También podría gustarte
- 10 Planificación Operativa Del MantenimientoDocumento9 páginas10 Planificación Operativa Del Mantenimientojosue alvarez vargasAún no hay calificaciones
- IN-PGR-01 Programa de MantenimientoDocumento5 páginasIN-PGR-01 Programa de MantenimientoConsorcio TanquesBIAún no hay calificaciones
- Check list equipo trampa envío 30x36Documento1 páginaCheck list equipo trampa envío 30x36jabrito40Aún no hay calificaciones
- MANTENIMIENTODocumento11 páginasMANTENIMIENTOanitayeyAún no hay calificaciones
- Contorl de Calidad para RadiadoresDocumento2 páginasContorl de Calidad para Radiadoressucasaire_16Aún no hay calificaciones
- MétodosMantPreventivoDocumento30 páginasMétodosMantPreventivoJohanna BarriosAún no hay calificaciones
- Mantenimiento planta industrialDocumento2 páginasMantenimiento planta industrialanon_508712177Aún no hay calificaciones
- Diseñar Un Manual de Mantenimiento para Una Empresa IndustrialDocumento8 páginasDiseñar Un Manual de Mantenimiento para Una Empresa IndustrialnancyAún no hay calificaciones
- Procedimiento para Recepcion, Manipulación y Almacenamiento de Materiales Rev No03Documento19 páginasProcedimiento para Recepcion, Manipulación y Almacenamiento de Materiales Rev No03Cristian Smith Franco HenaoAún no hay calificaciones
- Ficha de Proceso ReparacionesDocumento3 páginasFicha de Proceso ReparacionesMaria NunezAún no hay calificaciones
- Plan Maestro de MantenimientoDocumento20 páginasPlan Maestro de MantenimientoDaniel Saavedra100% (1)
- R-PR - Control y Mantenimiento de Vehiculos y EquiposDocumento3 páginasR-PR - Control y Mantenimiento de Vehiculos y EquiposkhoraAún no hay calificaciones
- Normalizacion MTTRDocumento17 páginasNormalizacion MTTRErnie Gomez ColquichaguaAún no hay calificaciones
- Manual Procedimientos Del MantenimientoDocumento38 páginasManual Procedimientos Del MantenimientoKevin J. Peña Cabarcas100% (1)
- Niveles de MantenimientoDocumento1 páginaNiveles de MantenimientoJose Luis BuenoAún no hay calificaciones
- Ejemplo de Plan Maestro de MantenimientoDocumento53 páginasEjemplo de Plan Maestro de MantenimientoGuillermo Montorelo100% (2)
- Fundamentos del Mantenimiento PreventivoDocumento71 páginasFundamentos del Mantenimiento PreventivoJuanAún no hay calificaciones
- Departamento MantenimientoDocumento6 páginasDepartamento MantenimientoVictor GarciaAún no hay calificaciones
- SDS-FO-MTTO-06 Formato de Orden de Trabajo de MantenimientoDocumento7 páginasSDS-FO-MTTO-06 Formato de Orden de Trabajo de MantenimientoANA COLINA100% (1)
- MANUAL HerramenteroDocumento1 páginaMANUAL Herramenterochechovr0% (1)
- Diagramas Y FlujosDocumento52 páginasDiagramas Y FlujosCarlos Alberto Sias FalconAún no hay calificaciones
- Orden de TrabajoDocumento2 páginasOrden de TrabajoJhon L Farfan QuispeAún no hay calificaciones
- ST21034.653.221025 - Formato para Registro o Inventario de Equipos de RescateDocumento2 páginasST21034.653.221025 - Formato para Registro o Inventario de Equipos de Rescateeimmy100% (1)
- Paso A Paso Maquina Cizalla HidraulicaDocumento3 páginasPaso A Paso Maquina Cizalla HidraulicaDaniella MenesesAún no hay calificaciones
- Ficha Tecnica TALADRO DE ARBOLDocumento3 páginasFicha Tecnica TALADRO DE ARBOLjairAún no hay calificaciones
- PG-MTO-F035 Formato AMEF Mantenimiento (Rev. 2023-06-07)Documento1 páginaPG-MTO-F035 Formato AMEF Mantenimiento (Rev. 2023-06-07)Fidel ArreagaAún no hay calificaciones
- Toledo Cavero Nccu - Nccu-234 - FormatoalumnotrabajofinalDocumento14 páginasToledo Cavero Nccu - Nccu-234 - FormatoalumnotrabajofinalAnder RamirezAún no hay calificaciones
- 8 Disciplinas (Ejemplo)Documento3 páginas8 Disciplinas (Ejemplo)FernandoAún no hay calificaciones
- Procedimiento de Inspeccion de Productos No Conformes en Produccion y Producto FinalDocumento2 páginasProcedimiento de Inspeccion de Productos No Conformes en Produccion y Producto FinalGiovana Karen Poma GutierrezAún no hay calificaciones
- Informe de MantenimientoDocumento19 páginasInforme de MantenimientoErick David HernandezAún no hay calificaciones
- Frsadora Elliot (TPM)Documento2 páginasFrsadora Elliot (TPM)senati24Aún no hay calificaciones
- Programa de Mantenimineto Preventivo y CorrectivoDocumento18 páginasPrograma de Mantenimineto Preventivo y Correctivoinspector ibagueAún no hay calificaciones
- Formato de Equipos de MediciónDocumento2 páginasFormato de Equipos de MediciónWilson VargasAún no hay calificaciones
- Anexo A IATFDocumento1 páginaAnexo A IATFEduardo Toño Bernal100% (1)
- Perfiles Visuales de CargaDocumento3 páginasPerfiles Visuales de CargaGiohp1494Aún no hay calificaciones
- Informe 1. AA1 - Doc Gestion de Calidad ISO 9001Documento17 páginasInforme 1. AA1 - Doc Gestion de Calidad ISO 9001Virginia HernandezAún no hay calificaciones
- Layout Almacen Contingencia 1.23 X 1.09Documento2 páginasLayout Almacen Contingencia 1.23 X 1.09PATRICKNOACCAún no hay calificaciones
- FS-SIG-003 Diagrama de Flujo Planificación de Mantenimiento de EquiposDocumento1 páginaFS-SIG-003 Diagrama de Flujo Planificación de Mantenimiento de EquiposWilliams Alvarado OsorioAún no hay calificaciones
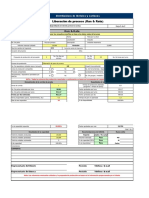
- Run & Rate Formato DimecaDocumento3 páginasRun & Rate Formato DimecaMarco Antonio Andrade ValdesAún no hay calificaciones
- Recepción de material optimizadaDocumento2 páginasRecepción de material optimizadafirpo81Aún no hay calificaciones
- Actividad 3 Gestion Del Mantenimiento Industial PDFDocumento14 páginasActividad 3 Gestion Del Mantenimiento Industial PDFoscar fajardoAún no hay calificaciones
- Entregable de Mntenimiento - 1Documento19 páginasEntregable de Mntenimiento - 1marceo pardo0% (1)
- Roscado manual con machuelos en taller mecánicoDocumento8 páginasRoscado manual con machuelos en taller mecánicoErick Moreira ValdezAún no hay calificaciones
- Simbolo GiaDocumento7 páginasSimbolo GiaJose Alfredo Cervantes Carrillo100% (1)
- Mapa de Procesos para Un Diagrama de Flujo de Funciones Cruzadas1Documento18 páginasMapa de Procesos para Un Diagrama de Flujo de Funciones Cruzadas1Joel Alonso Nuñez CuevaAún no hay calificaciones
- Enunciados de La Norma ISO 9001-2015 (Verdadero y Falso - Completar) 2 Da ParteDocumento2 páginasEnunciados de La Norma ISO 9001-2015 (Verdadero y Falso - Completar) 2 Da ParteSasha CamposAún no hay calificaciones
- Taller 4Documento10 páginasTaller 4Cristican17847971Aún no hay calificaciones
- Plan Trabajo Mtto ValvulasDocumento6 páginasPlan Trabajo Mtto ValvulasEDDY PINOAún no hay calificaciones
- Plan MantenimientoDocumento8 páginasPlan MantenimientoJuan Diego BravoAún no hay calificaciones
- Procedimiento seguro manejo maquina extrusoraDocumento17 páginasProcedimiento seguro manejo maquina extrusorasonia contrerasAún no hay calificaciones
- Programa 5S metalmecánicaDocumento13 páginasPrograma 5S metalmecánicajhon jacob aubrio bascur100% (1)
- Analisis de Causa Caso Ecopetrol Plnta DemexDocumento10 páginasAnalisis de Causa Caso Ecopetrol Plnta Demexastrith gonzalezAún no hay calificaciones
- Formato Jidoka FDocumento1 páginaFormato Jidoka Fing1ammAún no hay calificaciones
- Ejemplo de Plan de MantenimientoDocumento9 páginasEjemplo de Plan de MantenimientoIván Andrés Ríos Guirales100% (1)
- Manual de MantenimientoDocumento16 páginasManual de MantenimientojuaankamiloAún no hay calificaciones
- Pe-000 Emision de Procedimientos Estandar de OperacionDocumento3 páginasPe-000 Emision de Procedimientos Estandar de OperacionguichonAún no hay calificaciones
- Mantenimiento radiador R1300G empresa RINTUSACDocumento13 páginasMantenimiento radiador R1300G empresa RINTUSACClaudia Alexandra Tubillas UAún no hay calificaciones
- Procedimiento de Mantenimiento PreventivoDocumento11 páginasProcedimiento de Mantenimiento PreventivoRicardo Barraza100% (2)
- SMT - PRO.01 Procedimiento de Mantenimiento de Maquinaria - AGRICOLADocumento5 páginasSMT - PRO.01 Procedimiento de Mantenimiento de Maquinaria - AGRICOLAJuan Sebastian Baquero Peñuela100% (1)
- Proceso mantenimiento metalúrgicaDocumento1 páginaProceso mantenimiento metalúrgicaJoseAlejandroAún no hay calificaciones
- Operaciones UnitariasDocumento10 páginasOperaciones Unitariasandres_franciscoAún no hay calificaciones
- Practica 1 MatematicasDocumento29 páginasPractica 1 MatematicaszacanemaAún no hay calificaciones
- 1-Raz Mat (1 - 6)Documento34 páginas1-Raz Mat (1 - 6)Juan Jose Tello0% (1)
- Triptico Energia MecanicaDocumento2 páginasTriptico Energia Mecanicajoedniva100% (2)
- Informe 3 - ElectroscopioDocumento5 páginasInforme 3 - ElectroscopioNéstor RodríguezAún no hay calificaciones
- Montaje y Reparaciones Parte IIDocumento32 páginasMontaje y Reparaciones Parte IIManuel Angel Martinez LorenzoAún no hay calificaciones
- Viii Curvas VerticalesDocumento5 páginasViii Curvas VerticalesThu AngelitoAún no hay calificaciones
- TALLERESDocumento4 páginasTALLERESmanuel417726Aún no hay calificaciones
- Publicacion de Sedes BXM 02-2021 0Documento2 páginasPublicacion de Sedes BXM 02-2021 0StevenAún no hay calificaciones
- Alarma incendios circuito 4 sensores temperatura humo gasDocumento4 páginasAlarma incendios circuito 4 sensores temperatura humo gasDobe la IdentitiAún no hay calificaciones
- COMPOSICION FOTOGRAFICA - Fibonacci Por Gladys Beatriz BodueDocumento32 páginasCOMPOSICION FOTOGRAFICA - Fibonacci Por Gladys Beatriz BodueGladys Beatriz Bodue100% (1)
- Funciones CuadraticasDocumento3 páginasFunciones CuadraticasHadee Umeres durandAún no hay calificaciones
- Presentacion de La Materia Calculo Integral 2017Documento55 páginasPresentacion de La Materia Calculo Integral 2017Maestra Toni MacíasAún no hay calificaciones
- Proceso de EngraseDocumento35 páginasProceso de EngrasecarmenAún no hay calificaciones
- Cuarpo Mariposa Magneti MarelliDocumento18 páginasCuarpo Mariposa Magneti MarelliPedro Almeida JuniorAún no hay calificaciones
- Diario de CampoDocumento21 páginasDiario de CampoBismar Chacon SanizoAún no hay calificaciones
- TrigonometriaDocumento3 páginasTrigonometriaAriadna LealAún no hay calificaciones
- Potencial eléctrico de configuraciones de cargasDocumento1 páginaPotencial eléctrico de configuraciones de cargasblaz27Aún no hay calificaciones
- Evaluación Competencias Matemática FINDocumento162 páginasEvaluación Competencias Matemática FINNelly Ximena Ceron Silva50% (2)
- Analisis de Riesgo Por Oficio MantenimientoDocumento20 páginasAnalisis de Riesgo Por Oficio MantenimientoDaniel Felipe Muñoz SuarezAún no hay calificaciones
- Fundamentos absorción gasDocumento5 páginasFundamentos absorción gasseralvagaAún no hay calificaciones
- Modelos de partición modal: Estimación de la demanda de bicicletas entre estudiantes usando MNLDocumento13 páginasModelos de partición modal: Estimación de la demanda de bicicletas entre estudiantes usando MNLMauricio Nova DuranAún no hay calificaciones
- FS-N10 Im 11513M M 1021-1Documento8 páginasFS-N10 Im 11513M M 1021-1juliocesarpalaciosAún no hay calificaciones
- Unidad 2 Caídas de PresiónDocumento96 páginasUnidad 2 Caídas de PresiónAnonymous 4Sf3ZjcVPAún no hay calificaciones
- Agrimensura - WikipediaDocumento5 páginasAgrimensura - WikipediaAnthony CerdasAún no hay calificaciones
- Ejemplo Obtencion Analitica CurvasDocumento7 páginasEjemplo Obtencion Analitica CurvasYGWHAún no hay calificaciones
- Formato ElectricidadDocumento7 páginasFormato ElectricidadRomiOrellanaNavarreteAún no hay calificaciones
- Sismos PDFDocumento23 páginasSismos PDFKandy Armenta73% (11)
- Memoria Sci - Casa Ideas SalaverryDocumento14 páginasMemoria Sci - Casa Ideas SalaverryALINAún no hay calificaciones
- Sesion 02 Sistemas de TransmicionDocumento33 páginasSesion 02 Sistemas de TransmicionMaxwell Carrasco Santi50% (4)