumento90 páginasReconocimiento-De-Huellas-Dactilares-Usando-La-Camara-De-Un Dispositivo Miovil PDFHugo VentimigliaAún no hay calificaciones