También podría gustarte
- Mantenimiento PreventivoDocumento51 páginasMantenimiento PreventivoJose Enrique Bejarano M.Aún no hay calificaciones
- Diseño de Un Plan de MantenimientoDocumento3 páginasDiseño de Un Plan de MantenimientoasusAún no hay calificaciones
- Sistema de Codificación de Equipos e InstalacionesDocumento13 páginasSistema de Codificación de Equipos e InstalacionesLeonardo Jose Gonzalez DamasAún no hay calificaciones
- Método para La Implantación de Un Plan de Mantenimiento Preventivo Aplicado en La Industria JDocumento30 páginasMétodo para La Implantación de Un Plan de Mantenimiento Preventivo Aplicado en La Industria JJohanna BarriosAún no hay calificaciones
- KPI de Mantenimiento - 1770798926Documento43 páginasKPI de Mantenimiento - 1770798926YendAún no hay calificaciones
- Diseño de Un Sistema de Gestión de Mantenimiento para La Empresa Laboratorio Óptico Topex SDocumento4 páginasDiseño de Un Sistema de Gestión de Mantenimiento para La Empresa Laboratorio Óptico Topex SrobertoAún no hay calificaciones
- Condificacion de MantenimientoDocumento2 páginasCondificacion de Mantenimientoanon_508712177Aún no hay calificaciones
- Ejemplo de Plan Maestro de MantenimientoDocumento53 páginasEjemplo de Plan Maestro de MantenimientoGuillermo Montorelo100% (2)
- Mantenimiento Preventivo 01Documento71 páginasMantenimiento Preventivo 01JuanAún no hay calificaciones
- Mantenimiento IndustrialDocumento1 páginaMantenimiento IndustrialFelipe VazquezAún no hay calificaciones
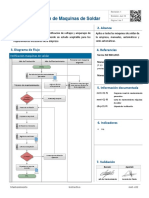
- Mnt-I-02 Rev1 Verificación Maquinas de SoldarDocumento7 páginasMnt-I-02 Rev1 Verificación Maquinas de SoldarAnonymous BADkg9Aún no hay calificaciones
- Capítulo 4 y 5 PDFDocumento47 páginasCapítulo 4 y 5 PDFSantiago Sánchez MaldonadoAún no hay calificaciones
- Ficha de Proceso ReparacionesDocumento3 páginasFicha de Proceso ReparacionesMaria NunezAún no hay calificaciones
- 10 Planificación Operativa Del MantenimientoDocumento9 páginas10 Planificación Operativa Del Mantenimientojosue alvarez vargasAún no hay calificaciones
- Kevin Maita Parada PlantaDocumento18 páginasKevin Maita Parada PlantaGarcia Victoria AudelisAún no hay calificaciones
- Sesión 12 - Indicadores de Costos de MantenimientoDocumento30 páginasSesión 12 - Indicadores de Costos de MantenimientoAnderson Brandom Diaz VillegasAún no hay calificaciones
- Amef ExplicadoDocumento23 páginasAmef ExplicadoOctavio Morales DH50% (2)
- Plan Maestro en Mp9Documento15 páginasPlan Maestro en Mp9elserto0% (1)
- Mantenimiento Autónomo de Una MarmitaDocumento4 páginasMantenimiento Autónomo de Una MarmitaReikxxxAún no hay calificaciones
- Plan de Mantenimiento GestionfresadoraDocumento23 páginasPlan de Mantenimiento GestionfresadoraFredy CastroAún no hay calificaciones
- Manual Práctico de Implementación 5SDocumento13 páginasManual Práctico de Implementación 5SChristian UribeAún no hay calificaciones
- Plan de Mantenimiento JRCA 4AMDocumento8 páginasPlan de Mantenimiento JRCA 4AMJosé Raúl Calderón AguilarAún no hay calificaciones
- Bombas de Vacio NASHDocumento40 páginasBombas de Vacio NASHSebastian EscobarAún no hay calificaciones
- Plan Maestro de MantenimientoDocumento20 páginasPlan Maestro de MantenimientoDaniel Saavedra100% (1)
- Procedimiento de Criterios para Elaboración de Productos y Prestación de ServiciosDocumento7 páginasProcedimiento de Criterios para Elaboración de Productos y Prestación de ServiciosLaura Bustamante OspinaAún no hay calificaciones
- Claculo de OEEDocumento16 páginasClaculo de OEEhector delgadoAún no hay calificaciones
- Diagrma de IshikawaDocumento4 páginasDiagrma de Ishikawajose narvaez100% (1)
- 12-Tipos de Mantenimiento Correctivo y DetectivoDocumento15 páginas12-Tipos de Mantenimiento Correctivo y DetectivoSebastian Jofre ValenzuelaAún no hay calificaciones
- Normalizacion MTTRDocumento17 páginasNormalizacion MTTRErnie Gomez ColquichaguaAún no hay calificaciones
- Lectura III Paradas de Planta Daniel OrtizDocumento35 páginasLectura III Paradas de Planta Daniel OrtizJhon NarvaezAún no hay calificaciones
- Conductores de BagazoDocumento9 páginasConductores de BagazoAna Karina Nutrera YepezAún no hay calificaciones
- Desventajas Del OeeDocumento8 páginasDesventajas Del OeeVANESSA VALLES GOMEZAún no hay calificaciones
- Manual Operativo Compresor de AireDocumento59 páginasManual Operativo Compresor de AireJuanManuelOsuna100% (1)
- Módulo II Previsión y Planificación Del Mantenimiento PlanificarDocumento32 páginasMódulo II Previsión y Planificación Del Mantenimiento PlanificarJULIOAún no hay calificaciones
- Kpi TAG GUY ENERO 2023Documento46 páginasKpi TAG GUY ENERO 2023Agustin Capli BurgosAún no hay calificaciones
- Formato Reporte de FallasDocumento1 páginaFormato Reporte de FallasjohannAún no hay calificaciones
- Programa de Mantenimiento PredictivoDocumento17 páginasPrograma de Mantenimiento PredictivoJesus Nieva CornejoAún no hay calificaciones
- Mantenimiento Unidad 4 "Planeación Del Mantenimiento"Documento71 páginasMantenimiento Unidad 4 "Planeación Del Mantenimiento"Luis GNuncio100% (1)
- Paper RosendoDocumento19 páginasPaper RosendoosbertodiazAún no hay calificaciones
- Filosofías y Herramientas de Mantenimiento en Nuestro Caso PracticoDocumento3 páginasFilosofías y Herramientas de Mantenimiento en Nuestro Caso PracticoSergioHernandezAún no hay calificaciones
- 1756 pm014 - Es PDocumento52 páginas1756 pm014 - Es PSaga_10Aún no hay calificaciones
- Unidad 3 Mantenimiento PreventivoDocumento45 páginasUnidad 3 Mantenimiento PreventivoNicholas SmithAún no hay calificaciones
- Optimización Del Mantenimiento Preventivo PMODocumento2 páginasOptimización Del Mantenimiento Preventivo PMOCecilia AquinoAún no hay calificaciones
- Conoces El Coste de La Hora de Parada de Producción en Tu EmpresaDocumento8 páginasConoces El Coste de La Hora de Parada de Producción en Tu EmpresaKevin PerezAún no hay calificaciones
- ASME - Gestión y Optimización de Inventarios en Mantenimiento - Contreras - 2014Documento3 páginasASME - Gestión y Optimización de Inventarios en Mantenimiento - Contreras - 2014bitam_27Aún no hay calificaciones
- AMEFDocumento15 páginasAMEFRobert Hernando Rojas Torres100% (4)
- Manual Performa 255,263,268 - Logix 740,760 - ESPAÑOLDocumento65 páginasManual Performa 255,263,268 - Logix 740,760 - ESPAÑOLChompi RSV40% (5)
- Auditoria de MantenimientoDocumento14 páginasAuditoria de MantenimientoDenisse SuárezAún no hay calificaciones
- Terminologia de MantenimientoDocumento7 páginasTerminologia de MantenimientoAntonellaAún no hay calificaciones
- Gestion de RepuestosDocumento2 páginasGestion de RepuestosCarlos Villanueva SanabriaAún no hay calificaciones
- Qué Es La Gestión de RepuestosDocumento5 páginasQué Es La Gestión de RepuestosHumberto Lucas Ticona GandarillasAún no hay calificaciones
- Flujograma de Mantenimiento ProgramadoDocumento3 páginasFlujograma de Mantenimiento ProgramadoJosé SsjAún no hay calificaciones
- Trabajo Electronica SenaDocumento74 páginasTrabajo Electronica SenaWendy Yolany BARRETO GARCIAAún no hay calificaciones
- Ficha Tecnica de EquiposDocumento8 páginasFicha Tecnica de EquiposCENELIA PATRICIA CARDONA VEGAAún no hay calificaciones
- UD 2 Documentación de Mantenimiento - ProtectedDocumento8 páginasUD 2 Documentación de Mantenimiento - Protectedjuankas20Aún no hay calificaciones
- Sesión #3Documento36 páginasSesión #3robert anthony espiritu alfaroAún no hay calificaciones
- Mantenimiento PreventivoDocumento25 páginasMantenimiento PreventivoAlejandro RodriguezAún no hay calificaciones
- Charla Planeamiento CeteminDocumento21 páginasCharla Planeamiento CetemindoctorgsgsgsAún no hay calificaciones
- Administracion de Mantenimiento de PlantaDocumento12 páginasAdministracion de Mantenimiento de Plantaj.abraham0623Aún no hay calificaciones
- Alfonso Acosta GerardoDocumento8 páginasAlfonso Acosta GerardoLINDA CANTILLOAún no hay calificaciones
- Analisis TransaccionalDocumento3 páginasAnalisis TransaccionalElser LlanosAún no hay calificaciones
- I. Diagrama de ParetoDocumento3 páginasI. Diagrama de ParetoJamirAún no hay calificaciones
- Ergonomía Automotriz 04 ING IIS PIT-EDocumento11 páginasErgonomía Automotriz 04 ING IIS PIT-EJose De La Flor TitoAún no hay calificaciones
- Prevision Mexico 2015Documento143 páginasPrevision Mexico 2015furufuAún no hay calificaciones
- Manuel Cordero Tarea S4Documento9 páginasManuel Cordero Tarea S4Manuel Cordero HernandezAún no hay calificaciones
- V de Gowin 3practicaDocumento1 páginaV de Gowin 3practicaMaria Jose Olivero CarrascalAún no hay calificaciones
- El Paraguas de WittgensteinDocumento3 páginasEl Paraguas de WittgensteinEl-Egan Lamors100% (1)
- Monografía Test de ReyDocumento17 páginasMonografía Test de ReyDENNYS ANDRE CACERES NUÑEZ100% (1)
- Heredia - Adrian - Riesgos de Seguridad - 5tosoftware - AplicacionesAutonoDocumento5 páginasHeredia - Adrian - Riesgos de Seguridad - 5tosoftware - AplicacionesAutonoJonathan QuezadaAún no hay calificaciones
- Lomas Del CentinelaDocumento28 páginasLomas Del CentinelaCitlalli IxchelAún no hay calificaciones
- Autoestudio Del Programa de Ingenieria Civil 2017Documento568 páginasAutoestudio Del Programa de Ingenieria Civil 2017Juan MoralesAún no hay calificaciones
- Zona E2Documento62 páginasZona E2Bayron AraujoAún no hay calificaciones
- Encuentro de Empresarias Campaña 8Documento243 páginasEncuentro de Empresarias Campaña 8kittyAún no hay calificaciones
- Elaboracion de PanetónDocumento17 páginasElaboracion de PanetónIvan SantiagoAún no hay calificaciones
- Radiografia ExtrabucalDocumento31 páginasRadiografia Extrabucalemmanuel.magdalenoAún no hay calificaciones
- Proyecto y Mapa de Stakeholders y Teorias de Opinion Publica MAPyG G2 - 2023. Grupo 4 OPIDocumento10 páginasProyecto y Mapa de Stakeholders y Teorias de Opinion Publica MAPyG G2 - 2023. Grupo 4 OPIalejandro.riosAún no hay calificaciones
- Reconocmiento GeneticaDocumento7 páginasReconocmiento GeneticaAndresOspinaAún no hay calificaciones
- Examen Final CapacitacionDocumento2 páginasExamen Final CapacitacionFelipe Lesmes CorreaAún no hay calificaciones
- Guía 6Documento9 páginasGuía 6Brigette AvilaAún no hay calificaciones
- Practica ProtozoariosDocumento6 páginasPractica ProtozoariosFausto FloresAún no hay calificaciones
- Práctico5.Derivacion NumericaDocumento3 páginasPráctico5.Derivacion NumericaMaria Teresa GarzonAún no hay calificaciones
- CyMat Clase 7Documento3 páginasCyMat Clase 7IrinaAún no hay calificaciones
- 1.2 Cerebro Del Niño PDFDocumento15 páginas1.2 Cerebro Del Niño PDFKatrina BowenAún no hay calificaciones
- Tarea 3 Sistema de Ecuaciones Lineales, Rectas y PlanosDocumento16 páginasTarea 3 Sistema de Ecuaciones Lineales, Rectas y Planosvaleria50% (8)
- Crítica Literaria y GéneroDocumento164 páginasCrítica Literaria y GéneroAnaLauraAún no hay calificaciones
- Caracteristicas de Aerogeneradores en Loja y GalapagosDocumento101 páginasCaracteristicas de Aerogeneradores en Loja y GalapagosJusto ImbaquingoAún no hay calificaciones
- ValknutDocumento2 páginasValknutMarcelo NóbregaAún no hay calificaciones
- Metodologia de La Investigacion - Roberto Hernandez SampieriDocumento269 páginasMetodologia de La Investigacion - Roberto Hernandez SampieriBiblioDigitalDerecho100% (3)
- Anamnesis Cognitiva-ConductualDocumento8 páginasAnamnesis Cognitiva-ConductualDIANA LORELEI CUSTODIO ATENCIOAún no hay calificaciones
- Curso ManoloDocumento1 páginaCurso ManoloJosé Fernando Villatoro LópezAún no hay calificaciones