Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Manual de Datos para Aplicaciones Correctivas Pozo Abajo - SMITH INTERNATIONAL INC.
Cargado por
hambletkTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Manual de Datos para Aplicaciones Correctivas Pozo Abajo - SMITH INTERNATIONAL INC.
Cargado por
hambletkCopyright:
Formatos disponibles
P A R A A P L I C A C I O N E S
C O R R E C T I V A S P O Z O A B A J O
Manual
De Dat os
PRLOGO
La 8va. edicin de este manual de datos contiene informacin
til y prctica para soluciones especializadas con las herra-
mientas y los servicios para trabajos de rehabilitacin de
pozos. El contenido est enfocado en reas donde poseemos
renombre internacional por la calidad de nuestros servicios
por ms de 90 aos. Estas herramientas para trabajos de
rehabilitacin incluyen el fresado hoyo abajo, las desvia-
ciones, la ampliacin, seccionamiento de tuberas, abandono
de pozos y sistemas multilaterales.
El equipo de servicios de Smith aplica su experiencia
diariamente en campos petrolferos y gasferos a nivel
mundial, nuestro personal con experiencia soluciona sus
problemas hoyo abajo. Esperamos que esta 8va. edicin
sea til para un rpido establecimiento de sus objetivos
de rehabilitacin.
Agradecemos los comentarios de nuestros clientes y los
consideraremos para su inclusin en nuestra prxima edicin.
Los Departamentos de Ingeniera,
Operaciones de Campo, Ventas
y Desarrollo Comercial
Las siguientes son marcas registradas de Smith International, Inc.: Anchor-Stock, A-Z, Bearclaw, Chip
Breaker, Dyna-Cut, Economill, Econo-Stock, Ezy-Change, Flo-Tel, Hevi-Wate, K-Mill, Master Driller,
Millmaster, Pack-Stock, Piranha, Reamaster, Servco, Servcoloy, Superdome, Trackmaster, Tri-Mill y UWD.
Una unidad de negocios de Smith International, Inc.
Grupo Red Baron
TABLA DE CONTENIDO
Seccin 1 Fresado en el Fondo
K-Mill ............................................................................... 6
Fresa Piloto ....................................................................... 28
Fresa Piranha .................................................................... 34
Fresa de Ripios ................................................................. 38
Junk-Sub ....................................................................... 44
Fresa Ahusado .................................................................. 46
Herramientas Especiales ................................................... 52
Productos de Servcoloy ..................................................... 56
Seccin 2 Operaciones con Desviadores
Pack-Stock Recuperable ................................................. 64
Anchor-Stock Recuperable ............................................. 66
Econo-Stock Recuperable .............................................. 69
Trackmaster .................................................................. 74
Seccin 3 Ensanchar el Fondo
Cortadores de Ensanchadores de Fondo ........................... 88
Reamaster (XTU) .......................................................... 90
Tipo Perforador (DTU) ...................................................... 106
Tipo Roca (RTU) .............................................................. 116
SPX/Tipo Arrastre ........................................................... 124
Seccin 4 Hidrulica
Hidrulica de Mechas ....................................................... 135
Hidrulica ......................................................................... 141
Seccin 5 Abrir Hoyos
Master Driller ................................................................... 158
Abrehoyos SDD ................................................................ 164
Abrehoyos GTA ................................................................ 172
Escariadores ..................................................................... 182
Cortadores de Escariadores ............................................... 189
Cambiar Ensamblajes de Cortadores ................................. 198
Seccin 6 Abandono de Pozos
Cortatubos ........................................................................ 216
Unin Giratoria Marina de Soporte .................................. 221
Sistema Dyna-Cut .......................................................... 227
Seccin 7 Tablas de Conversin
Tablas ............................................................................... 231
Seccin 8 ndice de Referencias a Productos
Referencias a Productos .................................................... 295
Fresado en el Fondo del Pozo
FRESADO EN EL FONDO DE POZOS
La palabra fresar significa cortar, moler, pulverizar o reducir
el mental a partculas ms pequeas. Luego, estas partculas
se circulan hacia arriba en el espacio anular. Las fresas desin-
tegran los objetos que caen o se atascan en el hoyo o pueden
fresar secciones enteras de tubera de revestimiento. Todas las
fresas estn revestidas con Servology S, una mezcla espe-
cial de carburo de tungsteno, diseado especialmente para
mejor el rendimiento del fresador.
Hay dos categoras de fresas disponibles: las herramientas
fresadoras fijas y las fresas activadas hidrulicamente.
Pautas Generales
Se debe mantener la velocidad anular entre 80 y
120 pie/min.
Se debe evitar el uso de lodo a base de aceite cuando
sea posible.
Generalmente no se observan dificultades para circular los
ripios bajo prcticas de perforacin normales. Sin embargo,
los cortes de fresado son mucho ms pesados y por lo tanto,
aumentar el peso de lodo tiene poco efecto en el levanta-
miento de cortes. Una relacin entre Punto Cedente y
Viscosidad Plstica (PV/YP) tan cerca a 0,5 es ideal para la
remocin de cortes de acero. Si la relacin es mayor de 1,0,
una medida correctiva comn is agregar materiales para
circulacin perdida, pldoras o agentes al sistema de lodo,
lo que ayudar a barrer el hoyo y llevar los cortes de
acero hacia arriba en el espacio anular y fuera del hoyo.
Los lodos de polmeros son los mejores para el fresado.
Los lodos a base de arcilla representan una segunda opcin.
Los lodos a base de aceite representara una tercera opcin.
Estas opciones estn basadas en la habilidad transportadora
del lodo. Los lodos a base de aceite poseen capacidades de
transporte inadecuadas y frecuentemente resultan en traba-
jos ms problemticos.
Nunca se debe fresar ms rpidamente que sea posible
remover los cortes.
Bajo condiciones ptimas, se recomienda comenzar con
un alto flujo laminar. Se puede realizar pequeos ajustes en
las tasas de flujo, velocidad rotativa y peso mientras que se
monitorea el tamao, forma y espesor de los cortes.
1
Fresado en el Fondo del Pozo
En caso que ocurra el efecto nido de pjaro, retirar la
tubuera y circular hasta lograr el retorno de cortes correcto.
En taladros de rehabilitacin pequeos y trabajos de perfora-
cin profunda con una hidrulica limitada, se debe barrer
el hoyo con pldoras viscosas cada dos a tres horas. Durante
los trabajos de fresado largos, este procedimiento debe repe-
tirse frecuentemente para mantener una Tasa de Penetracin
(ROP) ptima.
Colocar imnes en el sistema de lodo antes de realizar el
fresado para disminuir el dao causado a las bombas por
contaminacin de cortes.
Los primeros 4 a 5 pies de un trabajo de fresado son extre-
madamente crticos, especialmente durante el fresado de
una seccin de tubera. Los cortes tienden a acumularse
en el cuchillo cortador, lo que da lugar al efecto nido
de pjaro. Si esto occure, levantar el cuadrante 5 pies
y escariar hacia abajo lentamente.
Siempre se debe inspeccionar el dimetro interno de los
substitutos y dems herramientas para asegurar que sean
de pleno caudal. Esto minimizar los problemas hidrulicos.
Un cesto de pesca podra resultar til para atrapar los cor-
tes ms grandes, especialmente cuando se frese tubera de
revestimiento vieja, partica u xidada. Se coloca el cesto de
pesca en la sarta inmediatamente por encima de la fresa.
Cmo Interpretar los Cortes
Los cortes ideales tienen un espesor de
1
32 a
1
16 pulgadas y
1 a 2 pulgadas de largo. Si los cortes son delgados y largos,
las tasas de penetracin son demasiado bajas. Se debe
aumentar el peso sobre la herramienta.
Si el retorno es de cortes parecidos a escamas de pescado
durante el fresado piloto o de tubera, las tasas de penetracin
mejorarn a travs de disminuir el peso e incrementar el RPM.
Esto es ms comn cuando se frese tubera de revestimiento
H-40 y K-55. Cuando se frese tubera de revestimiento N-80,
P-110, Q-135, etc., los cortes retornados sern ms largos.
Recomendaciones sobre los Pesos y Velocidades
Generalmente, las tasas de fresado ms eficientes se obtie-
nen a travs de operar el equipo rotativo a 80 a 100 RPM.
El fresado con zapatas de lavado representa la excepcin, y
generalmente son ms eficientes cuando se operen a 60 a
80 RPM. (Igual con toda herramienta de fresado, la veloci-
dad y peso sern determinados por las condiciones actuales).
2
Fresado en el Fondo del Pozo
Se debe iniciar la rotacin siempre aproximadamente 1 pie
por encima del pez. Bajar hacia el pez y variar el peso para
mejorar la penetracin. Cuando sea posible, se debe mantener
un peso de fresado constante. Alimentar el tambor lenta-
mente, para permitir el mnimo movimiento del malecate.
El patrn de desgaste en las fresas de tubera y piloto es
un buen indicador de su rendimiento. Si las hojas indican un
patrn de desgaste en forma de gancho, la fresa est funcio-
nando eficientemente. Si existe un patrn ahusado, se debe
disminuir el peso aplicado.
Algunos Factores que Afectan las Tasas de Fresado
El tipo y estabilidad del pez (cementado o no), el peso sobre
la fresa, la velocidad a la cual opera y el revestimiento de
carburo apropiado de la fresa representan factores que afecta-
rn las tasas de fresado. La dureza del pez o cemento tambin
afectar el rendimiento de una fresa.
Al fresar tubera de revestimiento cementada, se puede
aumentar las tasas de penetracin mediante el uso de pesos
mayores y velocidades ms rpidas. Se debe fresar la tubera
de revestimiento no cementada a velocidades ms bajas y con
menos peso. Al encontrarse con tubera de revestimiento seve-
ramente oxidada, una corrida a alta velocidad y con poco
peso evitar la rotura o desprendimiento del pez.
Las tasas de fresado recomendadas pueden ser encontra-
das en la tabla sobre Tasa de Fresado Normal en la pgina 5.
Encontrarse con Goma en el Hoyo
La goma siempre representa un problema durante el fresado.
Al encontrarse con goma, se debe sacar la tuera e iniciar la
fresa de nuevo para que pueda agarrar bien la goma. Cuando
sea necesario, sacar la fresa y limpiar el pez bajando con
una mecha de perforacin.
Estabilizar la Fresa
Una fresa que se mueve de manera excntrica no puede
realizar un buen trabajo. Se debe estabilizar la sarta por
encima de la fresa a intervalos de 60 90 pies. El dimetro
externo del estabilizador no debe exceder el dimetro externo
revestido de la fresa. Las fresas de tubera y piloto tambin
debe ser estabilizadas al dimetro de arrastre de la tubera
de revestimiento.
3
Fresado en el Fondo del Pozo
Lo que se debe hacer en caso de una operacin difcil
Cuando exista rebotes o la operacin sea difcil, se debe
disminuir la velocidad y el peso, y luego incrementar lenta-
mente la velocidad y peso hasta obtener una tasa de penetra-
cin aceptable. Si la operacin vuelve a ser difcil, se debe
disminuir una vez ms e incrementar de manera gradual
hasta lograr una tasa de penetracin mxima.
Recomendaciones Operacionales para el Fresado
Los RPMs requeridos para obtener buenas tasas de fresado,
variarn. Si se opera a altas velocidades rotativas, la fresa
podra colgarse y atascarse momentneamente. Luego, la sarta
se destorcer violentemente lo que frecuentemente podra
resultar en la rotura de la unin de tubera vstago o la rotura
de tubera por torsin. Por lo tanto, el RPM est limitado por
la sarta de perforacin y condiciones del hoyo.
La alta velocidad puede quemar o daar el carburo de
tungsteno el cual es crtico para el fresado de acero. El car-
buro de tungsteno corta el acero en la mejor manera a
250 a 340 pies superficiales por minuto, o 3000 a 4000 pul-
gadas superficiales por minuto. La siguiente regla general
le ayudar determinar los RPMs mnimos/mximos
recomendados:
Velocidad perifrica
RPM Mn./Mx. =
Dimetro exterior de
herramienta x 3,14
As, para una herramienta de fresado de 8
5
8 pulgadas:
3.000
RPM Mn. = = 111 RPM
8,625 x 3,14
4.000
RPM Mx. = = 148 RPM
8,625 x 3,14
Nota: Se debe reducir la velocidad rotativa para evitar daos
por fractura al carburo si la fresa rebota o experimenta
un exceso de torque.
4
Fresado en el Fondo del Pozo
Recomendaciones Operacionales Generales para el Fresado
Tasas de Fresado Normales
5
Peso
Tipo de Fresa (lb) Observaciones
Fresa de Ripios 4.000 a 10.000 Iniciar la fresa de nuevo
(Junk Mill) de vez en cuando
Fresa Piloto 6.000 a 10.000 Variar el peso para lograr
(Pilot Mill) la mejor velocidad de corte
Fresa Ahusada 2.000 a 4.000 Comenzar con poco peso
y una baja velocidad
Economill
2.000 a 8.000 Mantener poco peso
y baja velocidad
Zapata de Lavado 2.000 a 6.000 Recoger la tubera
de vez en cuando
Fresa de Tubera 4.000 a 8.000 No se debe fresar ms
rpidamente que se puede
remover los cortes
Fresa Perforadora 2.000 a 4.000 Comenzar con poco peso
y una baja velocidad
Junkmaster 2.000 a 4.000 No se debe fresar ms
rpidamente que se puede
remover los cortes
Tasa de Fresado (pies/hr)
Lavado de
Fresa de Fresa Fresa de Zapata
Material Ripios Piloto Piranha
Economill
Tubera Rotativa
Tubera 4-6 8-12 4-8
de reves-
timiento
Tubera
de
perfo-
racin 2-6 6-8 6
Collares
de
perfo-
racin 1-2 2-3 4
Empaca-
duras 4 2-3 2-3
Mechas,
conos,
etc. 2-4
Desechos
generales 3-5 2-4
Tubera
de lavado 4-6
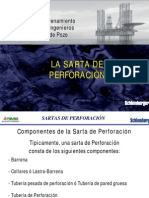
Ensamblaje Millmaster
que demuestra la Estructura Cortadora
Chip Breaker
Fresado en el Fondo del Pozo 6
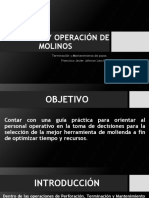
FRESADO DE TUBERA
Los sistemas Millmaster
estn disponibles solamente para alquilar
en conjunto con la supervisin de trabajos de Perforacin y Completacin
de Smith.
* Nmero de Patente en EEUU:
Herramienta Fresadora de Insercin de Carburo 4.710.074
Fresado en el Fondo del Pozo 7
K-MILL
El K-Mill es una herramienta actuada hidrulicamente que se
utiliza para fresar una seccin de tubera de revestimiento o de
produccin. El K-Mill cuenta con un diseo sencillo, es de fcil
operacin y tiene una destacada reputacin por su rendimiento
fresador.
Las hojas fresadoras estn revestidas con Servcoloy S o
carburo de tungsteno Millmaster. Servcoloy S es efectivo
para fresar la tubera de revestimiento que no cuenta con una
buena cementacin, est partida u oxidada, mientras los siste-
mas Millmaster utilizan accesorios de insercin de carburo
tungsteno patentados para proporcionar mayor profundidad
en pies con tasas de penetracin mximas. La estructura corta-
dora consiste en carburo Millmaster en un arreglo similar a
enladrillado. El carburo desarrollado especialmente para aplica-
ciones pozo abajo, evita el desgaste prematuro y la rotura.
Al circular a travs de la herramienta, se crea una cada de
presin a travs del pistn, lo que obliga la leva hacia abajo y
expande los cuchillos cortadores para que hagan contacto con
la tubera de revestimiento. Los cuchillos cortadores cortan la
tubera y luego todos los cuchillos participan en el fresado. Al
parar la circulacin, el resorte del pistn retirar el pistn, lo
que causa que la leva se retira de su posicin entre los cuchi-
llos. Ahora los cuchillos estn liberados para retraerse de
nuevo hacia el cuerpo y se puede recuperar la herramienta.
La accin cortadora de la herramienta es muy efectiva y tpica-
mente, se puede triturar hasta 60 secciones de tubera con un
juego de cuchillos revestidos con Millmaster.
Con la Opcin de Flo-Tel
se asegura la Apertura Positiva
de la Herramienta
La opcin exclusiva de Flo-Tel en el K-Mill, proporciona la
indicacin positiva de que se ha hecho el corte, lo que eli-
mina la posibilidad de solamente remover la parte interior de
la tubera en vez de triturarla. Al terminar el corte, las reas
de flujo a travs de la tubera se duplican, lo que resulta
en una presin reducida en el tubo conductor de entre 200 y
250 lppc notable en la superficie. Estas son seales positivas
para el operador de que el corte est completo. Ahora se puede
aplicar peso sobre la herramienta para iniciar el fresado. El sis-
tema Flo-Tel proporciona la mxima fuerza de corte contra
la tubera de revestimiento durante el corte inicial.
Fresado en el Fondo del Pozo
Esquemtico de la Apertura de los Cuchillos por Etapas
8
Una presin ms alta ejercida en la tubera de revestimiento
para el corte inicial.
Cada de presin para facilitar el fresado
6 Cuchillos de corte 3 para el corte inicial, 6 para el fresado
Fresado en el Fondo del Pozo
Sugerencias Generales para el Fresado de Tubera Efectivo
Es importante que la fresa corta a travs de la tubera de
revestimiento completamente para poder asentar las hojas fir-
memente en la tubera. Cuando se opere una fresa de tubera
sin Flo-Tel, se debe extender la operacin del corte inicial para
asegurar que el corte sea completo.
Nota: Sin Flo-Tel, no habr una indicacin en la superficie de
una presin de 200 a 250 lppc una vez logrado el corte
inicial.
Si Ud. sospecha que la tubera de revestimiento est oxidada,
se debe utilizar pesos menores con un RPM incrementado.
En caso de experimentar una cada repentina en la tasa de
fresado, podra ser el resultado de un anillo de acero suelto
proveniente del acoplamiento de la tubera. Este anillo girar
junto con la fresa de tubera y evitar que corte correcta-
mente. Se debe intentar a iniciar la fresa de tubera suave-
mente, lo que debe romper el anillo y ayudar a colocarlo
correctamente para el fresado.
Procedimiento Recomendado para Fresar una Seccin de Tubera
Bajar hasta la profundidad de corte deseada.
Las tasas de bomba para el K-Mill son predeterminadas
y dependen del tamao de la herramienta. Por lo tanto, se
debe seleccionar el GPM correcto para generar la cada de
presin deseada a travs del K-Mill y as asegurar la buena
operacin de la herramienta. Para determinar el GPM mejor,
vase la siguiente tabla.
9
Nmero
Rango de GPM Requerido
de Serie
de K-Mill Durante el Corte Durante el Fresado
3600* 110-160 110-160
4100 80-125 110-160
4500 80-125 150-200
5500 80-125 200-250
6100 80-125 200-250
7200** 80-125 200-300
8200** 80-125 300-400
9200** 80-125 350-450
11700 350-450 350-600
** No tiene la opcin Flo-Tel.
** Se requiere un top sub con chorros para tasas de flujo mayores de
300 GPM para minimizar la velocidad excesiva a travs del pistn,
lo que podra resultar en la erosin y/o socavacin.
Fresado en el Fondo del Pozo
Iniciar la rotacin a 60 RPM y acumular la presin
lentamente hasta alcanzar el GPM del corte inicial. Seguir
rotando hasta que la tubera haya sido cortada, segn lo
indicado por Flo-Tel (una cada de presin de aproximada-
mente 200 a 250 lppc). Despus de realizar el corte, se
debe aumentar el GPM hasta la tasa de flujo recomendada
para el fresado.
Ahora se debe comenzar a aplicar peso e incrementar
la velocidad rotativa a 80 a 120 RPM. El rango de peso ms
eficiente es generalmente entre 4.000 y 8.000 lbs.
Una vez que la seccin haya sido fresada o los cuchillos
estn desgastados, se debe circular durante 5 a 10 minutos
para asegurar el cierre correcto (compensacin hidrosttica).
Se puede recoger la herramienta hasta la zapata y sacar
la tubera en la manera convencional.
Dificultades Encontradas durante el Corte Inicial
La causa ms comn de dificultades durante el corte inicial
es insuficiente presin en la herramienta. La presin mnima
necesaria para mantener abiertos los cuchillos cortadores
y partir la tubera de revestimiento es 300 lppc.
El oleaje excesivo de la bomba en la sarta de perforacin
y los movimientos subsiguientes de la tubera, podra causar
que las hojas de la fresa intentan romper la tubera de revesti-
miento por un intervalo considerable.
Materiales de circulacin perdida, pedazos de goma de
la tubera de perforacin u otras sustances, podran taponar el
orificio de la herramienta, lo que causa que la fresa funcione
inadecuadamente y retrase el corte inicial.
Se debe observar los retornos en el colador sacudidor del
lodo. Un buen retorno de cortes es esencial o de otra manera
podra surgir problemas. Se recomiendan barridos peridicos
del hoyo a intervalos de 2 a 3 horas para ayudar el levanta-
miento de cortes.
10
Fresado en el Fondo del Pozo 11
RECOMENDACIN SOBRE FLUIDOS DE PERFORACIN
M-I PARA PREPARAR EL LODO PREVIO EL FRESADO
DE UNA SECCIN DE TUBERA
Lodo
Se prefieren los lodos de polmeros tratados con XC (goma
xanthan) debido a su alta viscosidad a tasas de corte bajas.
Estos lodos de polmeros XC cuentan con buenas relaciones
de viscosidad plstica a punto cedente (generalmente 0,50:1
o mejor). No se recomienda los lodos de polmeros de polia-
crilamido parcialmente hidrolizado (PHPA) para el fresado
debido a la degradacin por corte rpida de la viscosidad.
Mientras frecuentemente se especifica la relacin visco-
sidad plstica punto cedente entre 0,75 a 0,50:1, los par-
metros ms significativos a ser monitoreados son el valor de
Fann 3-RPM y la resistencia inicial del gel. M-I recomienda
que el valor de Fann 3-RPM y la resistencia del gel sean entre
1 y 2 veces el tamao del hoyo en pulgadas.
Los sistemas a base de arcilla tambin son aceptables si
el valor de 3-RPM y la resistencia de gel inicial se mantienen
dentro de este rango de 1 a 2 veces el tamao del hoyo
(pulg.). Los fluidos de fresado a base de arcilla requieren un
aditivo tipo polmero XC para lograr estos niveles de viscosi-
dad o deben ser floculados con cal, un polmero (como por
ejemplo PHPA o GELEX) o con un producto tipo Hidrxido
de Metales Mixtos (MMH).
Por lo general, no se recomiendan los lodos a base de
aceite para el fresado debido a que es ms difcil obtener este
nivel de 3-RPM y resistencia de gel inicial. Los lodos a base de
aceite requieren un aditivo que modifica la reologa y conteni-
dos de agua ms altos para este propsito.
Propiedades del Lodo
Se debe mantener el valor de 3-RPM Fann y la resistencia de
gel inicial entre 1 y 2 veces el tamao del hoyo en pulgadas.
Este nivel de baja viscosidad de corte debe generar una rela-
cin de viscosidad plstica punto cedente entre 0,50 y 0,75.
No se debe permitir que este valor sobrepase 0,75.
Fresado en el Fondo del Pozo 12
Velocidad de Flujo
Se recomienda una velocidad de flujo capaz de producir una
velocidad anular entre 250 y 350 pies/min. para las operacio-
nes de fresado. Esto es similar a la recomendacin del dime-
tro interno (pulgadas) de la tubera de 35 a 45 GPM. Se
podra requerir de un chorro de desvo (jetted top sub) en
altas velocidades de flujo debido al riesgo de lavado o cavita-
cin en la fresa. Se debe recordar que la limpieza del pozo
es dada por una combinacin de alta velocidad anular y alta
viscosidad, durante el fresado. Si se aumenta la viscosidad,
se debe aumentar tambin la velocidad.
Barrido del hoyo
Los barridos de alta viscosidad peridicos se deben utilizar
frecuentemente dependiendo de la velocidad del fresado y
el tamao de los cortes para evitar acumulacin de virutas en
el hoyo. Los materiales de prdida de circulacin (LCMs) tam-
bin son beneficiosos para estos barridos debido a la capacidad
de levantamiento mecnico que poseen los materiales fibrosos.
Los materiales de prdida de circulacin fibrosos tales como
cortezas de semillas de algodn o fibra de caa trabajan mejor,
pero los materiales granulares tambin son efectivos.
GUA PARA EL FLUJO EN LAS HERRAMIENTAS DEL
SISTEMA MILLMASTER
TFA
Dimetro interno del pistn fijo = 0.442 TFA equivalente.
Tasa de Flujo GPM
Una buena regla general es la tasa de flujo de 35 a 50 GPM
multiplicado por el dimetro interno de la tubera. Sin
embargo, como la velocidad es una funcin de la tasa de flujo
(GPM) y el TFA (fijo a 0.442 pulg.2), las tasas de flujo debe
reajustarse para que no excedan la velocidad mxima expre-
sada arriba.
Cada de Presin
La cada de presin (DP)se debe mantener de 200 a 500 psi
a travs del pistn, se pueden utilizar valores mayores,
pero nicamente por intervalos de tiempo cortos durante
las operaciones de fresado.
Fresado en el Fondo del Pozo 13
Lodo
Los lodos polimricos seran los de primera eleccin y los de
base arcillosa los de segunda eleccin, muchos lodos a base
de aceite tienen capacidades inferiores de barrido y pueden
causar serios problemas de limpieza en el hoyo y acumula-
ciones de tipo nido de ave. Cuando se utilice agua, los
aditivos tipo gel proporcionan cierta capacidad de barrido
de los cortes metlicos. En esta situacin, el uso de ratoneras
de mayor tamao para la recoleccin de los cortes es una
opcin cuando es ambientalmente posible.
Barridos del Hoyo
Los barridos peridicos con gel, o inclusive, con LCMs tales
como cscaras de nuez, etc. y trabajos en la tubera cada 2
a 3 horas minimizarn la acumulacin de los cortes.
RECOMENDACIONES ESTNDAR
PARA LOS BHA MILLMASTER
1. Guiar la fresa (revestida aproximadamente a 1.5 pulg. por
debajo del dimetro de deriva).
Verificar a travs del anlisis ABHAP, no se debe contactar
el dimetro interno de la tubera de revestimiento.
2. Millmaster (camisa estabilizadora revestida para el dimetro
de deriva de la tubera de revestimiento).
3. Sub superior Millmaster y sub de flotador o sub superior
Millmaster con conexin perforada para flotador.
4. Collar corto de 8 a 10 pies de longitud
Fabricado en el taller con sub elevador para ahorrar tiempo
de taladro.
5. Collares de Perforacin
Las cantidades se basan en el tamao y peso de la tubera
de revestimiento que ser fresada.
6. Estabilizador
nicamente para ngulos de hoyo de 15 y menores.
(ngulos mayores a 15 , verificar con el anlisis ABHAP).
Utilizar un estabilizador de tipo Milling (fresado) para que
permanezca siempre en el extremo superior de la tubera
de perforacin.
7. HWDP
Suficientes juntas de tubera para una transicin hacia la
tubera de perforacin o desde la misma hacia el HWDP.
8. Tubera de perforacin.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
4
Correlacin de Tubera de Revestimiento y K-Mill
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
9,50 4,090 3,965 3
3
4 5
5
8 3
7
8
4
1
2 5,000 11,60 4,000 3,875 3600 3
3
4 5
5
8 3
7
8
13,50 3,920 3,795 3
5
8 3
5
8 5
1
2 3
3
4
11,50 4,560 4,435 4
1
4 6
5
16 4
3
8
5
1
2 5,563 13,00 4,494 4,369 4100 4
1
8 6
3
16 4
1
4
15,00 4,408 4,283 4
1
8 4
1
8 6
3
16 4
1
4
18,00 4,276 4,151 4 6
1
16 4
1
8
13,00 5,044 4,919 4
3
4 7
7
16 4
7
8
14,00 5,012 4,887 4
3
4 7
7
16 4
7
8
5
1
2 6,050 15,50 4,950 4,825 4500 4
5
8 7
5
16 4
3
4
17,00 4,892 4,767 4
1
2 4
5
8 7
5
16 4
3
8
20,00 4,778 4,653 4
1
2 7
3
16 4
5
8
23,00 4,670 4,545 4
3
8 7
1
16 4
1
2
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
5
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
15,00 5,524 5,399 5
1
4 7
15
16 5
3
8
6 6,625 18,00 5,424 5,299 4500 5
1
8 7
13
16 5
1
4
20,00 5,352 5,227 4
1
2 5
1
8 7
11
16 5
1
8
23,00 5,240 5,110 4
7
8 7
9
16 5
1
8
17,00 6,135 6,010 5
7
8 8
11
16 6
1
8
6
5
8 7,390 20,00 6,049 5,924 5500 5
3
4 8
9
16 5
7
8
24,00 5,921 5,796 5
1
2 5
5
8 8
7
16 5
3
4
28,00 5,791 5,666 5
1
2 8
5
16 5
5
8
32,00 5,675 5,550 5
3
8 8
3
16 5
1
2
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
6
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
17,00 6,538 6,413 6
1
4 9
1
16 6
3
8
20,00 6,456 6,331 6
1
8 8
15
16 6
1
4
23,00 6,366 6,241 6
7
8 8
13
16 6
1
8
7 7,656 26,00 6,276 6,151 5500 6
7
8 8
13
16 6
1
8
29,00 6,184 6,059 5
1
2 5
7
8 8
11
16 6
7
8
32,00 6,094 5,969 5
3
4 8
9
16 5
7
8
35,00 6,004 5,879 5
3
4 8
9
16 5
7
8
38,00 5,920 5,795 5
5
8 8
7
16 5
3
4
17,00 6,538 6,413 6
1
4 9
1
16 6
3
8
7 7,656 20,00 6,456 6,331 6100 6
1
8 8
15
16 6
1
4
23,00 6,366 6,241 6
1
8 6
7
8 8
13
16 6
1
8
26,00 6,276 6,151 6
7
8 8
13
16 6
1
8
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
7
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
20,00 7,125 7,000 6
7
8 9
11
16 7
3
4
24,00 7,025 6,900 6
3
4 9
9
16 6
7
8
7
5
8 8,500 26,40 6,969 6,844 5500 6
5
8 9
7
16 6
3
4
29,70 6,875 6,750 5
1
2 6
5
8 9
7
16 6
3
4
33,70 6,765 6,640 6
1
2 9
5
16 6
5
8
39,00 6,625 6,500 6
3
8 9
3
16 6
1
2
20,00 7,125 7,000 6
7
8 9
11
16 7
3
4
24,00 7,025 6,900 6
3
4 9
9
16 6
7
8
7
5
8 8,500 26,40 6,969 6,844 6100 6
5
8 9
7
16 6
3
4
29,70 6,875 6,750 6
1
8 6
5
8 9
7
16 6
3
4
33,70 6,765 6,640 6
1
2 9
5
16 6
5
8
39,00 6,625 6,500 6
3
8 9
3
16 6
1
2
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
8
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
24,00 8,097 7,972 7
3
4 11
5
8 7
7
8
28,00 8,017 7,892 7
3
4 11
5
8 7
7
8
32,00 7,921 7,796 7
5
8 11
7
16 7
3
4
8
5
8 9,625 36,00 7,825 7,700 7200 7
1
2 11
5
16 7
5
8
40,00 7,725 7,600 7
1
4 7
3
8 11
3
16 7
1
2
44,00 7,625 7,500 7
3
8 11
3
16 7
1
2
49,00 7,511 7,386 7
1
4 11
1
16 7
3
8
29,30 9,063 8,907 8
3
4 12
11
16 8
7
8
32,30 9,001 8,845 8
5
8 12
9
16 8
3
4
36,00 8,921 8,765 8
5
8 12
9
16 8
3
4
9
5
8 10,625 40,00 8,835 8,679 7200 8
1
2 12
7
16 8
5
8
43,50 8,755 8,599 7
1
4 8
3
8 12
5
16 8
1
2
47,00 8,681 8,525 8
3
8 12
5
16 8
1
2
53,50 8,535 8,379 8
1
4 12
3
16 8
3
8
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
1
9
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
29,30 9,063 8,907 8
3
4 12
5
8 18
7
8
32,30 9,001 8,845 8
5
8 12
7
16 18
3
4
36,00 8,921 8,765 8
5
8 12
7
16 18
3
4
9
5
8 10,625 40,00 8,835 8,679 8200 8
1
2 12
5
16 18
5
8
43,50 8,755 8,599 8
1
4 8
3
8 12
3
16 18
1
2
47,00 8,681 8,525 8
3
8 12
3
16 18
1
2
53,50 8,535 8,379 8
1
4 12
1
16 18
3
8
32,75 10,192 10,036 9
7
8 13
3
4 10
1
2
40,50 10,050 9,894 9
3
4 13
5
8 19
7
8
10
3
4 11,750 45,50 9,950 9,794 9200 9
5
8 13
7
16 19
3
4
51,00 9,850 9,694 9
1
4 9
1
2 13
5
16 19
5
8
55,50 9,760 9,604 9
3
8 13
3
16 19
1
2
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
2
0
Correlacin de Tubera de Revestimiento y K-Mill (cont.)
Tubera de Revestimiento API
Especificaciones de Tubera de Revestimiento Especificaciones de K-Mill
Peso por Dimetro Serie de Dimetro
Dimetro de pie con Dimetro Interno de Herramienta Dimetro de Abierto de
Tamao de Acoplamiento Acoplamiento Interno de Arrastre de Dimetro Colapso Cuchillo Estabilizador
Tub. de Rev. de Tub. de Rev. (pies) Tub. de Rev. Tub. de Rev. del Cuerpo Mximo Revestido de Parada
38,00 11,150 10,994 10
3
4 14
11
16 10
7
8
42,00 11,084 10,928 10
3
4 14
11
16 10
7
8
11
3
4 12,750 47,00 11,000 10,844 9200 10
5
8 14
9
166 10
3
4
54,00 10,880 10,724 9
1
4 10
1
2 14
7
166 10
5
8
60,00 10,772 10,616 10
3
8 14
5
166 10
1
2
48,00 12,715 12,559 12
3
8 17
11
16 12
1
2
54,50 12,615 12,459 12
1
4 17
9
166 12
3
8
13
3
8 14,375 61,00 12,515 12,359 11700 12
1
8 17
7
166 12
1
4
68,00 12,415 12,259 11
3
4 12
1
8 17
7
166 12
1
4
72,00 12,347 12,191 12
3
8 17
5
166 12
1
8
55,00 15,375 15,187 15
3
8 19
1
266 15
1
8
16
3
8 17,000 65,00 15,250 15,062 11700 14
7
8 19
3
866 15
3
8
75,00 15,125 14,936 11
3
4 14
3
4 19
1
466 14
7
8
84,00 15,010 14,822 14
5
8 19
1
866 14
3
4
Nota: Todas las dimensiones estn en pulgadas, a menos que se indique al contrario.
Fresado en el Fondo del Pozo 21
Programacin de la Seccin para la Desviacin del Hoyo
Se debe revisar los siguientes aspectos en preparacin para el
fresado de secciones de tuberas:
Si se dispone de un registro de formacin y existen varias
opciones sobre dnde cortar la seccin, una seccin cortada
en una formacin de arena generalmente resultar en menos
problemas que una que se corta en una formacin de lutitas.
En primer lugar, ser necesario asentar un tapn para
aislar el viejo pozo.
Se prefiere un registro de adhesin (bond log) para deter-
minar si hay cemento detrs de la tubera de revestimiento a
perforar. Si no es seguro que hay buen cemento, se debe pro-
gramar un trabajo de forzamiento de bloque en la seccin.
Nunca se debe iniciar la operacin por debajo de un cuello
de tubera de revestimiento.
Se debe programar una ratonera adicional (100 a 150 pies)
por debajo de la seccin:
- Esta longitud adiciona podra ser requerida durante el fre-
sado si la remocin de los cortes resulta problemtica.
- Puede ser utilizada para el forzamiento en bloque, en caso
de ser necesario.
Los lodos de polmeros son los mejores para el fresado dado
que cuentan con relaciones PV/YP reducidas y puede ser
mantenidos lo ms cerca a 0,5 como sea posible.
Los lodos a base de arcilla cuentan con buenas capacidades
de transporte pero podran resultar en trabajos ms proble-
mticos. Por lo tanto, deben ser evitados cuando sea posible.
Los lodos a base de aceite no cuentan con capacidades de
transporte muy buenas y resultan en trabajos ms problem-
ticos. Por lo tanto, deben ser evitados cuando sea posible.
La longitud de la seccin requerida depender de los siguien-
tes factores:
Tipo de programa y objetivo del pozo.
El ngulo de inclinacin necesario.
El tipo de herramienta de desviacin utilizada.
Propiedades y Tasas de Flujo
La forma ms rpida para remoer los cortes de acero del
hoyo es con el flujo turbulento. Sin embargo, el flujo
turbulento tambin puede ser la manera ms rpido
para encontrarse en problemas, debido a:
El efecto nido de pjaro de los cortes.
La carga del hoyo crea el flujo turbulento debido a la
restriccin causada por los cortes en el espacio anular.
Fresado en el Fondo del Pozo 22
- Esto es especialmente crtico al inicio de la seccin donde
los cuellos de perforacin permanecen dentro de la tubera
de revestimiento. El flujo laminar aumenta la velocidad de
deslizamiento lo que causa que las partculas caen a travs
del lodo y rellenan el substituto inferior (lower sub).
- Se puede hacer pequeos ajustes en la tasa de flujo,
velocidad rotativa y peso sobre la herramienta al mismo
tiempo que se monitorea los retornos por tamao,
forma y espesor.
Ensanchar el Fondo para el Tapn de Desviacin
Podra ser necesario ensanchar el fondo (especialmente con
tamaos pequeos de tubera de revestimiento) para permitir
el asentamiento de un tapn grande.
El cemento para el tapn debe ser calculado para permitir
el desplazamiento correcto del substituto inferior, el hoyo
abierto en el rea de la seccin y por lo menos 100 pies de
cemento dentro de la tubera de revestimiento por encima de
la seccin. Esto se requiere para permitir al operador probar
el tapn y perforar la parte superior contaminada del tapn
antes de iniciar la desviacin.
El tapn de cemento debe ser lo suficientemente duro para
realizar la desviacin.
El cemento en el rea de la seccin debe tener una consis-
tencia uniforme.
Debe ser lo suficientemente grande para evitar salir por
un lado del tapn y crear una doblez de pata de perro
muy marcada.
Bajar la sarta con una mecha para perforar y probar el
tapn despus de aproximadamente 16 horas. Se debe perfo-
rar un mnimo de 3 pies en la seccin antes de recoger el
motor de lodo y conjunto direccional.
Utilizando el K-Mill como Cortador de Tuberas
El K-Mill es muy efectivo en el corte de sartas de tubera de
revestimiento sencillas. La eficiencia de los cuchillos conjunta-
mente con el dispositivo Flo-Tel aseguran resultados ptimos.
Cortar la Tubera
Recoger la herramienta y bajar hasta la profundidad
de corte.
Comenzar la velocidad rotativa a 80 a 100 RPM; anotar
el torque.
Fresado en el Fondo del Pozo 23
Arrancar la bomba lentamente e incrementar el volumen y
presin hasta que se observe una reaccin en la mesa rota-
tiva o el torque (amps) incremente un poco.
Mantener una velocidad rotativa de 80 a 100 RPM.
Al terminar el corte, hay una indicacin definitiva; una
prdida momentnea de retornos o un incremento de lodo
en el espacio anular. Muchas veces, el ruido excesivo indi-
car cuando la tubera de revestimiento est rota.
La prdida de torque, una reduccin en la presin de la
bomba o ambas, son indicaciones que se ha concluido
el corte.
Apagar las bombas.
Parar la mesa rotativa.
Sacar la tubera del hoyo.
Desmontaje del K-Mill
Remover el substituto superior (top sub).
Remover el ensamblaje de Flo-Tel. (Nota: Flo-Tel no est
disponible para la serie 3600).
Remover los estabilizadores de los limitadores de brazo.
Remover los pernos de bisagra.
Remover los cuchillos. No se debe remover las aletas.
Utilizando las llaves suministradas, remover la tuerca de
sujecin de la leva y la leva.
No se puede retirar el pistn y resorte del cuerpo.
Remover los tornillos retenedores de la cabeza del pistn.
Remover el orificio y tubo antilavado del dimetro interno
del pistn.
Nota: Las herramientas de las Series 3600, 4100 y 4500 no
tienen un tubo antilavado, debido al dimetro restrin-
gido del pistn. Remover el o-ring del orificio.
Instrucciones para el Servicio
La herramienta debe ser completamente limpiada despus
de realizar cada trabajo. La mejor forma es la limpieza con
vapor. Cuando no se disponga de vapor, se puede utilizar
solventes limpiadores. Todas las empacaduras deben ser
inspeccionadas despus de la limpieza y reemplazadas si
se observa cualquier seal de desgaste.
Al reensamblar la herramienta, se debe lubricar todas
las partes completamente. Cualquier grasa ligera ser
apropiada.
Fresado en el Fondo del Pozo 24
Cuerpo Estabilizador del cuerpo
del limitador de brazo
Tuerca de sujecin
de la leva
Leva
Pistn
Tubo antilavado
Orificio
Resorte
O-ring
Tornillo tensor
de Flo-Tel
Tapa del cono
Tornillo retenedor para
pasado de bisagra
Tornillo retenedor
Cuchillo fresado
Pasador de bisagra
del brazo
Aleta
Tornillo retenedor de
la cabeza de pistn
Empacadura del pistn
Cabeza de pistn
Ensamblaje de Flo-Tel
Substituto superior
(top sub)
Componentes del K-Mill
Fresado en el Fondo del Pozo 25
Ensamblaje
Colocar de nuevo el orificio de Flo-Tel (junto con empaca-
dura) en el pistn despus de deslizar el tubo antilavado a
su posicin.
Nota: Las herramientas de las Series 3600, 4100 y 4500 no
tienen tubos antilavado.
Colocar de nuevo la empacadura del pistn y la cabeza del
pistn. Fijar la cabeza del pistn en el pistn con los torni-
llos retenedores para la cabeza del pistn. Enroscar firme-
mente. Asegurarse que los bordes tipo V de la empacadura
estn apuntados hacia arriba.
Colocar el resorte sobre el pistn y deslizar el ensamblaje
adentro del cuerpo.
Utilizando las llaves suministradas en el juego de herramien-
tas, enroscar la leva firmemente en el pistn.
Enroscar el tornillo de sujecin de la leva firmemente
para evitar cualquier movimiento hacia atrs.
Ensamblar el Flo-Tel sin apretar:
- Colocar espoln en el asiento.
- Colocar achicador en tapa de cono.
- Alinear los agujeros en el asiento y capa de cono, y
comenzar a enroscar los tornillos tensores. No se debe
apretar los tornillos todava porque expandira el achi-
cador y el ensamblaje no entrar en el cuerpo.
- Deslizar el ensamblaje de Flo-Tel en el cuerpo. El achica-
dor se colocar en su posicin de golpe.
- Apretar los tornillos tensores firmemente, lo que expandir
el achicador en su ranura de empate en el cuerpo y fijar
el ensamblaje en su posicin correcta.
Instalar los nuevos cuchillos, pasadores de bisagra y
tornillos retenedores del pasador de bisagra.
Nota: Los cuchillos de repuesto estn suministrados con
pasadores de bisagra y tornillos retenedores.
No se debe usar estos elementos de nuevo.
Instalar y apretar los estabilizadores del cuerpo del
limitador de brazo.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
2
6
Longitud total nominal
Longitud del cuello
de pesca
Conexin
para el
pasador
superior
Dimetro
del cuerpo
Dimetro
del cuello
de pesca
K-Mill
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
2
7
Especificaciones para Fresado de Seccin de Tubera
Longitud Fishing Conexin para
Serie de Tamaos de Dimetro del Cuello Neck Longitud Pasador Peso
Herramientas Tub. de Rev. del Cuerpo de Pesca Diameter Total Superior (lb)
3600 4
1
2 3
5
8 18 3
1
8 56 2
3
8 135
4100 5 4
1
8 18 3
1
4 66 2
3
8 175
4500 5
1
2, 6 4
1
2 18 4
1
8 70 2
7
8 220
5500 6
5
8, 7 5
1
2 18 4
3
4 74 3
1
2 350
6100 7
5
8 6
1
8 18 4
3
4 74 3
1
2 368
7200 8
5
8, 9
5
8 7
1
4 18 5
3
4 89 4
1
2 554
8200 9
5
8 8
1
4 18 5
3
4, 8 87 4
1
2, 6
5
8 900
9200 10
3
4, 11
3
4 9
1
4 18 5
3
4, 8 87 4
1
2, 6
5
8 980
11700 13
3
8, 16 11
1
2 18 8, 9 90 6
5
8, 7
5
8 1.725
Notas:
1. Todas las dimensiones estn en pulgadas, a menos
que se indiquen al contrario.
2. Todos los pesos son aproximados.
3. Conexiones regulares con pasador API estndar.
Existen otras conexiones disponibles a solicitud.
4. Flo-Tel es el equipo estndar para las Series 4100 a
11700.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones para fresas
de seccin de tuberas, por favor especifique:
1. La serie de la herramienta.
2. El tamao y el peso de la tubera de revestimiento a
ser fresada.
3. La conexin del pasador superior.
Fresado en el Fondo del Pozo 28
Fresa Piloto
Fresado en el Fondo del Pozo 29
FRESAS PILOTO
Se recomiendan las fresas piloto para fresar tubera de lavado,
uniones de seguridad, abretubos de paso y zapatas de lavado.
Los colgadores de revestidores pueden ser fresados eficiente-
mente eliminando cortes internos y corriendo pescaherra-
mientas. Se puede revestir la nariz, o piloto, para fresar
cualquier desperdicio que se pudiera encontrar.
Se pueden utilizar las fresas piloto para fresar los siguientes
elementos:
Adaptadores Tubera de revestimiento
Revestidores Tubera de lavado
Tubera de perforacin Revestimiento de abretubos
Pautas Generales para Utilizar Fresas Piloto
Al seleccionar una fresa piloto, el dimetro exterior de los
cuchillos debera ser aproximadamente
1
4 pulg. ms del di-
metro exterior de la unin o acoplamiento de la herramienta
a ser fresada. El dimetro exterior del piloto debera ser el
mismo que el dimetro de deriva del tubular.
La mejor velocidad y peso para correr una fresa piloto
deben ser determinados para cada trabajo. Tambin, las
condiciones pueden cambiar de un trabajo de fresado piloto
a otro en el mismo pozo.
Esto puede requerir velocidades y pesos distintos en dife-
rentes momentos. En la ausencia de experiencia, se debe
comenzar con una velocidad rotativa entre 80 y 100 RPM y
un peso de herramienta de 2,000 a 6,000 libras o menos.
Si, al fresar un revestimiento de abretubos, ocurre una
cada repentina de la velocidad de fresado, el problema podra
ser causado por un anillo de acero suelto que se ha formado
en la junta o soldadura, el cual est girando junto con la fresa
piloto. Se debe tratar de iniciar una vez ms cuidadosamente
la fresa piloto. Esto debera romper el anillo y ayudar a posi-
cionarlo para el fresado.
Si el corte se detiene completamente al fresar la tubera de
lavado, tubera de revestimiento o el revestidor, y no existe
un incremento notable en la torsin, hay una buena probabi-
lidad de que est girando una seccin de la tubera o tubular.
Si este es el caso, sacar la fresa e intentar la recuperacin
utilizando un pescaherramientas.
Fresado en el Fondo del Pozo 30
Consideraciones al Fresar Colgadores de Revestidores y Adaptadores
En la mayora de los trabajos de fresado de revestidores, se
utiliza una fresa piloto para fresar el colgador de revestidores
o adaptador primero, y luego el revestidor. En algunos casos,
el colgador de revestidores o adaptador se fresa utilizando una
fresa de ripios. Luego se fresa el revestidor con una fresa
piloto. Se prefiere este ltimo mtodo si existe cemento duro
detrs del revestidor o si el revestidor tiene numerosos arcos
de resortes, cuas, etc.
Una Fresa Piloto es Ideal para Tubera de Lavado
La fresa piloto es la herramienta ms eficiente para fresar la
tubera de lavado atascada. Si la tubera o los cuellos de perfo-
racin estn dentro de la tubera de lavado, las mismas se
debern fresar primero con una fresa de ripios o con una fresa
piloto ms pequea.
Fresado de Tubera de Perforacin y Collares de Perforacin
Si el dimetro interior est abierto,en algunos casos la tubera
y los cuellos de perforacin se fresan con fresas piloto. Si la
tubera y los cuellos de perforacin estn cementados dentro
de la tubera, particularmente en pozos desviados, el tubo pro-
bablemente se encuentra sobre el lado inferior con su centro
excntrico hacia la tubera de revestimiento. En la mayora de
los casos, esto hace que el trabajo sea extremadamente difcil
para una fresa piloto. Bajo estas condiciones, se recomienda el
uso de una fresa de ripios de calibre completo. Una fresa piloto
har un trabajo razonable en los cuellos de perforacin, siem-
pre y cuando los cortes podran ser removidos a medida que
progrese el fresado. Si los cortes tienden a caerse en el dime-
tro interior y taparlo, se debe utilizar una fresa de ripios.
Utilizacin de Fresa Piloto en la Terminacin de Abretubos
La fresa piloto es ideal para fresar la porcin rebajada de
la tubera en la completacin con abretubos. Las longitudes
rebajadas de la tubera, correspondientes en longitud al espe-
sor de las zonas productoras, estn hechas con abretubos para
los cuellos regulares de la tubera en la sarta. La tubera de
revestimiento est cementada y se obtiene el cierre de agua
en todos los intervalos de las zonas. Luego las porciones
rebajadas son fresadas con una fresa piloto y las secciones
resultantes son abiertas con un ensanchador de fondo.
Esta operacin de ensanchamiento remueve el cemento
y el lodo seco de las paredes, proporcionando un rea
productora limpia.
Fresado en el Fondo del Pozo 31
Uso de una Fresa Piloto
1. Bajar la fresa a aproximadamente 5 pulgadas sobre el
tubular. Ajustar el freno y comenzar a girar. Aumentar
lentamente la rotacin a 125 RPM. Subir y bajar la fresa
de 3 a 6 pies, pero no se debe tocar el tubular mientras
que se gira. Esta accin mostrar la torsin neutral a ser
determinada. Al observar la torsin en la sarta cuando
el piloto de la fresa penetra el tubular, se puede determinar
si el piloto ha penetrado correctamente.
2. Reducir la rotacin a aproximadamente 30 RPM y penetrar
el tubular con el piloto. Aplicar un peso de 2,000 libras.
Detener la rotacin rpidamente mientras que se observa
la accin de torsin de la sarta. Una reduccin gradual o
un giro indica que la fresa ha penetrado el tubular con
el alineamiento correcto.
3. Para fresar la tubera de revestimiento H-40 K-55, se
debe utilizar un peso entre 4,000 y 6,000 libras y una
velocidad de 80 a 100 RPM, mientras que la tubera N-80,
P-110 y Q-135, etc. requiere un peso de 8,000 a 10,000
libras y un RPM de 100 a 120. Si la tubera de revesti-
miento est rodeada de cemento duro, o si el dimetro
del hoyo abierto es el mismo o menor que el dimetro
exterior de los cuchillos de la fresa, ms peso podra ser
necesario para perforar el cemento y la formacin.
Cuando se trabaje debajo de la zapata de la tubera
de revestimiento, se debe ensanchar el hoyo arriba y
abajo cada 15 a 20 pies del tubular fresado para limpiar
cualquier acumulacin de cortes que se pueden haber
amontonado en la zapata. Tambin el ensanchamiento
peridico representa una buena prctica para garantizar
la remocin de los cortes en los hoyos con desviacin
de 30 ms.
4. Generalmente, el fresado debe continuar a una velocidad
constante sin interrupcin una vez que se haya comen-
zado. El peso de fresado debera ser aplicado en una
proporcin constante. No se debe permitir que el peso
se pierde durante la perforacin.
Fresado en el Fondo del Pozo 32
FRESA PILOTO
Especificaciones de Fresas Piloto
Notas:
1. Todas las dimensiones estn en
pulgadas, a menos que se indi-
quen al contrario.
2. Todos los pesos son aproximados.
3. Conexiones regulares con pasador
API estndar. Existen otras cone-
xiones disponibles a solicitud del
cliente.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten coti-
zaciones, por favor especifique:
1. El tamao y el peso de la tubera
a fresar.
2. El tamao y el peso de la tubera
a ser corrida, si estn disponibles.
3. La conexin del pasador superior.
Dimetro del cuello de pesca
Conexin
del pasador
superior
Dimetro de la hoja
Dimetro del piloto
L
o
n
g
i
t
u
d
d
e
l
c
u
e
l
l
o
d
e
p
e
s
c
a
Conexin Long. del Long. del
Dimetro del Pasado Dimetro Longitud Cuello Cuello Peso
de Hoja Reg. API del Piloto Total de Pesca de Pesca (lb)
3
1
4 - 13
7
8 2
3
8 1
3
4 - 12
3
4 27 12 3
1
8 40
4
1
8 - 14
3
8 2
3
8 1
3
4 - 12
3
4 27 12 3
1
8 45
4
1
8 - 15
3
8 2
7
8 2
1
8 - 13
1
4 27 12 3
3
4 120
5
1
2 - 15
5
8 3
1
2 2
1
2 - 14
3
4 38 16 4
1
4 240
5
3
4 - 17
3
8 3
1
2 2
1
2 - 14
3
4 38 16 4
3
4 255
6
1
8 - 19
7
8 4
1
2 4
3
4 - 16
3
4 42 18 5
3
4 305
9
7
8 - 17
1
2 6
5
8 7
3
4 - 15
1
8 45 18 7
3
4 550
Fresado en el Fondo del Pozo 33
Notas
Fresado en el Fondo del Pozo 34
Las fresas piranha revestidas de Millmaster estn disponibles nicamente
para arrendar en conjunto con la supervisin de Smith en los trabajos de
Perforacin y Completacin.
*Nmeros de Patente de U.S.:
Herramienta de Fresado con Inserto de Carburo 4,710,074
Fresa Piranha 5,074,356
Fresa Piranha
Millmaster
Accesorios de insercin de carburo
Fresado en el Fondo del Pozo 35
FRESA PIRANHA
La fresa piranha es una herramienta diseada exclusivamente
para la remocin eficiente de las sartas de tuberas de revesti-
miento en el fondo del pozo. La tecnologa Millmaster garan-
tiza una tasa de penetracin (ROP) mxima, un tamao de
corte ideal y una duracin de fresado extendida.
Recuperacin de Pozos Costa Afuera
Hoy en da, muchos campos estn llegando al fin de su vida
til o estn ms all del punto de equilibrio para la produc-
cin. La empresa Smith ha trabajado estrechamente con
muchas de las grandes compaas petroleras y sus divisiones
de ingeniera para desarrollar un sistema de recuperacin de
pozos en plataformas.
Este sistema provee un mtodo econmico para reperforar
pozos no productores hasta un nuevo objetivo. Se elimina el
abandono recuperando los pozos existentes.
El objetivo principal es la remocin exitosa de las sartas de
tuberas intermedias hasta la sarta/tubo conductor superficial.
Dependiendo de la calidad de la cementacin de la tubera de
revestimiento, generalmente se emplea una combinacin de
operaciones de recuperacin y fresado. Cuando las sartas de
tuberas estn cementadas hasta el carrete para tubera de
revestimiento, se debe utilizar el fresado exclusivamente.
Se lleva a cabo la remocin de la sarta intermedia de la
tubera de revestimiento para exponer una sarta del tubo con-
ductor y la formacin alrededor de la zapata, lo que permite
que el pozo se desve de acuerdo con las prcticas normales.
Descripcin de la Fresa Piranha
La estructura cortadora consiste en carburo Millmaster arre-
glado en un patrn enladrillado. El carburo, desarrollado
especialmente para la aplicacin en el fondo del pozo, evita
el desgaste prematuro y la fractura.
El cuchillo est fabricado con acero de aleacin de alto
grado y coloca el borde cortador en el ngulo preciso para
una eficiencia mxima en el corte.
La longitud extendida del cuchillo provee una longitud
en pies mxima por fresa.
Fresado en el Fondo del Pozo 36
Parmetros Operativos para la Recuperacin de Pozos
Igual como todos los tipos de fresado en el fondo del pozo,
se deben seguir algunas pautas especficas para obtener un
funcionamiento ptimo de la herramienta. La estructura corta-
dora del Millmaster tiene distintos requerimientos de los
del tipo de carburo de tungsteno abrasivo convencional.
Los dos componentes principales a ser considerados
cuando se deciden sobre los parmetros son el RPM y
el peso sobre la mecha. La velocidad rotativa se calcula
en la manera indicada en la pgina 4 del Manual de Datos
utilizando la velocidad superficial de corte ptima para car-
buro de tungsteno (250 a 350 ft/min) versus el dimetro
externo de la tubera de revestimiento.
Se ha encontrado que los pesos de fresado efectivos para
la Piranha estn dentro de las 5.000 a 10.000 libras.
Estabilidad de la Fresa
La estabilizacin es necesaria para optimizar el rendimiento
global de la Piranha. El diseo de la herramienta incluye un
estabilizador tipo camisa Ezy-Change.
Esto permite que el
estabilizador se cambia en el sitio donde se encuentra el
equipo de perforacin. Es importante la intercambiabilidad,
especialmente cuando se fresan sartas de tuberas de revesti-
miento excntricas.
En secciones de pozos desviadas o donde una sarta de
tubera de revestimiento ha sido empujada hacia un lado,
el diseo del cuchillo no daar la prxima sarta de tubera.
Incluida en la estabilizacin es una fresa ahusada estndar,
corriendo directamente delante de la fresa Piranha. Esta se
utiliza para brindar al ensamblaje la capacidad de limpiar
cualquier desperdicio o ampliar el extremo de la tubera de
revestimiento. Se calcula el dimetro exterior y el dimetro
de estabilizacin para evitar daos a las sartas de tubera
exteriores.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
3
7
Dimetro Number Conexin Longitud Dimetro
Serie de la Tamao de Dimetro de of del Pasador del Cuello del Cuello Longitud Peso
Herramienta Tub. de Rev. del Cuerpo Cuchillos Blades Superior de Pesca de Pesca Total (lb)
4500 4
1
2 4
3
4 5,250 3 3
1
2 IF BU 12 4
3
4 36 100
5000 5
1
2 4
3
4 5,813 3 3
1
2 IF BU 12 4
3
4 36 110
5500 5
1
2 4
3
4 6,300 3 3
1
2 IF BU 12 4
3
4 36 120
6000 6
1
2 4
3
4 6,875 3 3
1
2 IF BU 12 4
3
4 42 150
6600 6
5
8 5
3
4 7,640 3 4
1
2 IF BU 12 5
3
4 42 175
7000 7
1
2 5
3
4 7,906 3 4
1
2 Reg. BU 12 5
3
4 42 190
7600 7
5
8 6
1
4 8,750 5 4
1
2 IF BU 18 6
1
4 48 250
8600 8
5
8 6
3
4 9,875 5 5
1
2 Reg. BU 18 6
3
4 48 275
9600 9
5
8 8
1
2 10,875 5 6
5
8 Reg. BU 18 8
1
2 60 300
10700 10
3
4 9
1
2 12,000 5 7
5
8 Reg. BU 18 9
1
2 60 325
11700 11
3
4 10
1
4 13,000 5 8
5
8 Reg. BU 18 10
1
4 60 375
13300 13
3
8 11
1
2 14,625 5 8
5
8 Reg. BU 18 11
1
2 72 400
16000 16
1
2 14
1
2 17,250 5 8
5
8 Reg. BU 18 14
1
2 72 425
Notas:
1. Todas las dimensiones estn en pulgadas, a menos que se indiquen al contrario.
2. Todos los pesos son aproximados.
3. Estabilizacin de la fresa piloto revestida al dimetro de deriva de la tubera.
4. Fresa gua o fresa ahusada revestida al dimetro de deriva de la tubera.
5. Camisa de estabilizador Ezy-Change II disponible en tuberas de 7
5
8 pulgadas
y mayores.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones, por favor especifique:
1. La serie de la herramienta.
2. El tamao y el peso de la tubera a ser fresada.
3. La conexin del pasador superior.
Especificaciones de la Fresa Piranha
Fresado en el Fondo del Pozo 38
Convencional
(Triturador de Conos)
Super
Opciones de
Revestimiento
Fresa de ripios
Fresado en el Fondo del Pozo 39
FRESA DE RIPIOS
Las fresas de ripios hacen su camino triturando los materiales
duros. Se dice que las fresas de ripios son los verdaderos
caballos de trabajo en las operaciones de fresado.
Cuando la tubera de perforacin est cementada en la
parte interna y externa, una fresa de ripios es la nica herra-
mienta que har el trabajo. Sin embargo, si los cuellos de per-
foracin o la tubera de perforacin no estn colapsados y el
dimetro interior est abierto, algunas veces se puede utilizar
una fresa piloto para obtener un mejor resultado.
Cuando la tubera de revestimiento haya sido fresada con
una fresa piloto o fresa de seccin hasta el punto donde
comienza a girar, generalmente se puede fresar utilizando una
fresa de ripios colocada en el extremo de una unin de tube-
ra de perforacin ligeramente acodada o excntrica.
Se pueden utilizar las fresas de ripios para fresar casi cual-
quier cosa en el pozo, incluyendo productos de cemento y
caucho.
Procedimientos de Fresado de Ripios
1. Identificar el fondo y recoger 3 pies. Comenzar circulando
en la misma manera que su utiliza para condiciones nor-
males de perforacin.
2. Comenzar la rotacin a 60 a 80 RPM.
3. Aplicar el peso a 4.000 RPM.
4. Si existe una indicacin de que los desechos o ripios estn
girando, se debe iniciar de nuevo dos o tres veces.
5. Despus de fresar de 1 a 2 pies, levantar el cuadrante
de 15 a 20 pies del fondo y reducir la presin de la bomba
o parar las bombas (dependiendo de las condiciones
del hoyo). Esta accin dejar que los desechos sueltos
se asentarn en el fondo.
6. Una vez ms se debe buscar el fondo e iniciar el fresado
de nuevo. Comenzar la rotacin de 80 a 100 RPM utili-
zando la presin de bomba normal. Se debe iniciar el peso
a 4.000 a 6.000 libras.
7. Repetir los pasos 3 y 4 a cada pocos pies. Los procedimien-
tos de aqu en adelante estarn gobernados a tientas.
Nota: En formaciones duras, se requerirn menos pies en el
pozo para fresar el desperdicio que en formaciones sua-
ves. Esta diferencia se debe a la capacidad que tiene el
desperdicio para alojarse en las formaciones ms suaves.
Fresado en el Fondo del Pozo 40
Pautas Generales
Al fresar desperdicios sueltos, se puede mejorar las operacio-
nes iniciando el fresado frecuentemente. Esta accin golpear
el desperdicio en el fondo, posicionndolo para un fresado
ms efectivo.
Nunca se debe permitir que un fragmento o partcula de
desperdicio se aloje cerca de la fresa. La misma se deber for-
zar hacia abajo iniciando la fresa. Un aumento notable en la
torsin indicar que un fragmento o partcula de desperdicio
se encuentra junto a la fresa. El subir y bajar la fresa peridi-
camente disminuir la posibilidad de que se desarrolle un
patrn de desgaste profundo, as haciendo que el desgaste sea
uniforme en la cara de la fresa.
Al fresar tapones puentes de hierro fundido, el dimetro
exterior de la fresa debera ser aproximadamente
1
8 pulg.
menos del tamao del tapn puente, lo que evitar daos
a la tubera de revestimiento.
Desperdicios Sueltos en el Hoyo Abierto
Utilizar una fresa de ripios con un dimetro exterior de
1
8 pulg. menor del dimetro del hoyo.
Utilizar por lo menos 10,000 libras de cuellos de perforacin.
Correr un substituto para ripios (junk sub) directamente
encima la fresa.
Nota: Junk subs para 4
3
4 pulgadas junto con cuellos de
perforacin pequeos no son suficientemente resis-
tentes para la inicializacin repetida.
La inicializacin frecuentemente mejora la eficiencia de fre-
sado en desperdicios sueltos. Para iniciar el transporte del
desperdicio y sacarlo, se debe proceder segn se indica a
continuacin:
1. Determinar el punto neutral o punto cero. Marcar el
cuadrante en la parte superior del buje del cuadrante.
2. Recoger el cuadrante unos 4 a 6 pies (4 pies en pozos
poco profundos, 6 pies en pozos profundos).
3. Soltar el cuadrante y atraparlo (sin reducir la velocidad,
pero atraparlo) con el freno en aproximadamente de 18
a 20 pulgadas por encima de la marca cero. (Ejemplo:
Recogerlo a 10 pies y soltarlo a 8
1
2 pies). Esta accin
causa que la sarta de perforacin se estira e inicie el trans-
porte del desperdicio en el fondo con una gran fuerza,
mientras que la sarta est an en un estado de tensin,
lo que evita daos a la sarta que se podra esperar si la
sarta est en compresin al momento de un impacto.
Fresado en el Fondo del Pozo 41
4. Iniciar el movimiento del desperdicio tres o cuatro
veces, girando la fresa un cuarto de giro cada vez
entre las cadas.
Desperdicio Estacionario en el Hoyo Abierto
Utilizar una fresa de ripios con un dimetro de aproxima-
damente
1
8 pulg. menor del dimetro del pozo.
Fresar con 4.000 a 10.000 libras de peso, dependiendo
de la resistencia del desperdicio siendo fresado.
Despus de 3 a 5 pies de desperdicio fresado, levantar
la fresa de 10 a 15 pies y fresar el pozo hasta alcanzar
el desperdicio.
Despus de fresar el pozo, siempre se debe asentar la sarta
sobre el desperdicio mientras que gira, y se debe llevar
el peso a lo del fresado. Nunca se debe aplicar el peso
primero y luego comenzar a girar.
Nunca se debe asentar en el desperdicio con un peso o giro
ligero. Si por cualquier razn se desea detener el fresado,
se debe levantar la fresa siempre. Girar en el mismo lugar
puede causar que el acero se endurezca a tal punto que sea
difcil comenzar de nuevo el proceso de fresado.
Desperdicios Sueltos y Estacionarios en el Hoyo Abierto
Los procedimientos para correr una fresa de ripios dentro
de la tubera son los mismos, excepto por lo siguiente:
Correr un estabilizador directamente por encima la fresa,
el cual debe tener el mismo dimetro exterior que la fresa.
El dimetro exterior de la fresa debera ser el mismo que
el dimetro de deriva de la tubera de revestimiento.
Almohadillas de desgaste, con el mismo dimetro exterior
que el dimetro de la cabeza de la fresa, se suministran en
la fresa junk. Dichas almohadillas eliminarn la posibilidad
de daos a la tubera.
Fresado en el Fondo del Pozo 42
FRESA DE RIPIOS
Dimetro
del cuello
de pesca
Conexin
del pasador
superior
Longitud
del cuello
de pesca
Dimetro
revestido
Fresado en el Fondo del Pozo 43
Especificaciones de Fresas de Ripios
Conexin Fresa de
Longitud Total
Dimetro de Pasador Ripios y Super Longitud Dimetro
de Corte Superior, Triturador Super del Cuello del Cuello Peso
Estndar Reg. API de Conos de Ripios de Pesca de Pesca (lb)
3
1
2 - 4
1
2 2
3
8 20 20 12 3 45
4
1
2 - 5
1
2 2
7
8 21 21 12 3
3
4 62
5
1
2 - 5
5
8 3
1
2 23 21 12 4
1
4 95
5
3
4 - 7
1
2 3
1
2 23 21 12 4
3
4 105
7
1
2 - 9 4
1
2 27 27 12 5
3
4 180
9
1
2 - 12
1
4 6
5
8 29 29 12 7
3
4 350
13 - 15 6
5
8 7
5
8 30 30 12 7
3
4 9
1
2 500
17 - 17
1
2 6
5
8 7
5
8 33 33 12 7
3
4 9
1
2 625
18
1
2 - 26 6
5
8 7
5
8 37 37 12 7
3
4 9
1
2 1.200
Notas:
1. Todas las dimensiones se especifican en pulgadas a menos que se
indique al contrario
2. Todos los pesos son aproximados.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones, por favor especifique:
1. El dimetro de la fresa.
2. El tamao y peso de la tubera a ser corrida, si estn disponibles.
3. La conexin superior.
F
r
e
s
a
d
o
e
n
e
l
F
o
n
d
o
d
e
l
P
o
z
o
4
4
Junk Subs
Dimetro
interno
Dimetro del
cuerpo por
debajo del
cuerpo
Longitud
del foro
Agujeros de
descarga
de lodo
Conexin
de la caja
inferior
Dimetro
del cuerpo
Conexin
del pasador
superior
Dimetro
del cuello
de pesca
Fresado en el Fondo del Pozo 45
Dimetro Dim. del
Dimetro Conexin del Cuerpo por Longitud
del Superior Longitud Cuello debajo de Dimetro de la Peso
Cuerpo e Inferior Total de Pesca la Camisa Interno Camisa (lb)
3
5
8 2
3
8 33 3
1
16 2
5
8 1
5
8 12 50
4
5
8 2
3
8 33 3
1
2 2
1
2 1
1
4 12 62
4
5
8 2
7
8 37 3
5
8 2
1
2 1
1
4 12 66
4
1
2 2
7
8 37 3
7
8 2
1
2 1
1
4 12 91
5
5
8 3
1
2 38 4
3
8 3
1
4 1
1
2 12 120
5
1
2 3
1
2 38 4
5
8 3
1
4 1
1
2 15 144
6
1
2 4
1
2 48 5
7
8 4
1
2 2
5
8 15 261
6
5
8 4
1
2 48 5
7
8 4
1
2 2
5
8 15 270
6
3
4 4
1
2 48 5
7
8 4
1
2 2
5
8 15 280
7
5
8 4
1
2 48 6
5
8 4
1
2 2
5
8 15 298
8
1
2 6
5
8 50 7
1
2 5
3
4 2
13
16 15 438
8
5
8 6
5
8 50 7
1
2 5
3
4 2
13
16 15 451
9
5
8 6
5
8 50 8
1
2 5
3
4 2
13
16 15 529
10
3
4 7
5
8 51 9
5
8 7
5
8 3
5
8 15 806
12
3
4 7
5
8 51 11
5
8 7
5
8 3
5
8 15 1.065
Notas:
1. Todas las dimensiones estn en pulgadas, a menos que se indiquen
al contrario.
2. Todos los pesos son aproximados.
3. Conexiones regulares API estndares. Otros tamaos y longitudes
disponibles a solicitud del cliente.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones, por favor especifique:
1. El tamao de la herramienta.
2. Las conexiones superiores e inferiores.
JUNK SUBS
Los junk subs capturan y atrapan los desperdicios que son
demasiado pesados para circular. Son diseados para utilizar
en la sarta de cuellos de perforacin justamente por encima
de la mecha para roca o la herramienta de fresado. La herra-
mienta consiste en un mandril de acero con una camisa
sobredimensionada o campana colocada sobre el mandril.
La campana est soldada al extremo inferior. La campana
atrapar los cortes grandes y desperdicios que sean muy pesa-
dos para circularse fuera del pozo. La campana est fabri-
cada con orificios de drenaje para permitir el drenaje del lodo
una vez que se saca del pozo. Se recomienda que se corran
conjuntamente dos junk subs para disminuir la posibilidad
de que los desperdicios desven un slo junk sub.
Especificaciones de los Junk Subs
Fresado en el Fondo del Pozo 46
CP
CT
Fresas Ahusada
Fresado en el Fondo del Pozo 47
FRESAS AHUSADAS
Por lo general, se utilizan las fresas ahusadas para eliminar
restricciones o para fresar a travs de tuberas apretadas o
colapsadas. Estn equipadas con una nariz corta ahusada o
roma que sirve como una gua. Smith ofrece una fresa ahu-
sada CP o una fresa ahusada CT.
Fresa Ahusada CP Diseada para los Trabajos ms Difciles de Fresado
La fresa ahusada CP cuenta con un diseo de nariz roma que
la hace til en aquellas aplicaciones de fresado ahusado en
donde una nariz larga ahusada podra romperse. La fresa CP
genera considerablemente menos torsin que una fresa ahu-
sada convencional debido a su seccin corta ahusada. Por
esta caracterstica de baja torsin, la fresa CP se puede correr
con ms peso cuando sea necesario.
La Fresa Ahusada CT es Perfecta Para Restricciones de Fresado
La fresa ahusada CP fue diseada para fresar a travs de res-
tricciones. Los cuchillos espirales y la nariz puntiaguda hacen
que la fresa CT sea ideal para fresar tuberas de revestimiento
y revestidores colapsados, limpiar ventanas permanentes del
desviador, fresar a travs de zapatas melladas o partidas y
ensanchar restricciones a travs de sujetadores y adaptadores.
Pautas Generales para el Uso de una Fresa Ahusada
Comenzar la rotacin a 75 RPM por encima del rea
colapsada.
El RPM de fresado ahusado est gobernado por la torsin.
Para superar los problemas de torsin, se deben mantener
por lo menos 75 RPM.
Utilizar menos peso cuando se corre una fresa ahusada
que una fresa piloto o fresa de ripios. Despus de haber
penetrado el rea colapsada, se debe aumentar el peso
lentamente desde 1.000 hasta 2.000 libras. Se debe
observar por cualquier aumento de la torsin.
Fresado en el Fondo del Pozo 48
Cmo limpiar las Ventanas del Desviador Utilizando una Fresa Ahusada
1. Utilizar una fresa ahusada del mismo dimetro que la fresa
ms grande utilizada para fresar la ventana (o ligeramente
ms grande que la mecha a ser utilizada).
2. Correr la fresa ahusada en el pozo a 5 pies desde la parte
superior de la ventana.
3. Girar lentamente a 40 RPM, bajar la longitud total del des-
viador. No se debe tratar de hacer hoyos utilizando esta
herramienta.
4. Mantener el peso bajo las 1.000 libras. El peso excesivo
puede causar que la fresa ahusada se deslice prematura-
mente fuera de la ventana.
5. Para limpiar todos los bordes speros, se debe repetir el
procedimiento anterior varias veces hasta que la fresa corra
suavemente a lo largo del desviador, lo cual es indicado por
una torsin mnima.
Procedimientos para Fresar Tuberas Colapsadas
1. Determinar el dimetro aproximado utilizando una mecha
que pase a travs del intervalo colapsado. No se debe utili-
zar una fresa ahusada si el intervalo colapsado ha pasado
por el centro.
2. Utilizar una fresa ahusada de aproximadamente
1
4 pulg.
mayor del dimetro interior mnimo del intervalo colapsado
y fresar por etapas. Es decir, si el colapso es mayor, utilizar
diferentes tamaos de fresas hasta llevar el dimetro inte-
rior del tubo a un calibre completo. Esto minimizar cual-
quier tendencia de desviacin.
3. Se puede utilizar una fresa ahusada de sarta si existe algn
peligro de desviacin.
4. Comenzar a fresar a una velocidad de mesa de aproxima-
damente 50 RPM.
5. El peso de fresado est gobernado por la torsin encon-
trada. En la mayora de los casos, se utilizan pesos de
fresado de aproximadamente 2.000 a 3.000 libras.
6. Donde el tubo est seriamente colapsado, la porcin infe-
rior del intervalo colapsado puede actuar como un desvia-
dor. En este caso, la fresa ahusada puede cortar la parte
superior del intervalo colapsado y ser desviada en la forma-
cin por la seccin inferior de la tubera de revestimiento
daada. En algunos casos en los cuales los tubos hayan
experimentado un colapso extremo, es mejor correr un
Fresado en el Fondo del Pozo 49
estabilizador, conectado rgidamente con una fresa de
ripios. Utilizar un peso muy ligero con una velocidad de
aproximadamente 125 RPM para fresar fuera de la parte
colapsada y entrar en la tubera intacta que se encuentra
abajo.
Restriccin de Ensanchamiento A Travs de Sujetadores y Adaptadores
1. Utilizar una fresa ahusada con un dimetro igual al
ensanchamiento deseado (generalmente el dimetro
interior de deriva de la tubera).
2. Fresar a aproximadamente 70 RPM y con un peso de
2.000 a 6.000 libras. Tanto la velocidad como el peso
deberan estar gobernados por la torsin. Si la torsin es
alta, la velocidad y el peso se deberan ser reducidos hasta
que la fresa tenga una torsin mnima.
3. Despus de fresar a travs de la restriccin, se debe
aumentar la velocidad a entre 80 y 100 RPM. Girar hacia
arriba y hacia abajo varias veces hasta que est liso y
casi libre de torsin.
Uso de una Fresa Ahusada para Fresar Zapatas Guiadoras
En algunos casos, el tapn ciego en el fondo de los revesti-
dores o la tubera de revestimiento puede estar roto o asti-
llado en tal grado que la sarta se cuelga al salir del pozo.
Esta condicin se puede remediar fresando la zapata guiadora
con una fresa ahusada. Se debe seguir el procedimiento
recomendado anteriormente para restricciones de ensancha-
miento a travs de sujetadores y adaptadores.
Dimetro
del cuello
de pesca
Dimetro
revestido
Conexin
del pasador
superior
Fresado en el Fondo del Pozo 50
FRESAS AHUSADAS CP/CT
CP
Dimetro
del cuello
de pesca
Conexin
del pasador
superior
Longitud
del cuello
de pesca
Longitud
del cuello
de pesca
Dimetro
revestido
CT
Fresado en el Fondo del Pozo 51
Especificaciones de las Fresas Ahusadas
Conexin Longitud Dimetro
Dimetro con CP del Cuello del Cuello Peso (lbs)
Revestido Pasador, API CT CP Pescante Pescante CT CP
13
1
4 - 3
7
8 2
3
8 34 30 10 3 80 60
4 - 4
3
8 2
3
8 34 30 10 3
1
8 90 70
14
1
2 - 5
3
8 2
7
8 38 31 10 3
3
4 106 75
15
1
2 - 5
5
8 3
1
2 42 32 13 4
1
4 155 115
15
3
4 - 6
3
8 3
1
2 44 32 13 4
3
4 160 120
16
1
2 - 7
3
8 3
1
2 46 34 13 4
3
4 170 130
17
1
2 - 7
7
8 4
1
2 54 36 13 5
3
4 250 185
18
3
8 - 9
1
2 4
1
2 54 36 14 5
3
4 280 220
19
3
8 - 9
7
8 4
1
2 6
5
8 54 36 14 5
3
4 7
3
4 345 280
10
3
8 - 11 6
5
8 57 38 14 7
3
4 415 355
11
1
2 - 12
1
4 6
5
8 60 40 14 7
3
4 455 390
14
3
4 - 15 6
5
8 70 60 18 7
3
4 525 460
17 - 17
1
2 6
5
8 70 60 18 7
3
4 595 530
20
3
- 26
3
8 6
5
8 7
5
8 76 66 18 7
3
4 9
1
2 1.250 1.125
Notas:
1. Todas las dimensiones se especifican en pulgada a menos que
se indique al contrario.
2. Todos los pesos son aproximados.
Fresado en el Fondo del Pozo 52
FRESAS ESPECIALES
Economills
Economills representan una alternativa de bajos costos para
trabajos livianos de fresado. Revestidas con carburo de
tungsteno, Economills son una herramienta efectiva para fre-
sar obturadores, sujetadores, tapones de puente y cemento.
Fabricadas con conexiones de acuerdo con la norma API, las
fresas tienen un soltador de mecha estndar. No se requieren
sbstitutos adicionales. La circulacin est dirigida a lo largo
de cada cuchillo de corte y a travs del centro de la cabeza
para la remocin y el enfriamiento adecuado del corte.
Resaltes estabilizadores inmediatamente por encima
los cuchillos cortadores, evitan daos a la tubera. Nota:
Economills son fabricadas de una pieza fundida y no se
deberan utilizar como fresas de ripios. Los productos
fundidos no tienen la misma resistencia material!
Especificaciones de Economill
Conexin del
pasador
superior
Dimetro
revestido
Conexin Torsin
Serie de Dimetro de Pasador Longitud Peso Recomendada
Herram. Revestido Sup., API Total (lb) (ft/lb.)
3000 3
1
4 - 4
3
8 2
3
8 7
5
8 17 3.000 - 3.500
4000 4
1
2 - 5
3
8 2
7
8 8
5
8 26 6.000 - 7.000
5000 5
1
2 - 7
3
8 3
1
2 9 40 7.000 - 9.000
7000 7
1
2 - 8
3
4 4
1
2 11
1
2 76 12.000 - 16.000
10000 10
1
4 - 12
1
4 6
5
8 16
1
2 125 28.000 - 32.000
Nota:
1. Todas las dimensiones se especifi-
can en pulgadas a menos que se
indique al contrario.
2. Todos los pesos son aproximados.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten
cotizaciones para Economills, por
favor especifique:
1. El dimetro revestido de la fresa.
2. El tamao y el peso de la tubera
a ser corrida, si estn disponibles.
3. Substitutos protectores estn dispo-
nibles a solicitud del cliente.
Fresado en el Fondo del Pozo 53
Fresas de Perforacin
La fresa de perforacin fundida es una fresa de tubo resis-
tente, diseada para fresar cemento, arena y costra endurecida
fuera del tubo con una eficiencia mxima, an cuando cual-
quier desperdicio liviano dentro de la tubera o tubo debe ser
fresado simultneamente. Un rea de contacto de la pared de
tres pulgadas cuadradas garantiza la correcta estabilizacin y
elimina posibles daos en las paredes de la tubera o tubo.
Las fresas de perforacin estn disponibles para todos lo
tamaos de tubos y tuberas de perforacin y se pueden
suministrar con una seleccin amplia de uniones de herra-
mientas de vstagos para mechas.
Especificaciones de las Fresas de Perforacin
Nmero de Dimetro Conexiones de
la Serie Longitud Revestido Pasador Estn.*
2800 5
3
8 1
3
4 - 3 Drill rod: A, B,
AW, EW, E
3800 5
3
8 2
3
4 - 3
7
8 Drill rod: N, NW
* Se pueden suministrar otras conexiones hechas de acuerdo con las
especificaciones del cliente.
Nota:
Todas las dimensiones se especifican en pulgadas a menos que se
indique al contrario.
Conexin del
pasador
superior
rea de contacto
con la pared de
3 pulg.
2
Dimetro
revestido
Dimetro
del cuello
de pesca
Conexin
del pasador
superior
Dimetro
externo de
campana
Dimetro
interno de
campana
ID
Longitud
del cuello
de pesca
Fresado en el Fondo del Pozo 54
Junkmaster
Fresado en el Fondo del Pozo 55
Junkmaster
El Junkmaster es una fresa de ripios acampanada, desmon-
table y de tres piezas. Es la herramienta ideal para fresar
adentro de la tubera o para fresar desperdicios de tubos des-
garrados u obstruidos. El diseo de tres piezas del junkmas-
ter-driver sub Economill y campana, permite que se pueda
reemplazar una parte desgastada sin la necesidad de cambiar
la herramienta completa. La fresa econmica Economill puede
ser reemplazada por una fraccin del costo de una fresa de
ripios de campana, de una sola pieza. La campana se desliza
sobre el tubo deformado o astillado y el pez para proteger la
tubera mientras que se evita que el Economill se deslice fuera
de la parte superior del pescado.
Existen disponibles cuatro diseos: Tipo diente, muesca
en V, tipo perforado o tipo reborde de pesca. Tanto el
Economill como las campanas estn revestidos con carburo
de tungsteno Servcoloy S.
Especificaciones de la Fresa de Ripios Acampanada, de Tres Piezas
Dimetro Dimetro Con. con Dimetro
Serie de Exterior de Interior de Pasador del Cuello Longitud Peso
Herram. la Camp.* la Camp.** Sup., API Pescante (pies) (lb)
3500 3
1
2 2
7
8 2
3
8 3
1
4 46 45
4000 4
5
8 3
7
8 2
7
8 3
3
4 46 70
4500 4
1
2 3
3
4 2
7
8 3
3
4 46 80
5700 5
3
4 5
5
8 3
1
2 4
3
4 47 110
7000 7
5
8 5
3
4 4
1
2 5
3
4 47 165
7600 7
3
4 6
1
2 4
1
2 5
3
4 47 220
10700 10
3
4 9
3
8 6
5
8 7
3
4 59 368
11700 11
3
4 10
3
8 6
5
8 7
3
4 59 417
* El dimetro exterior revestido de la campana puede ser mayor.
** El dimetro interior revestido de la campana puede ser menor.
Nota:
1. Todas las dimensiones se especifican en pulgadas a menos que se
indique al contrario.
2. Todos los pesos son aproximados.
3. Conexiones regulares API estndares. Otras conexiones disponibles
a solicitud del cliente.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones para Junkmaster, por
favor especifique:
1. El dimetro revestido de la campana.
2. El tamao y el peso de la tubera a ser corrida, si estn disponibles.
3. Diseo de dientes de campana (muesca en V, Fondo ondulado,
Labio de pesca, Tipo T, etc.).
4. Conexin superior.
Fresado en el Fondo del Pozo 56
PRODUCTOS SERVCOLOY
Desde los aos 1950s, hemos estado suministrndoles a nues-
tros clientes las herramientas resistentes y revestidas necesa-
rias para el desempeo efectivo de sus operaciones.
nicamente son seleccionados los carburos de alta calidad
para todos los productos Servcoloy.
Servcoloy S
Un carburo grado S est compuesto de carburo de tungs-
teno, titanio y tantalio como un conglomerado.
La barra Servcoloy se deposita con un soplete oxiacetil-
nico. Se puede utilizar el material como un compuesto de
corte o para resistencia a la abrasin. El mismo est fabricado
de partculas afiladas de carburo de tungsteno, suspendidas
en una matriz de aleacin elstica de nquel y plata. La matriz
protege el carburo contra las condiciones extremas de choque,
y al mismo tiempo expone los nuevos bordes afilados durante
la operacin de corte. Se encuentra disponible en forma con-
centrada (barra desnuda de aproximadamente 2 libras) o
compuesta (barra revestida con fundente o desnuda de apro-
ximadamente 1
1
2 libra). Existen equipos disponibles, inclu-
yendo Servcoloy, con la barra de fundente y estao requerida
para preparar el metal base antes de la aplicacin (ver las
tablas en la pgina 60).
Aplicacin de la Barra de Servcoloy
1. El material al cual se le aplicar el Servcoloy debe estar
completamente limpio y libre de corrosin y otros cuer-
pos extraos. El mtodo preferido es el de limpieza con
chorro de arena, pero tambin son satisfactorios los
mtodos de esmerilado, cepillado con cepillo de alambre
y limpieza con arena.
Nota: La limpieza de la superficie con chorro de arena difi-
cultar la aplicacin del estao.
2. Arreglar el rea de trabajo para que la herramienta sea
colocada en posicin para soldadura plana. Cuando sea
posible, se debe asegurar la herramienta en un dispositivo
apropiado contra saltos debido a los giros.
3. Mantenerse de 3 a 4 pulgadas lejos de la superficie, pre-
calentar lentamente a aproximadamente 600F (316C) a
800F (427C). Mantener un mnimo de 600F (316C).
Fresado en el Fondo del Pozo 57
4. Utilizar una cuchara o esptula para rociar la superficie que
se revestir con el fundente para soldadura fuerte. El fun-
dente burbujear y hervir si la superficie de trabajo est
suficientemente caliente. Este fundente ayudar a prevenir
la formacin de xidos en la matriz fundida durante el
revestimiento.
Precaucin: Se debe asegurar que el rea de trabajo est
bien ventilada para que cualquiera de los gases generados
por el fundente o llenado circulen lejos de lugar en donde
se encuentra el soldador. Estos gases son txicos y su
inhalacin prolongada puede producir nuseas y enferme-
dad. El soldador debe llevar un protector de cara, mangas
largas y guantes durante la aplicacin.
5. Se deber utilizar un soplete oxiacetilnico; la seleccin
de la boquilla depender de la situacin: No. 8 9 para
revestir reas grandes; No. 5, 6 7 para reas pequeas
o esquinas estrechas. Ajustar la llama del soplete a una
llama neutral de baja presin, una llama en la cual
desaparezca el exceso de acetileno azul claro.
6. Se deber continuara calentando la superficie a ser reves-
tida hasta que el fundente para soldadura fuerte est fluido
y limpio.
7. Mantenerse de 3 a 4 pulgadas lejos de la superficie, locali-
zar el calor en un rea al rojo sombra, 1,600F (871C).
Comenzar a aplicar el estao derritindolo en una cober-
tura de aproximadamente
1
32" a
1
16" de espesor de la
barra de llenado. Si la superficie no est suficientemente
caliente, la barra de llenado fluir y se esparcir para
seguir el calor; si no, el metal fundido formar perlas. Se
continuar calentando y aplicando estao en la superficie
a ser revestida tan rpido como el metal fundido se
adhiera.
8. Separar el compuesto de Servcoloy o barra de concentrado
en pequeas almohadillas, secciones de
1
2" a 1". Esto se
puede hacer calentando una barra sobre una superficie
antiadherente (bloque de carbn) hasta que se funda
la matriz.
9. Para un fcil manejo, calentar el compuesto de la barra de
concentrado y soldar provisionalmente la barra de llenado
a la almohadilla. Mojar la barra en el fundente para solda-
dura fuerte, calentar la superficie estaada con un soplete
y colocar una pieza de Servcoloy en su sitio. Calentar
Servcoloy y el acero base suficientemente hasta derretir
la matriz, poner entonces el soplete lejos de la superficie,
Fresado en el Fondo del Pozo 58
mover continuamente a lo largo de rea para mantener la
fundicin de la matriz. La barra de llenado se utiliza para
ayudar a colar en posicin el carburo para la concentra-
cin correcta.
10. Precaucin: No se debe utilizar una cantidad excesiva
de la barra de llenado ya que esto slo diluir el carburo.
No se deben sobrecalentar los carburos ni la matriz.
Nunca se debe permitir que el cono interno azul oscuro
de la llama haga contacto con el carburo ya que el
calor es demasiado alto en esta parte de la llama. Si
los carburos no se estaan, los mismos se debern sacar
del charco.
10. Tanto el compuesto Servcoloy como las barras de con-
centrado estn disponibles en un nmero de tamaos
fragmentados graduados. Generalmente, la formacin
deseada se puede hacer con una capa sencilla del
tamao correcto. La mayora de los soldadores experi-
mentados prefieren aplicar una capa, hacerla flotar y
luego aplicar la segunda capa. El espesor del depsito
no debera nunca exceder el espesor del acero siendo
revestido. La aplicacin y posicin correcta reducir
la cantidad del esmerilado requerido para dar el tamao
correspondiente.
11. Despus que cada cuchilla tenga la cantidad correcta de
Servcoloy, se deber aplicar un revestimiento ligero de la
barra de llenado. Se debe tener cuidado y no calentar los
carburos o la matriz que se encuentran ya colocados.
12. Una vez que se termine el revestimiento, se debe enfriar
la herramienta lentamente en vermiculita. Nunca se
debe enfriar con un lquido. No se debe recalentar el
rea revestida aplicando una soldadura cerca de dicha
rea.
Remocin del Servcoloy
Cuando se remueva el revestimiento de Servcoloy, se debe uti-
lizar el mismo tamao de la boquilla del soplete que se utilizo
en la aplicacin. Calentar el Servcoloy hasta que se funda, y
voltearlo fuera de la superficie utilizando una barra apropiada.
Precaucin: Bajo ninguna condicin el operador debera
tratar de derretir el Servcoloy para hacerlo fluir o derramarse.
Nunca se debe intentar utilizar nuevamente el Servcoloy que
se ha utilizado o aplicado previamente.
Fresado en el Fondo del Pozo 59
Productos de Hornos de Servcoloy
Barra de Concentrado Barra del Compuesto
1
2 x 1 x 15
1
2
3
8 x 15
Peso Peso
Carburo (lb) (lb)
3
8 x
3
8 2,0 0,76
5
16 x
1
4 2,0 0,53
1
4 x
3
16 2,0 0,53
3
16 x
1
8 1,8 0,53
1
8 x
1
16 1,5 0,53
10/20 Mesh N/A 0,53
Nota:
1. Todas las dimensiones se especifican en pulgadas a menos que se
indique al contrario.
2. Todos los pesos son aproximados.
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones, por favor especifique:
1. Barra de concentrado o compuesto.
2. La cantidad (libras).
3. El tamao de la partcula de carburo.
4. La cantidad de la barra de estao y del fundente (20 libras de barra de
estao y 5 libras de fundente por cada 100 libras del compuesto).
Fresado en el Fondo del Pozo 60
Equipos de Campo de Servcoloy S
Zapatas de Lavado
Fresas
Nmero
del Equipo Tamao y Tipo del Equipo Revestido (pulg.)
W5 1 - 5 zapata, dimetro exterior
W6 1 - 6 zapata, dimetro exterior
W7 1 - 7 zapata, dimetro exterior
W8 1 - 8 2 5 zapatas, dimetro exterior
W9 1 - 9 zapata, dimetro exterior
W10 1 - 10 2 - 6 zapatas, dimetro exterior
W11 1 - 11 3 - 5 zapatas, dimetro exterior
W12 1 - 12 zapata, dimetro exterior
Instrucciones para Pedidos:
Cuando se ordenen o soliciten cotizaciones, por favor especifique:
1. El nmero de equipos.
2. El nmero del equipo.
Equipos de Campo de Servcoloy S
Fresas
Nmero
del Equipo Tamao y Tipo del Equipo Revestido (pulg.)
J6 1 - 6 fresa de ripios 2 - 4
1
2 fresas de ripios
1 - 5 fresa piloto
J7 1 - 7
5
8 fresa de ripios 2 - 5
5
8 fresas de ripios
1 - 6 fresa piloto
J8 1 - 8
5
8 fresa de ripios 2 - 6 fresas de ripios
1 - 7
1
2 fresa piloto
J9 1 - 9
5
8 fresa de ripios 2 - 7
5
8 fresas de ripios
1 - 8
1
2 fresa piloto
J10 1 - 10
5
8 fresa de ripios
2 - 8
1
4 fresas de ripios
J12 1 - 12
1
4 fresa de ripios 2 - 8
5
8 fresas junk
3 - 7
5
8 fresas de ripios 1 - 12 fresa piloto
J14 1 - 15 fresa de ripios 2 - 10
5
8 fresas de ripios
1 - 15 fresa piloto
J17 1 - 17
1
2 fresa de ripios 2 - 12
1
4 fresas de ripios
1 - 17
1
2 fresa piloto
Operaciones de Guiabarrenas
CUCHARAS DE DESVIACIN (WHIPSTOCKS)
Debido a los incrementos en los costos de perforacin, la tec-
nologa para realizar desviaciones de pozos se ha acelerado
mucho. La herramienta utilizada en esta aplicacin es cono-
cida como la cuchara de desviacin o whipstock. Hoy en da,
la mayora de estas herramientas son recuperables indepen-
dientemente si son del tipo empaque, anclaje o de asenta-
miento mecnico de fondo, Debido a que actualmente se
perforan ms pozos multilaterales, la cuchara de desviacin
es generalmente adecuada para este tipo de aplicaciones.
En el futuro, los ensambles de fresado podrn ajustar
la cuchara (whipstock), fresar la ventana y perforar de
500 a 1,000 pies de hoyo nuevo. La desviacin es y ser
siendo una parte importante de la perforacin de pozos,
ya sea para mejorar la recuperacin secundaria de petrleo,
exploracin, re-perforacin o para utilizar pozos viejos para
una de las complejidades de las aplicaciones multilaterales.
63
Operaciones de Guiabarrenas 64
CUCHARAS DE DESVIACIN (GUIABARRENAS)
PACK-STOCK
RECUPERABLE
Este sistema, desarrollado a travs de aos de experiencia es
un sistema de desvo combinado de empaque/cuchara desvia-
dora (whipstock). Es una herramienta patentada que ofrece
muchas ventajas importantes sobre las cucharas desviadoras
originales de ajuste mecnico predominantes en los aos
1930, y es una alternativa atractiva para los procedimientos
convencionales de desvo El sistema Pack-Stock genera
ahorros significativos tanto de tiempo como de costo.
Este sistema es ideal para la desviacin de pozos entuba-
dos durante la re-perforacin o la re-entrada en pozos margi-
nales o ya existentes. El Pack-Stock puede ser asentado a
cualquier profundidad, inmediatamente sobre el cuello de
una tubera de revestimiento. El sistema ofrece ventajas
sustanciales sobre el ensamble convencional de cuchara
de desviacin/empacadura de doble viaje:
Es econmico y eficiente Un viaje para localizar la profun-
didad de la empacadura, orientarla y comenzar a fresar.
El empaque diseado segn las necesidades, evita el movi-
miento y la rotacin del Pack-Stock antes del fresado.
El pasador de cizallamiento asegura el asentamiento de
la empacadura antes del fresado.
La amplitud del rea de las cuas reduce los esfuerzos sobre
la tubera de revestimiento y permite un asentamiento ms
positivo.
La Capacidad de fresar a travs de dos sartas de tubera de
revestimiento.
Un ngulo de cara de 3 que suministra un ngulo de inicio
positivo independientemente de la formacin o el ngulo
del hoyo.
La Recuperacin es en un solo viaje.
Recomendaciones para las operaciones
El sistema Pack-Stock se corre dentro del hoyo a la profundi-
dad de una fresa de inicio, para un ngulo o direccin de
preferencia, se puede correr un muleshoe sub y correr el
registro con una herramienta de orientacin. Si se desea la
orientacin en una direccin especfica, o si la angulacin del
hoyo excede los 4, el Pack-Stock deber colocarse a 90 o
menos, hacia la derecha o la izquierda del lado alto del hoyo.
O
p
e
r
a
c
i
o
n
e
s
d
e
G
u
i
a
b
a
r
r
e
n
a
s
6
5
P
a
c
k
-
S
t
o
c
k
R
e
c
u
p
e
r
a
b
l
e
Pack-Stock Recuperable
Cuchara de deviacin or whipstock Vlvula de Paso
Dimetro Longitud ngulo de
Externo del del Longitud de Superficie Peso Dimetro Peso
Pack-Stock Longitud Cuerpo Empaque Superficie (grados) (lb) Longitud Externo (lb)
5
1
2 182 4
3
169 76 106 3 585 25 3
3
8 40
7
5
8 216 5
3
899 84 133 3 980 43 4
3
4 150
7
5
8 229 5
15
16 84 146 3 1.400 43 4
3
4 150
9
5
8 261 8
5
899 84 178 3 2.500 46 6
3
4 240
13
3
8 338 11
3
499 87 251 3 6.595 38 8
1
4 400
Notas:
1. Todas las dimensiones estn dadas en pulgadas a menos que se especifique lo contrario.
2. Todos los pesos son aproximados.
Operaciones de Guiabarrenas 66
ANCHOR-STOCK
RECUPERABLE
Cuando no se requiere de un empaque, se puede utilizar el
Anchor-Stock recuperable de asentamiento hidrulico, ste es
un sistema combinado de cuchara desviadora y anclaje.
El anclaje diseado segn las necesidades particulares del
cliente, cumple con los criterios operativos del Pack-Stock a
excepcin del sello del hoyo, adicionalmente, es muy econ-
mico. El procedimiento para utilizar este sistema Anchor-Stock
es Idntico al procedimiento del sistema Pack-Stock.
Menos problemas de limpieza de hoyo ya que el corte
de una ventana con el sistema Anchor-Stock slo remueve
un 5% del metal requerido para una seccin de 60 pies.
Se puede recuperar en un slo viaje.
No tiene tapones que puedan causar problemas durante el
asentamiento.
Requiere de menos tiempo para concluir un trabajo, un viaje
para el empaque (o anclaje), la fresa de inicio y la cuchara de
desviacin.
El costo tpico es menor que el de una seccin fresada por
debajo de los 10,000 pies.
El sistema Anchor-Stock tambin le ofrece estos beneficios
al usuario cuando se compara con los sistemas convencionales
de cuchara de desviacin y empaque en dos viajes:
El anclaje diseado segn las necesidades particulares del
cliente utiliza un mandril de una sola pieza con cuas anti-
rotacin que cierran los espacios entre el cono y las cuas y
un anillo de trinquetes para impedir la rotacin o el movi-
miento vertical de la cuchara (whipstock).
Un rea mayor de cuas que reduce el esfuerzos en la tubera
de revestimiento y permite un anclaje ms positivo.
Un perno de cizallamiento mayor que verifica un el asenta-
miento correcto del empaque antes del fresado.
Este sistema puede correrse dentro del hoyo a la profundidad
de una fresa de inicio. Si se tiene un ngulo de preferencia y una
direccin para la desviacin, se puede correr un muleshoe sub
y correr el registro con una herramienta de orientacin. Si se
desea orientar en una direccin especfica, o si la angulacin del
hoyo excede 4, el Pack-Stock deber colocarse a 90 o menos
hacia la derecha o la izquierda del lado alto del hoyo.
Otras dos ventajas nicas
Con un sistema Anchor-Stock, tambin se podr:
Fresar a travs de dos sartas de tubera de revestimiento.
O
p
e
r
a
c
i
o
n
e
s
d
e
G
u
i
a
b
a
r
r
e
n
a
s
6
7
A
n
c
h
o
r
-
S
t
o
c
k
R
e
c
u
p
e
r
a
b
l
e
Anchor-Stock Recuperable
Cuchara de deviacin or whipstock Vlvula de Paso
Dimetro Longitud ngulo de
Anchor- Externo del del Longitud de Superficie Peso Dimetro Peso
Stock Longitud Cuerpo del Anclaje Superficie (grados) (lb) Longitud Externo (lb)
5
1
2 165 4
3
169 59
1
16 74 3 535 25 3
3
8 40
7
5
8 197 5
3
89 63
3
49 95 3 895 43 4
3
4 150
7
5
8 210 5
15
16 63
3
49 107 3 1.380 43 4
3
4 150
8
5
8 229 7
1
89 64
3
49 124 3 1.875 43 4
3
4 150
9
5
8 241 8
1
89 64
3
49 142 3 2.285 46 6
3
4 240
13
3
8 322 11
7
89 71
1
89 212 3 6.200 38 8
1
4 400
Notas:
1. Todas las dimensiones estn dadas en pulgadas a menos que se especifique lo contrario.
2. Todos los pesos son aproximados.
Operaciones de Guiabarrenas 68
Todas las cucharas de desviacin poseen un ngulo de cara
de 3 que suministra un ngulo de inicio positivo indepen-
dientemente de la formacin o del ngulo del hoyo.
PROCEDIMIENTO PARA LA OPERACIN DEL SISTEMA
ANCHOR-STOCK/PACK-STOCK
11. Realizar una corrida con el anillo de calibracin y el raspatu-
bos utilizando un fresa tipo watermelon mill. Realizar una
corrida con un localizador de cuellos o un registro de adhe-
sin de cemento (CBL) si la adhesin cementaria es cuestio-
nable. (La parte inferior del Anchor-Stock debe estar ajustada
de 2 a 6 pies por encima del cuello).
12. Como una opcin, si la tubera de revestimiento no est
adherida, se puede considerar una cementacin forzada por
bloques debido a que si quedara sin soporte causara una
vibracin excesiva y esto obstaculizara un buen fresado.
Realice el forzamiento alrededor del rea de inicio de desvia-
cin o contine con el paso #3.
13. Se debe acondicionar el lodo para suministrar buenos
parmetros de fresado y el peso requerido para perforar
la seccin nueva del hoyo. Salir del hoyo.
14. Tomar una seccin de junta de tubera de alto grado.
15. Tomar el ensamble para correr la cuchara y el Anchor-Stock.
16. Tomar el ensamble y trazar una lnea para alinear la cara del
Anchor-Stock a lo largo del ensamble al sub de orientacin,
orientar el sub con la lnea trazada. Los dimetros internos
de los cuellos de perforacin y de los Hevi-Wate deben ser
revisados para verificar que exista la holgura apropiada para
las herramientas de perforacin.
Nota: Dependiendo de la profundidad y el ngulo, los
cuellos de perforacin y los Hevi-Wate pueden ser
eliminados del ensamble de fondo (BHA) y correr
nicamente con tubera de perforacin con Anchor-
Stocks de asentamiento hidrulico o Pack-Stocks.
17. Realizar un viaje lento dentro del hoyo para ajustar la
profundidad y monitorear el arrastre del hoyo.
18. Al llegar a la profundidad, trabaje con la sarta hacia arriba
y hacia abajo para reducir el torque.
19. Orientar el Anchor-Stock de acuerdo a las especificaciones.
(Utilizando un giroscopio de lectura de superficie o registros
de mltiples disparos (multishot).
10. Gradualmente, aplicar una presin de 3,000/3,500 lbs x
pug. 2 y mantenga la misma.
11. Mover el perno de cizallamiento hacia arriba y hacia abajo
de 4 a 5 pies de la formacin.
12. Realizar un corte con la fresa iniciadora.
13. Salir fuera del hoyo, dejar a un lado la fresa de inicio
y el ensamble para el fresado.
Operaciones de Guiabarrenas 69
14. Realizar un viaje dentro del hoyo con un sistema Tri-Mill
con cuellos de perforacin o tubera de perforacin para
limpiar y elongar la ventana y perforar de 4 a 6 pies dentro
de la formacin.
15. Salir fuera de hoyo, dejar el Tri-Mill a un lado.
Nota: Nunca se debe rotar con una broca o estabilizador mientras
stos estn pasando por la cara de la cuchara de desviacin
(whipstock). Si realizar una cementacin forzada en la
ventana, la reapertura se realizar con una fresa de ventana
(Window Mill) y no con una broca de conos y rodillos.
Econo-Stock
Recuperable
El Econo-Stock* es una cuchara de desviacin de asentamiento
mecnico que ofrece mejoras sustanciales sobre los productos
de la competencia en su diseo. La activacin ocurre cuando se
colocan 3,600 lbs de peso luego de que una barra disparadora
hace contacto con un tapn en la tubera de revestimiento. La
aplicacin adicional de peso activa el anclaje y secciona el perno
de la fresa de inicio. La fresa de inicio y el bloque del perno de
cizallamiento son caractersticas nuevas dentro del diseo. Un
hombro de corte evita que la fresa de inicio se atasque y mejora
el asentamiento del anclaje. La multiplicidad de las cuas pro-
porcionan una capacidad excelente de carga y torque. Las cuas
se mantienen en su posicin por medio de un anillo de trinque-
tes que iguala las cargas en todas las direcciones.
Para la liberacin del anclaje, la cuchara se engancha con
la misma herramienta utilizada para el enganche del Anchor-
Stock. Un movimiento de traccin ascendente libera el anclaje
y las cuas se retraen al sacar la herramienta del pozo.
A diferencia de muchas herramientas econmicas de
la competencia, el Econo-Stock suministra beneficios impor-
tantes complementarios:
El asentamiento del anclaje no requiere presin hidrulica.
Se puede recuperar con herramientas convencionales.
El diseo de cuas machihembradas suministran una distribu-
cin uniforme de los esfuerzos de carga sobre la tubera de
revestimiento y maximiza las caractersticas anti-rotacin.
Al activarse simultneamente, las cuas de pleno contacto cen-
tralizan el ensamble de anclaje en la tubera de revestimiento.
Las cuas retrctiles impiden el arrastre de la tubera de revesti-
miento durante la recuperacin.
El anillo de trinquetes y la tuerca aseguran y mantienen
el asentamiento.
La capacidad de carga es bi-direccional.
*Patente pendiente.
O
p
e
r
a
c
i
o
n
e
s
d
e
G
u
i
a
b
a
r
r
e
n
a
s
7
0
E
c
o
n
o
-
S
t
o
c
k
R
e
m
o
v
i
b
l
e
Econo-Stock Removible
Guiabarrena
Dimetro Longitud ngulo de
Econo-Stock Externo del Longitud de Superficie Peso
Removible Longitud del Cuerpo Empaque Superficie (grados) (lb)
5 5
1
2 142
3
8 4
5
16 35
1
8 74 3 570
7 172
1
8 5
7
16 38
1
8 95 3 875
8
5
8 189
1
2 7
7
16 43
1
2 124 3 1.175
Notas:
1. Todas las dimensiones estn dadas en pulgadas a menos que se especifique lo contrario.
2. Todos los pesos son aproximados.
3. El producto tambin se puede ajustar permanentemente.
4. Econo-Stock de 7
5
8" y 9
5
8" se encuentra disponible a peticin del cliente.
Operaciones de Guiabarrenas 71
PROCEDIMIENTO ESTNDAR PARA
LA OPERACIN DEL SISTEMA ECONO-STOCK
11. Realizar una corrida con el anillo de calibracin y el
raspatubos utilizando un fresa tipo watermelon mill.
Realizar una corrida con un localizador de cuellos o un
registro de adhesin de cemento (CBL) si la adhesin
cementaria es cuestionable. (la parte inferior del Econo-
Stock debe estar ajustada de 2 a 6 pies por encima del
cuello).
2. Como una opcin, si la tubera de revestimiento no est
adherida, se puede considerar un forzamiento por bloques
debido a que si quedara sin soporte causara una vibra-
cin excesiva y esto obstaculizara un buen trabajo de fre-
sado. Realice el forzamiento alrededor del rea de inicio
de desviacin o contine con el paso # 3.
3. Se debe acondicionar el lodo para suministrar buenos
parmetros de fresado y el peso requerido para perforar la
seccin nueva del hoyo. Salir del hoyo.
4. Tomar una seccin de junta de tubera de alto grado.
5. Tomar el ensamble para correr la cuchara y el Econo-Stock.
6. Tomar el ensamble y trazar una lnea para alinear la cara
del Anchor-Stock a lo largo del ensamble al sub de orien-
tacin, orientar el sub con la lnea trazada. Los dimetros
internos de los cuellos de perforacin y de los Hevi-Wate
deben ser revisados para verificar que exista la holgura
apropiada para las herramientas de perforacin.
Nota: Dependiendo de la profundidad y el ngulo, se
deben calcular suficientes Hevi-Wate y cuellos de
perforacin (drillcollars) para el seccionamiento al
asentarse el Econo-Pack
17. Realizar un viaje lento dentro del hoyo para ajustar la pro-
fundidad y monitorear el arrastre del hoyo.
8. Al llegar a la profundidad indicada, realice moviemientos
con la sarta hacia arriba y hacia abajo para reducir el torque.
9. Oriente el Econo-Stock de acuerdo a las especificaciones.
(Utilizando un giroscopio de lectura de superficie o registros
de mltiples disparos (multishot).
10. Aplicar de 15,000 a 20,000 libras de fuerza para cizallar
el perno y fijar el anclaje.
11. Trabajar con movimientos verticales ascendentes y descen-
dentes para asegurar que el perno se haya cizallado del
Econo-Stock.
Operaciones de Guiabarrenas 72
12. Realizar un fresado con la fresa de inicio (starter mill)
13. Salir fuera del hoyo, coloque a un lado la fresa iniciadora y
el ensamble de corte.
14. Realizar un viaje dentro del hoyo con el sistema Tri-Mill sobre
cuellos de perforacin o tubera de perforacin para limpiar y
elongar la ventana y perforar de 4 a 6 pies de formacin
15. Sair fuera de hoyo. Colocar el Tri-Mill a un lado.
Nota: No se debe rotar con una broca o un estabilizador cuando
mientras stos pasen por la cara de la cuchara (whipstock).
Si se debe realizar una cementacin forzada en la ventana,
la reapertura se realizar con una fresa de ventana
(Window Mill) y no con una broca de conos y rodillos.
SUGERENCIAS PARA UNA RE-ENTRADA EXITOSA
Desvos utilizando la cuchara de desviacin (guiabarrenas)
Preparacin de la Tubera de Revestimiento
Asegurar que el raspatubos de la tubera de revestimiento,
al anillo calibrador y el localizador de cuellos estn bien
conectados, generalmente la operacin del anillo calibrador
y el del localizador de cuellos pueden combinarse para lograr
una mayor eficiencia.
Adhesin de Cemento
Si se desea, se puede correr un registro de adhesin de
cemento (CBL). Una buena adhesin de cemento mejora la
velocidad del fresado, pero no es obligatoriamente requerido
para un desvo exitoso.
Apertura de la Ventana
Una ventana de desviacin puede realizarse en cualquier tipo
de formacin, si la formacin es extremadamente consoli-
dada, se podran requerir fresas de diamante para la operacin
del fresado, se debe tratar de colocar la porcin inferior del
anclaje o empaque aproximadamente a 5 pies por encima
del cuello.
ngulo del Hoyo
En hoyos con ms de 4 de desviacin, la cara de la cuchara
(guiabarrena) no debe estar orientada a ms de 105 hacia
cualquier lado, en relacin al lado alto del pozo.
Propiedades del Lodo
No se necesita lodo de fresado para un desvo exitoso y
muchos trabajos se han completado utilizando agua. Si se
Operaciones de Guiabarrenas 73
desea, se pueden utilizar barridos de alta viscosidad peridica-
mente para limpiar el hoyo. No se necesitan velocidades anula-
res debido a la poca cantidad y pequeo tamao de los cortes.
Equipo de Perforacin, Bomba y Sarta de Perforacin
La cabria debe tener suficiente capacidad para el peso de la
sarta de perforacin y tener suficiente capacidad de reserva
para seccionar el perno de cizallamiento.
La bomba del equipo de perforacin deber tener sufi-
ciente capacidad para manejar la presin de asentamiento de
la sarta de perforacin, de 3,000 a 3,500 psi.
La tubera de perforacin y el dispositivo de rotacin (Unin
Giratoria Motorizada o mesa rotatoria) deben tener suficiente
capacidad para girar las herramientas de fresado hoyo abajo
sin entrar en condiciones de sobrecarga, las cuales varan con
la profundidad del punto de arranque y la rectitud del hoyo.
En lneas generales, aplicamos lo siguiente: Para una tubera
de perforacin de 5 1/2, se requiere de una unin giratoria
motorizada de 3.5 y tubera de perforacin de 2 3/8 pulg.
Para tuberas de revestimiento de 7 7 5/8, se requiere de
tubera de perforacin de 3 1/2 pulg. y una mesa rotativa.
Para tuberas de revestimiento de 8 5/8 y 9 5/8, se requiere
de tubera de perforacin de 4 1/2 y una mesa rotativa, y
para tuberas de revestimiento de 13 3/8, se requiere de una
tubera de perforacin de 5 pulg. y una mesa rotativa.
Secuencia del Fresado
La cuchara de desviacin (whipstock) se corre dentro del
hoyo y se asienta con una fresa de inicio o arranque, luego
del asentamiento, se secciona el perno de cizallamiento para
este propsito y se separa la fresa de inicio de la cuchara des-
viadora, se comienza a rotar y se afloja la fresa de inicio hasta
que la nariz cnica comience a fresar excntricamente sobre
la pared con sus cuchillas de carburo de tungsteno, es impera-
tivo que se obtenga la longitud correcta de la fresa de inicio
para asegurar corridas subsecuentes eficientes de ensambles
de perforacin. Luego se fresa la ventana utilizando una fresa
de ventana o window mill, se corre el cortador de venta-
nas (una junta de tubera de perforacin por encima de la
fresa, seguida por cuellos de perforacin). sto permite que
la fresa de ventana se flexione, separndose de la cara de
la cuchara desviadora al perforar dentro de la formacin. La
ventana se pule o se elonga posteriormente utilizando una
fresa de ventana y uno o dos fresas tipo watermelon corridas
Operaciones de Guiabarrenas
directamente debajo de los cuellos de perforacin. Debajo
de la ventana, perfore lo suficiente para darle espacio a
los ensambles de perforacin subsecuentes.
Precauciones Posteriores al Fresado de la Ventana
Nunca permita la rotacin de una fresa o estabilizador sobre
la cara de la herramienta, se debe tratar a la ventana de la
tubera de revestimiento como a una zapata para tuberas de
revestimiento. Afloje y realice traccin a travs de la ventana
lentamente, se debe notar si hay algn arrastre inusual, si se
nota la presencia de arrastre al correr con motores tipo bent
housing a travs de una ventana, ascienda, gire levemente la
sarta de perforacin y luego afloje a travs de la ventana.
Cuando la curvatura del motor esta alineada con la cuchara,
el ensamble de fondo (BHA por sus siglas en ingls) pasa
a travs de la ventana con el mnimo arrastre.
Planificacin General
Es aconsejable sostener reuniones de planificacin antes
de iniciar los trabajos, para coordinar los mismos con las
compaas de servicio involucradas en los trabajos de desvo,
esto dar como resultado una operacin ms eficiente.
74
Operaciones de Guiabarrenas 75
OPERACIONES CON EL TRACKMASTER
Trackmaster: El nico Sistema de Fresado de Ventana de un Solo Viaje.
El Trackmaster es el nico sistema de calibre completo que
permite abrir una ventana de desvo en un slo viaje. Es un
sistema independiente que permite un ahorro de aproximada-
mente un 50% en los costos del desvo. En un slo viaje de
entrada y salida del hoyo, podr lograr los siete pasos princi-
pales necesarios para cortar una ventana de desvo:
Correr el ensamble
Orientar la cuchara de desvo (con Medicin a medida que
perfora MWD por sus siglas en ingls)
Asentar la cuchara hidrulicamente
Separar la fresa (por medio de cizallamiento) del ensamble
de la cuchara de desvo.
Fresar y acondicionar la ventana.
Salir fuera del hoyo.
El resultado es una ventana de pleno tamao concluida en
un mnimo de tiempo, y proporcionando una ratonera de
pleno calibre para el ensamble direccional.
El Sistema Trackmaster se encuentra disponible en una
gama completa de tamaos para tuberas de revestimiento
de 4
1
2 a 13
3
8. El sistema incluye todos los equipos auxi-
liares necesarios.
Premio especial de
ingeniera por innovacin
y eficiencia.
Operaciones de Guiabarrenas 76
Descripcin del Sistema Trackmaster
El sistema est compuesto de cuatro componentes: la vlvula
de desvo, la herramienta de circulacin, la herramienta del
fresado y el ensamble de la cuchara de desvacin.
La Vlvula de Desvo de Alto Flujo
La vlvula de desvo de alto flujo realiza varias funciones
para los sistemas, primero, permite la circulacin del fluido
de perforacin para que el ensamble de la cuchara de desvo
pueda orientarse con el sistema de medicin MWD. Esta
vlvula puede luego cerrarse para permitir el asentamiento
hidrulico del anclaje. Por ltimo, despus del cizallamiento,
la vlvula se cierra cada vez que la circulacin comienza
para que todo el fluido de perforacin se dirija hacia la fresa
donde se necesita para el enfriamiento y la remocin de
los cortes. Cuando no se utilice lodo, se puede utilizar
una vlvula convencional de desvo.
El Bajante (Running Tool)
El bajante se utiliza para el ajuste del ensamble de la
cuchara de desviacin, proporciona una barrera entre el
lodo de perforacin y el aceite en la cuchara (whipstock)
para asegurar que el mecanismo de asentamiento se
mantenga limpio y libre de residuos.
La Heramienta Fresadora
La herramienta fresadora incluye 3 fresas, cada una tiene
diferentes objetivos y estn revestidas con carburo de
tungsteno de alto grado.
Fresa Inicial
Esta fresa es una fresa de calibre completo, diseada para
iniciar y cortar la ventana en su deslizamiento por la rampa
de la cuchara de desvo, tambin perfora la ratonera.
Operaciones de Guiabarrenas 77
Fresa de Elongacin (o fresa secundaria)
Esta fresa tambin es de pleno calibre y trabaja sobre la tube-
ra de revestimiento mientras que la fresa inicial baja por la
tubera de revestimiento, la ventana es elongada por su
accin.
Fresa de Acabado
La fresa de acabado es una fresa con pleno calibre diseada
para darle un acabado a la ventana al pasar la totalidad del
ensamble por la tubera de revestimiento, cada fresa est
revestida con carburo Millmaster para un rendimiento consis-
tente y eficiente.
Ensamble de la Cuchara de Desvo (whipstock)
Este ensamble consiste de una cuchara de desvo unida a un
sistema de anclaje. La cuchara posee un diseo multi-rampa
para guiar la herramienta de fresado de manera efectiva y
expedita a travs de la tubera de revestimiento y dentro de la
formacin.
Conclusiones
La utilizacin del Trackmaster ahorra tiempo y dinero.
La orientacin con el MWD elimina la necesidad de un viaje
con cable de acero.
La vlvula de desvo controla el fludo de perforacin para
una mxima eficiencia de los componentes del Trackmaster.
El Carburo Millmaster en las fresas revestidas asegura un
corte de ventana eficiente y consistente.
Nota: La cuchara de desviacin recuperable Trackmaster
puede adherirse a cualquier ensamble de anclaje, por ej.
Pack-Stock, Anchor-Stock o Econo-Stock. Estos productos
suministran la opcin de un anclaje mecnico, un empaque
hidrulico o un viaje (disparo) mecnico de fondo, adicional-
mente, se puede tambin unir un empaque inflable de gran
dimetro a la cuchara de desviacin para aplicaciones con
hoyos desnudos.
Operaciones de Guiabarrenas 78
Cuchara de desviacin (whipstock) Trackmaster
Operaciones de Guiabarrenas 79
Objetivos
El objetivo del Trackmaster es lograr los siguientes pasos
en un slo viaje:
Correr el ensamblaje
Orientar la cara de la cuchara de desviacin (whipface)
(con MWD o Giroscopio)
Asentar el ensamble de la cuchara de desviacin
(hidrulicamente)
Separar mediante cizallamiento la fresa del ensamble
de la cuchara (whipstock)
Fresar la ventana
Perforar la ratonera
Salir fuera del hoyo
El resultado es una ventana de tamao completo utilizable
que se realiza en un tiempo mnimo de fresado y se obtiene
una ratonera de pleno calibre para el ensamble de perforacin
direccional.
Operaciones de Guiabarrenas 80
MWD 6
1
2" de
dimetro externo
6
1
2" de
dimetro externo
6
1
2" de
dimetro externo
6
1
2" de
dimetro externo
6
1
2" de
dimetro externo
Dimetro del
calibre de la
fresa 8
1
2"
Vlvula de desvo
Cuello de
perforacin
o HWDP
Bajante
(running tool)
Fresa
Cuchara de
desviacin
(whipstock)
TRACKMASTER
Beneficios
Elimina la corrida de la fresa de inicio o arranque
Corte inicial rpido y eficiente generado por la rampa
de inicio agresiva
Tecnologa Millmaster para un fresado consistente
Rampa media para reducir problemas de desgaste
y tiempo de fresado
Fresas de calibre completo para asegurar una ventana
y ratonera de pleno calibre
Todo el procedimiento se logra en un solo viaje dentro
del hoyo
Montaje Tpico
Ensanchar el Fondo 83
ENSANCHAR EL FONDO
Ensanchar el fondo es el proceso a travs del cual se amplia
una seccin del hoyo que se encuentra por debajo de una
restriccin. Las restricciones que se encuentran ms comn-
mente son el Dimetro Interno (ID) de la tubera de revesti-
miento y el tamao del cabezal de pozo. Ambos limitan el
Dimetro Externo (OD) mximo de las herramientas que
pueden pasar por el hoyo.
El trmino abrir el hoyo se utiliza en muchas ocasiones en
vez de ensanchar el fondo. Esencialmente, ambas operaciones
amplan el hoyo piloto existente. Abrir el hoyo significa agran-
dar el hoyo, empezando desde la superficie. Por lo tanto, los
abrehoyos cuentan con cortadores que estn fijados en el
cuerpo con un dimetro fijo. No se requiere de ninguna accin
hidrulica para operar la herramienta.
Se ensancha el hoyo en algn lugar por debajo de la superfi-
cie. Dado que la herramienta tiene que pasar por el hoyo res-
tringido, cuenta con cortadores expansibles que permanecen
colapsados mientras que se baja la herramienta, y una vez
que haya pasado por la tubera de revestimiento y el cabezal de
pozo, los cortadores se expanden para tomar su posicin ope-
racional mediante el uso de la presin diferencial del fluido
de perforacin o medio neumtico.
Una vez que se haya ensanchado el hoyo hasta la profun-
didad deseada, se apagan las bombas, lo que permiten que
los brazos colapsan de nuevo hacia el cuerpo. Luego se saca
la herramienta del hoyo a travs de la seccin restringida.
Ensanchar el Fondo como Opcin
El ensanchamiento del fondo representa una tecnologa suma-
mente subestimada. Ha sido considerada principalmente
como un costo no deseable, pero muchas veces inevitable, en
muchos pozos o como una metodologa estndar en aplicacio-
nes de rehabilitacin. Los avances recientes en la perforacin a
profundidades mayores, han creado la necesidad de mltiples
sartas de tubera de revestimiento en pozos verticales y desvia-
dos. Como resultado, ha aumentado la demanda de ensancha-
dores de fondo ms duraderos y confiables. Ensanchar el
fondo permite al operador implementar programas de tuberas
de revestimiento con slo el mnimo espacio libre, lo cual opti-
miza los tamaos de la tubera de revestimiento y reduce los
costos de tubos en pozos de sartas mltiples.
Ensanchar el Fondo 84
Aplicacin de Ensanchadores de Fondo
Se utilizan ensanchadores de fondo cuando sea necesario
aumentar el dimetro de una seccin del hoyo, comenzando
en algn punto por debajo de la superficie. Ejemplos tpicos
de su aplicacin incluyen los siguientes:
Ampliar el hoyo por debajo de la zapata de cementacin la
tubera de revestimiento, para proporcionar un mayor espacio
anular para la cementacin de la siguiente sarta de tubera de
revestimiento. Esto permite el uso de un dimetro de tubera
de revestimiento intermedia mayor que de otra manera se
podra utilizar.
El tamao del impiderreventones (BOP) o cabezal de pozo,
restringe el dimetro de la herramienta.
Ensanchar el espacio anular del hoyo dentro de la zona pro-
ductora para completaciones que utilizan el mtodo de relleno
de cascajo.
Abrir una cavidad para iniciar una desviacin.
Ampliar las reas de desmoronamiento a travs de zonas de
fallas problemticas.
Reducir la severidad de una doblez pata de perro.
La seleccin de un ensanchador de fondo depende de la forma-
cin y si se requiere o no de la perforacin simultnea. Smith
ofrece un ensanchador de fondo Reamaster,
el cual es capaz de
ensanchar el fondo y al mismo tiempo perforar (Underreaming-
While-Drilling UWD
), un ensanchador de fondo tipo perfora-
dor (Drilling-Type Underreamer DTU), un ensanchador de
fondo tipo roca (Rock-Type Underreamer RTU) y un ensan-
chador de fondo tipo arrastre (Drag-Type Underreamer SPX).
Ensanchar el Fondo 85
DIRECTRICES GENERALES PARA LA AMPLIACIN
DE HOYOS (UNDERREAMING)
Consideraciones sobre la Formacin
La tasa de penetracin (ROP) en las formaciones suaves
reacciona mejor a la velocidad rotativa.
La tasa de penetracin (ROP) de los cortadores PDC reacciona
mejor a la velocidad de la mesa rotativa.
La tasa de penetracin (ROP) de las formaciones mediana-
mente duras reacciona mejor al peso.
Las formaciones suaves se amplan a mayor velocidad que
la perforacin de hoyo piloto (promedio de 25 pies/hora).
Las formaciones medianas se amplan a una velocidad igual
a la perforacin del hoyo piloto (10 a 25 pies/hora).
Las formaciones duras se amplan de forma ms lenta que
la velocidad de la broca piloto (10 pies/hora)
Peso mximo sobre las herramientas con cortadores
de dientes fresados/TCI
De tipo arrastre 700 libras x dimetro del cuerpo
De tipo convencional (rock type) 1,000 lbs x dimetro
del cuerpo
De tipo perforacin con bullnose 1,000 lbs x dimetro
del cuerpo
Reamaster con broca o bullnose 4,000 lbs x dimetro
del cuerpo
Peso mximo sobre herramientas con cortadores tipo PDC
Tipo arrastre con SPX/PDC - 500 lbs x nmero de PDCs.
Tipo perforacin y tipo convencional (rock type) con
PDC Bearclaw - 500 lbs x nmero de PDCs*.
* Pertenece a los PDCs en contacto con la formacin y excluyendo la cobertura
del calibre redundante.
Ensanchar el Fondo 86
Vida anticipada de los cortadores
Vida de
los Cortadores RPM
(horas) Mximo
10 15 Servcoloy S (Carburo triturado) 80
20 30 Con rodillos abiertos 130
30 40 Con rodillos cerrados 140
40 50 Con cojinete radial (journal) sellado 100
50 60 SPX/PDC 140
60 80 Bearclaw / PDC 180
60 80 Reamaster / Parabolico PDC 200
La tasa de circulacin ptima es 35 GPM x el dimetro
del ampliador.
La tasa de circulacin de Reamaster es 50 GPM x el dimetro
del ampliador.
La velocidad del fluido en los ampliadores RTU/DTU
y los de tipo arrastre no debe exceder 150 pies/seg.
La velocidad del fluido en los ampliadores Reamaster
no debe exceder 75 pies/seg.
Ensanchar el Fondo 87
Seleccin de la Herramienta
En aos recientes, Smith ha realizado varias mejoras a sus
ampliadores, se han rediseado diferentes componentes inter-
nos para mejorar la eficiencia, extender al vida de los mismos,
reducir el mantenimiento y disminuir el costo. La seleccin de
los brazos cortadores se ha ampliado para incluir:
Estructuras de corte
Servcoloy S (carburo de tunsteno)
Dientes fresados
TCI (Insertos de Carburo de Tungsteno)
SPX PDC (cortadores de diamante policristalino)
Bearclaw PDC
Superdome (Parablico PDC)
Cojinetes
Cojinetes abiertos
Cojinetes sellados
Cojinetes radiales (journal) sellados
Podemos suministrar una variedad de ampliadores de
acuerdo a los requerimientos del cliente y las necesidades con o
sin los operadores experimentados para maximizar la eficiencia
de la herramienta. Las estructuras de corte disponibles para estos
ampliadores se encuentran ilustrados en la siguiente pgina.
Ensanchar el Fondo 88
Cortadores de Ensanchadores de Fondo DTU/RTU
DS, K2
DG, C4
V2
Bearclaw (Pata de Oso)
F1
TCI
DT
Ensanchar el Fondo 89
Disponibilidad de Conos para los Ensanchadores de Fondo DTU/RTU
Diente Fresado TCI
Cdigo Cdigo
IADC 1-1 1-2 1-3 2-1 4-3 5-1 IADC
Abierto (1) K2 DS DT C4 V2
Sellado (4) SK2 SDS SDT SDG
Mun (6) FK2 FC4 F1 F2 Mun (7)
Serie de Tamao de
Ensanch. Conos de
de Fondo Barrena (pulg)
3600 RTU X
3
5
8
3600 DTU X
4500 RTU X X X X
4
1
2
5700 DTU X X X X
5700 RTU X X X X X
7200 DTU X X X X X 5
5
8
8200 DTU X X X X X
7200 RTU X X
8200 RTU X X 6
3
4
9500 DTU X X
8200 RTU X X 7
3
8
9500 RTU X X X X X
9
1
2
11700 DTU X X X X X
11700 RTU X X X X X
15000 DTU X X X X X
12
1
4
15000 RTU X X X X X
17000 DTU X X X X X
15000 RTU X X
13
3
4
17000 DTU X X
17000 DTU X 14
3
4
22000 DTU X X 15
22000 RTU X 17
1
2
Nota: Los cabezales cortadores Bearclaw-PDC o PDC Superdome parablico,
pueden ser fabricados para cualquiera de los ensanchadores de fondo
mencionados anteriormente.
Ensanchar el Fondo 90
TCI
dientes fresados
PDC
Reamaster (XTU)
Tipos de
Cortadores
Ensanchar el Fondo 91
REAMASTER (XTU)
Diseo Innovador Mejora el Ensanchamiento de Fondo
Un nuevo elemento de la lnea de ensanchadores de fondo de
Smith, el ensanchador de fondo Reamaster* o XTU, es el resul-
tado de aos de desarrollo y pruebas. El objetivo era desarrollar
un ensanchador de fondo que superaba las limitaciones inhe-
rentes de los ensanchadores de fondo convencionales: la capaci-
dad de soportar poco peso, una corta vida til de los cojinetes y
una hidrulica marginal. La herramienta Reamaster ha logrado
dichas mejoras y sobrepasa cualquier otro ensanchador de
fondo convencional. Sus caractersticas son las siguientes:
Peso de perforacin sostenida equivalente a la barrena.
Conos y cojinetes ms grandes para extender el tiempo en
el fondo.
Hidrulica mejorada para una mejor limpieza del hoyo.
Capaz de ensanchar el fondo y perforar simultneamente.
(Underreaming-While-Drilling - UWD).
Reduccin Sustancial en Costos Globales de Tubera de
Revestimiento y Cementacin
Ahora es posible ahorrar dinero mediante la optimizacin de
los tamaos de la tubera de revestimiento en pozos de sartas
mltiples. El ensanchador de fondo Reamaster est diseado
especficamente para ensanchar intervalos largos y proporcionar
el espacio necesario para la cementacin, para implementar
programas de tubera de revestimiento con poco espacio libre.
Se puede disear un hoyo superior ms delgado para un zona
productora con un dimetro determinado, o para una zona
productora ms grande que lo usual para un hoyo de tamao
determinado.
Refirase a la grfica en la pgina 93 para demostrar las
posibles combinaciones de tubera de revestimiento con el
mnimo espacio libre. Basndose en las recomendaciones
suministradas por las compaas de cementacin y fabricantes
de tubera de revestimiento, la grfica supone un espacio libre
mnimo menor de
1
2 pulg. entre el dimetro externo de arras-
tre de la sarta y el dimetro interno de acoplamiento de la
sarta para los hoyos con tubera de revestimiento colocada.
* Los sistemas de Reamaster estn disponibles solamente mediante el alquiler
en conjunto con la supervisin de trabajos por Smith International.
Ensanchar el Fondo 92
Caractersticas
Brazos Forjados en una Sola Pieza
Brazos forjados en una sola pieza con muones integrales
para sostener los cortadores.
Componentes internos sencillos y resistentes.
Soportan hasta cuatro o cinco veces ms peso de
perforacin que las herramientas convencionales.
Soportan altas cargas de choque y torque pozo abajo.
Aumentan las tasas de penetracin.
Un fijador positivo mantiene los brazos en la posicin abierta.
Cuenta con un perno de gran dimetro y con bisagra nica.
Cortadores a la Medida
Cortadores y estructuras cortadoras diseadas exclusivamente
para ensanchar el fondo.
Cortadores disponibles con estructuras de dientes fresados,
TCI o PDC.
Cojinetes sellados grandes.
Los cortadores de dientes fresados y de TCI estn diseados
con cojinetes sellados compensados.
Cortadores ms grandes diseados especialmente, alcanzan
un RPM ms bajo, lo que resulta en una vida til de los
cojinetes ms larga.
Proporcionan un ngulo de mun ptimo durante la perfo-
racin, ms otras caractersticas, lo que aumenta sustan-
cialmente la vida til de los cojinetes para mayor tiempo
en el fondo y tasas de penetracin aumentadas.
Hydrulica Mejorada
Diseo interno nico duplica el flujo de fluido de perforacin
a travs de la herramienta.
Cuenta con cuatro boquillas, dos que vacan directamente en
el banco y una en la parte superior de cada cortador.
Aumenta la cantidad de energa hidrulica para mayor eficien-
cia en la limpieza del hoyo y una tasa de penetracin ms
rpida.
La ubicacin estratgica de boquillas mantiene los
cortadores limpios y fros.
Ensanchar el Fondo 93
Tamao de Tamao de Tub.
Ensanchamiento de Fondo (pulg.)
Tub. de Rev. de Rev. Interna Hoyo Serie de
Externa Ms Grande Piloto Dimetro Herramienta
(pulg.) ( pulg.) Mnimo Ensanchado Reamaster
24 20 18
1
2 26 16000
20 16 17
1
2 22 16000
16 13
3
8 14
3
4 17
1
2 11750
13
3
8
(48-68 libras) 10
3
4 12
1
4 15 11750
11
3
4 8
5
8 10
5
8 12
1
4 9500
9
5
8
(29.3 libras) 7
5
8 8
3
4 11
1
2 8250
8
5
8
(24-32 libras) 6
5
8 7
5
8 9
1
2 7200
8
5
8
(36-49 libras) 6 7
3
8 9 5750
7
5
8 5
1
2 6
1
4 8
1
2 5750
7
(17-32 libras) 5 6 8 5750
Nota: Las recommendaciones estn basadas en:
Un espacio libre de 0,400 pulg. en el dimetro entre el dimetro
externo del arrastre de la sarta y el dimetro interno de acoplamiento
de la sarta.
El espacio libre entre la pared del hoyo y el dimetro externo (OD) de
acoplamiento es por lo menos 2 pulg. en el dimetro. Menos espacio
libre podra crear una contrapresin que deshidratar el cemento que
por lo tanto no podra ser bombeado.
Recomendaciones para Asentar Sartas de Tubera de
Revestimiento Consecutivas con Poco Espacio Libre.
Ensanchar el Fondo
PARMETROS OPERATIVOS DEL REAMASTER
Los siguientes parmetros operativos servirn como delinea-
mientos para todos los trabajos con Reamaster:
a) El chorro ms pequeo a ser utilizado en el sistema es
12
32 pulg. De ser posible, el chorro ms bajo debe ser el
mayor. Una variedad de chorros, incluyendo los chorros
ciegos pueden suministrarse para todos los componentes.
Los chorros divergentes tambin son requeridos para las
cavidades cnicas para chorros en los Reamaster de la serie
9500 y de menor tamao. El flujo mximo por chorro estar
limitado a 250 GPM. Siempre es recomendable un sub de
flotacin (float sub) cuando lo permite el BHA.
b) Las velocidades de flujo a travs del Reamaster estarn limi-
tadas a lo siguiente (siempre que est en efecto el control de
slidos, incluyendo los desarenadores y decantadores).
100 pies/seg < 12 lb/gal. lodo
75 pies/seg. > 12 lb/gal. lodo
chorros superiores o bench jets pueden ser utilizados para
desviar suficiente flujo para lograr velocidades aceptables.
c) La fuerzas laterales sobre los cortadores que derivan del
anlisis del BHA se mantendrn de la manera siguiente:
Nota: La fuerza sobre los cortadores, siempre que sea
posible, debe minimizarse a travs de anlisis BHA.
94
Serie del Cortadores PDC Dientes Fresados/TCI
Reamaster (lb) (lb)
5750 1,000 500
7200 1,000 500
8250 1,500 750
9500 1,500 750
11750 2,000 1,000
16000 2,000 1,250
Ensanchar el Fondo
d. An cuando las caractersticas de la formacin normalmente
determinan las RPM apropiadas, la siguiente tabla se puede
utilizar como una directriz:
e. Las temperaturas de Fondo del hoyo mayores a 300 F
requieren el uso de empaques de Viton.
f. Las recomendaciones para el BHA deben ser las siguientes:
Slo ampliacin Un estabilizador debe ser corrido por
encima del ampliador a una distancia que minimice la fuerza
lateral en los cortadores del ampliador. El ensamble debajo del
ampliador debe ser una broca subdimensionada o un slick bull-
nose. La holgura mnima a nivel de los dimetros para la broca
o bullnose debe ser de 1 pulgada en el hoyo piloto. Cualquier
ensamble de calibre pleno requerirn un anlisis BHA para los
requerimientos de fuerzas laterales. Perforacin y Ampliacin
El BHA ser determinado por un anlisis BHA para los requeri-
mientos de fuerza lateral y objetivos direccionales.
Perforar y ensanchar el fondo El BHA ser determinado
mediante el anlisis del BHA para los requerimientos de
fuerza lateral y los objetivos direccionales.
g. La distribucin del flujo y la cada de presin debe ser mante-
nida en los siguientes delineamientos en base a un lodo de
12 libras/galn:
95
Dimetro del
Dimetro del PDC (mm)
Dientes
Ampliador
9 13 16
Fresados/TCI
(pulg.) RPM recomendado (RPM)
19
7
8 140 160 n/a 80-150
12
1
4 130 155 n/a 80-150
14
3
4 110 130 n/a 80-150
17
1
2 n/a 110 130 80-150
20 n/a 95 110 80-150
26 n/a 75 85 80-150
Solo Perforacin y
Hoyo piloto Ampliacin
ampliacin ampliacin
(Pulg.) (Pulg.) GPM PSI GPM PSI
6
1
2 9
7
8 340 400 n/a n/a
9
7
8 12
1
4 430 475 600 525
10
5
8 14
3
4 520 550 740 600
12
1
4 17
1
2 600 600 900 700
14
3
4 20 750 700 1,000 850
17
1
2 26 1,050 850 1,300 1,000
Ensanchar el Fondo
La distribucin del flujo entre el ampliador y la broca/
bullnose debe estar basada sobre la aplicacin de acuerdo a
lo siguiente:
Slo ampliacin Mnimo de un 65% del total de la tasa
de flujo deber salir por el ampliador Reamaster.
Perforacin y ampliacin Un mnimo de un 20% deber
ser dirigido hacia la broca, el flujo remanente se dividir entre
la broca y el ampliador, en base al rea de formacin remo-
vida por cada una.
h. La potencia hidrulica en caballos de fuerza por pulgada
cuadrada deben ser mantenida de la siguiente forma:
Slo ampliacin - 1.3 hhp/pulg.
2
para el ampliador
- 0.5 para la broca o bullnose
Perforacin - 1.3 hhp/ pulg.
2
para
y ampliacin el ampliador
- 1.0 hhp/ pulg.
2
para la broca
i. El peso efectivo sobre la broca deber ser determinado por
el torque permisible disponible, basado sobre las limitaciones
de los componentes de la perforacin. El peso mximo PDC
estar basado en el nmero de insertos PDC que estarn
contactando el rea de banco que se ampla, excluyendo
cortadores redundantes de calibre.
96
Dimetro PDC (mm)
Peso Mximo
Serie del
9 13 16
dientes fresados/TCI
Reamaster Peso Mximo / PDC (lb) (lb)
5750 600 500 n/a 15,000
7200 600 500 n/a 25,000
8250 600 500 n/a 30,000
9500 n/a 500 400 35,000
11750 n/a 500 400 50,000
16000 n/a 500 400 60,000
Ensanchar el Fondo 97
Gua para Ensanchar el Fondo con Reamaster
La herramienta generalmente se corre por encima de la barrena
o cabeza desbastadora. Sin embargo, tambin podra ser corrida
en la sarta de cuellos de perforacin, hasta 90 pies por encima
de la barrena.
1. Bajar la herramienta por el hoyo hasta alcanzar la parte supe-
rior de la seccin a ensanchar. Se debe tener cuidado al
bajarla por el hoyo porque las presiones por oleaje pueden
abrir los brazos, lo que podra daar la tubera de revesti-
miento.
2. Hacer girar la herramienta lentamente (RPM de 30 a 50)
despus de alcanzar la profundidad deseada para excavar
el hombrillo.
3. Al girar la sarta de perforacin, arrancar las bombas y
establecer el flujo.
4. Poco a poco, aumentar la tasa de flujo y RPM hasta alcanzar
los parmetros de operacin deseados.
Excavar el Hombrillo
1. Despus de lograr la presin de bomba correcta, hacer girar
la herramienta a un RPM mximo de 80 a 150. Marcar el
cuadrante a los 3 pies y perforar lentamente. Girar durante
5 a 10 minutos.
2. Desenganchar la mesa rotativa y recoger de nuevo mientras
que la bomba sigue funcionando.
3. Ahora los brazos deben estar completamente abiertos. Para
asegurarse, repetir los pasos anteriores. Al alcanzar el hombri-
llo, se debe comenzar sentir el peso, lo que indica la existen-
cia de un hombrillo.
Ensanchar el Fondo
Con los brazos en la posicin completamente abierta, se puede
ensanchar el fondo del hoyo piloto. Se debe mantener un peso
de perforacin constante. Una buena regla general es 1.500 a
2.000 lb/pulg. del dimetro del cuerpo.
Ejemplo: 12.375 a 16.500 libras para una herramienta de
8
1
4 pulg.
Reducir la velocidad de la mesa a 80 RPM y proceder en la
siguiente manera:
Permitir que el tambor opere en mnimo. No perforar.
Establecer un ROP constante y proceder adelante.
No iniciar la herramienta.
Ensanchar el Fondo 98
Retirar la sarta del hoyo al observar las primeras seales de
enromamiento (son las mismas seales como para una
barrena de roca enromada). El tiempo de funcionamiento
depender en la formacin y el tipo de cortador.
Al encontrar una capa dura de formacin, se debe reducir la
velocidad y agregar peso para maximizar la tasa de penetracin.
Agregar una Conexin
1. Despus de agregar una conexin, se debe bajar el buje del
cuadrante hasta que apenas se encuentre en la mesa, y
enganchar la rotatoria a una velocidad baja.
2. Aplicar la presin de bomba.
3. Desenganchar la rotatoria y bajar la herramienta hasta
el hombrillo.
4. Asentar la sarta en el hombrillo y aplicar el peso para veri-
ficar que los brazos cortadores hayan abierto de nuevo.
5. Recoger aproximadamente 2 pies, enganchar la rotatoria, lle-
var al RPM de operacin y continuar ensanchando el fondo.
Sacar la Tubera
Recoger unos pies y apagar las bombas. Dejar girar durante 5 a
10 minutos antes de retirar la sarta del hoyo o hacia la zapata
de cementacin de la tubera de revestimiento. Siempre se
debe recoger la sarta hacia la tubera de revestimiento lenta-
mente. Asegurarse que se permita que la altura hidrosttica en
la sarta de perforacin se iguale antes de retirar la sarta hacia la
tubera de perforacin, o de otra manera, las fuerzas de la
columna de fluido podran expandir los brazos cortadores
durante la entrada.
Desarmar el Reamaster
1. Desenroscar el tornillo retenedor del pasador de bisagra y
remover la arandela y tapn.
2. Con alicates de aro de resorte, remover el cogedero y desli-
zar el asiento fuera del agujero para el pasador de bisagra.
3. Utilizando el perno largo suministrado junto con las herra-
mientas, halar el pasador de bisagra hacia afuera de la herra-
mienta.
4. Deslizar el conjunto de brazos fuera de la herramienta.
5. Romper el sub superior y removerlo de la herramienta.
Si un bit sub, una barrena o cabeza desbastadora est conec-
tado a la herramienta, tambin debe ser removido.
16. Desenroscar la conexin entre el cuerpo superior y el cuerpo
inferior.
Ensanchar el Fondo 99
PRECAUCIN: Al desenroscar esta conexin, se debe
tener cuidado especial para mantener los cuerpos perfecta-
mente alineados. De otra manera, el ludimiento podra
causar daos severos. Se recomienda colocar la herra-
mienta en una posicin vertical para desenroscar la cone-
xin. (En el Reamaster de la serie 16000, NO SE DEBE
aplicar torque sobre la camisa. Remover el cuerpo superior
para exponer la parte interna de la herramienta. Ahora es
cuando se debe remover la camisa.)
17. Utilizando el pequeo tornillo suministrado en el juego de
herramientas, remover los pasadores guiadores.
18. Deslizar la camisa del taladrado del pistn hacia afuera del
cuerpo inferior.
19. Insertar la herramienta de ensamblaje del pistn que se
encuentra en el juego de herramientas, en la ranura en la
parte superior del pistn y sostenerla en su lugar con una
barra.
10. Desenroscar la leva y deslizarla fuera de la camisa del
taladrado del pistn en el Reamaster de 16000. Remover
el cartrucho sellador flotador ahora.
PRECAUCIN: No se debe prensar la pared delgada de la
camisa del taladrado del pistn.
11. Remover la herramienta de ensamblaje de pistn y deslizar
el pistn y resorte hacia afuera de la camisa del taladrado
del pistn.
12. Desenroscar el tornillo retenedor del limitador del brazo y
remover los limitadores de brazo y arandelas.
13. Desenroscar el retenedor del orificio y remover los orificios
y O-rings. Remover y desechar todos los O-rings, empaque-
taduras y tornillos utilizados en la herramienta. Limpiar
todas las partes completamente y revisarlas por cualquier
dao. Reemplazar las partes si es necesario.
Componentes del Reamaster
Especificaciones para el Torque de Ensamblaje del Ensanchador
de Fondo XTU Cuerpo Superior al Cuerpo Inferior
Torque de Conexin
Serie de Herramientas (pies-libras)
5750 10.500
7200 33.000
8250 43.000
9500 63.000
11750 88.000
16000 88.000
Ensanchar el Fondo 100
Armar el Reamaster
Sub superior
Camisa del
taladrado del pistn
Cuerpo superior
Pasador guiador
Limitador de brazo
Cuerpo inferior
Pistn
Resorte
Leva
Pasador de bisagra
Brazo cortador
Ensanchar el Fondo 101
Al armar la herramienta, todas las partes deben ser completa-
mente lubricadas. Se puede utilizar cualquier grasa ligera.
1. Instalar las empaquetaduras en el pistn. Asegurarse que las
empaqetaduras estn instaladas con una orientacin hacia
arriba.
2. Deslizar el resorte y pistn en la camisa del taladrado
del pistn.
3. Instalar los O-rings en la camisa del taladrado del pistn.
(En el Reamaster 160000, se debe instalar el O-ring en el car-
trucho sellador flotador y deslizarlo en el taladrado y camisa
ahora. Asegurarse que los agujeros en el cartrucho sellador
flotador estn alineados con los agujeros
en la camisa del taladrado del pistn.)
4. Deslizar la leva a travs del extremo inferior de la camisa
del taladrado del pistn y enroscarla en el pistn. Para evi-
tar que el pistn de vueltas al apretarlo, instalar la herra-
mienta de ensamblaje del pistn en el pistn y sostenerla
con una barra.
PRECAUCIN: No se debe prensar la pared delgada
de la camisa del taladrado del pistn.
5. Cuando la leva est apretada, remover la herramienta de
ensamblaje del pistn. Continuar a dar vueltas a la leva hasta
que sus ranuras estn alineadas con los agujeros
en la camisa del taladrado del pistn.
6. Luego, deslizar la camisa del taladrado del pistn en
el cuerpo inferior. Alinear los agujeros en la camisa del
taladrado del pistn con los agujeros en el cuerpo inferior
e instalar los dos pasadores guiadores.
7. Instalar los O-ring en el cuerpo inferior. (En el Reamaster
16000, deslizar la camisa sobre el cuerpo inferior e instalar
el O-ring en el cuerpo superior ahora.)
8. Deslizar el cuerpo superior sobre la camisa del taladrado
del pistn y hacia abajo sobre el cuerpo inferior y el cuerpo
superior.
PRECAUCIN: Se debe tener un cuidado especial al realizar
esta conexin para mantener los cuerpos perfectamente aline-
ados. De otra manera, podra haber daos severos, causados
por el ludimiento. Se recomienda colocar la herramienta en
una posicin vertical al instalar el cuerpo superior. (En el
Reamaster 16000, NO SE DEBE aplicar torque a la camisa.)
9. Instalar los O-rings, orificios y retenedores de orificios en el
cuerpo inferior.
Ensanchar el Fondo 102
10. Ubicar los limitadores de brazo en su lugar e instalar los
arandelas y tornillos para mantenerlos ah.
NOTA: Sostener los limitadores de brazo contra la parte
superior de las ranuras en el cuerpo inferior para
asegurar un espacio libre adecuado para el conjunto
del brazo.
11. Deslizar el conjunto de brazo en la herramienta, un ensam-
blaje de brazo en cada lado.
12. Deslizar el pasador de bisagra en la herramienta y a
travs de los dos ensamblajes de brazo.
13. Instalar el asiento del pasador de bisagra, cogedero y pasa-
dor. Asegurarse que el espacio en el cogedero se extienda
sobre el pasador retenedor del pasador de bisagra.
14. Instalar el tapn, arandela y tornillo, y apretarlos.
NOTA: Asegurarse que los ensamblajes de brazo giren libre-
mente antes de continuar.
15. Sacar ambos ensamblajes de brazo hasta la posicin com-
pletamente extendida y deslizar el calibre de anillo del
tamao apropiado sobre los cortadores para asegurar que
el tamao de apertura est correcto.
Ensanchar el Fondo 103
Notas:
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
0
4
Ensanchador de Fondo Reamaster (XTU)
Longitud total
Dimetro del cuerpo
Dimetro de
cuello de pesca
Dimetro
de apertura
Conexin de
la caja inferior
Conexin para el
pasador superior
Longitud
del cuello
de pesca
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
0
5
Especificaciones para el Ensanchador de Fondo Reamaster (XTU)
Notas:
1. Todas las dimensiones estn en pulg. a menos que se especifique
al contrario.
2. Todos los pesos son aproximados.
3. Dimetros de apertura opcionales disponibles a solicitud del cliente.
4. Los cortadores estndares son de diente fresado. Si se desea estructuras
cortadoras de TCI o PDC, debe especificarlo.
5. La serie 5750 reemplaza la serie 5700, la 8250 reemplaza la 8200 y
la 11750 reemplaza la serie 11700.
Nmero de Patente en los E.E.U.U.:
Ensanchador de Fondo 4,660,637
Ensanchador PDC 4,431,065
Instrucciones para el Pedido:
Al pedir o solicitar cotizaciones sobre el ensanchador de fondo Reamaster
(XTU), por favor especifique:
1. Conexiones superior e inferior.
2. Dimetro del cuello de pesca.
3. Dimetro expandido.
4. Tamao y peso de la tubera de revestimiento por la cual pasar
la herramienta, si se dispone de esta informacin.
5. La cabeza desbastadora se pide por separado.
6. Tipo de estructura cortadora (diente fresado, TCI o PDC).
Serie de Dimetros Tamao del Dim. del Cuerpo/
Cuello de Pesca
Longitud Con. Pasador Sup/Caja Peso
Herram. de Apertura Hoyo Piloto Dim. Colapsado Longitud Dimetro Total Inferior. Reg. de API (libras)
5750 8
1
2, 9 5
7
8 - 6
1
2 5
3
4 18 4
3
4 90 3
1
2 500
7200 9
7
8, 11, 11
3
4, 12
1
4 7
1
2 - 11 7
1
4 18 5
3
4 99 4
1
2 700
8250 9
7
8, 10
5
8, 11, 8
1
2 - 9
7
8 8
1
4 18 5
3
4 123 4
1
2 900
12
1
4, 13
1
2
9500 12
1
4, 13
1
2, 15, 16 9
7
8 - 12
1
4 9
1
2 24 8
5
8 136 6
5
8 1.100
11750 14, 15, 16, 17
1
2 12
1
4 - 14
1
2 11
3
4 20 8
5
8 130 6
5
8 1.700
16000 20, 22, 24, 26 17
1
2 - 22 16
5
8 20 10
5
8 140 8
5
8 3.200
Ensanchar el Fondo 106
DS, K2
DG, C4
V2
PDC Bearclaw
F1
TCI
DT
DTU
Opciones para Cortadores
Ensanchar el Fondo 107
ENSANCHADOR DE FONDO TIPO PERFORADOR (DTU)
El ensanchador de fondo tipo perforador de Smith, ensan-
char hoyos pilotos, previamente perforados. Una conexin
de la caja inferior permite que se corre una barrena o
cabeza desbastadora por debajo del ensanchador de fondo.
El DTU puede ser utiizado para perforar y ensanchar el
fondo simultneamente.
El diseo de la herramienta permite el flujo de lodo hacia la
barrena o cabeza desbastadora. Se puede dividir el flujo, depen-
diendo de la aplicacin. Se puede seleccionar los chorros de ori-
ficio para utilizar la hidrulica existente de la mejor forma. La
ubicacin de los chorros ayuda a mantener los cortadores fros
y en la elevacin de los cortes a travs del espacio anular. Las
selecciones incluyen una cabeza desbastadora con chorros y un
sub superior con chorros para desviar el flujo adicional cuando
sea necesario. Estas herramientas pueden ser operadas con
agua, lodo, aire, lodo aireado o cualquier otro medio circulante.
Gua de Operacin
Generalmente se corre la herramienta por encima de la barrena
o cabeza desbastadora. Sin embargo, tambin puede correrse en
los cuellos de perforacin, hasta 90 pies por encima de la
barrena.
1. Bajar la herramienta por el hoyo hasta que alcance la parte
superior de la seccin a ensanchar. Se debe tener cuidado al
bajarla por el hoyo dado que las presiones de oleada puede
iniciar la apertura de los brazos, lo cual podra daar la tube-
ra de revestimiento.
2. Hacer girar la herramienta lentamente (30 a 50 RPM) despus
de alcanzar la profundidad deseada para excavar el hombri-
llo.
3. Mientras que se gira la sarta de perforacin, arrancar las
bombas y establecer el flujo.
4. Poco a poco aumentar la tasa de flujo y RPM hasta lograr
los parmetros operacionales deseados.
Ensanchar el Fondo 108
Excavar el Hombrillo
1. Al alcanzar la presin de bomba correcta, hacer girar
la herramienta a 80 a 150 RPM mximo. Marcar el cuadrante
a los 3 pies y perforar lentamente. Girar durante 5 a
10 minutos.
2. Desenganchar la mesa rotativa y recoger mientras la bomba
sigue funcionando.
3. Los brazos cortadores deben estar completamente abiertos
ahora. Para asegurarse, repetir los pasos anteriores. Al alcan-
zar el hombrillo, se debe empezar a sentir el peso, lo que
indica que existe un hombrillo.
Ensanchar el Fondo
Con los brazos en la posicin completamente abierta, se puede
ensanchar el hoyo piloto. Se debe mantener un peso de perfo-
racin constante. Una buena regla general es 1.000 lb/pulg. del
dimetro del cuerpo.
Ejemplo: 9.500 lb para una herramienta de 9
1
2 pulg.
Reducir la velocidad de la mesa a 80 RPM y proceder en
la siguiente manera:
Dejar que el tambor opere en mnimo. No perforar.
Establecer una ROP constante y seguir adelante.
No iniciar la herramienta.
Sacar la herramienta al presentar la primera seal de
enromamiento (las seales son las mismas que en
una barrena de roca enromada). El tiempo de operacin
depender de la formacin y del tipo de cortador.
Al encontrarse con una capa de formacin dura, reducir
la velocidad y agregar peso para optimizar la tasa de
penetracin.
Ensanchar el Fondo 109
Agregar una Conexin
1. Despus de agregar una conexin, bajar el buje del cuadrante
(kelly bushing) hasta que apenas est en la mesa, y engan-
char la rotatoria a una velocidad baja.
2. Aplicar la presin de bomba.
3. Desenganchar la rotatoria y bajar la herramienta hasta
la profundidad del hombrillo.
4. Asentar la herramienta en el hombrillo y aplicar peso para
verificar que los brazos hayan abierto de nuevo.
5. Recoger unos 2 pies, enganchar la rotatoria, llevarla al RPM
operacional y continuar a ensanchar el fondo.
Sacar la Herramienta del Hoyo
Recoger unos pies y apagar las bombas. Esperar que sigue
girando durante 5 a 10 minutos antes de retirarla del hoyo o
recogerla hacia la zapata de cementacin de la tubera de
revestimiento. Siempre recoger hacia la tubera de revestimiento
lentamente. Asegurarse que se deje que la altura hidrosttica
en la sarta de perforacin se iguale antes de retirarla hacia la
tubera de revestimiento, o de otra manera, las fuerzas de la
columna de fluido podra expandir los brazos cortadores
durante la entrada.
Ensanchar Cueros
1. Ubicar el DTU en el centro de los cuellos de perforacin.
2. Los dimetros de los brazos expandidos debe ser iguales o
mayor al tamao de la barrena.
3. Ubicar un estabilizador del calibre completo a 60 a 90 pies
por encima, y otro a 60 a 90 pies por debajo del ensanchador
de fondo.
4. Lentamente, empezar a ensanchar a aproximadamente
30 pies por encima del cuero.
5. Despus de ensanchar el cuero, circular durante aproxi-
madamente 5 a 10 minutos para limpiar la herramienta.
Detener la circulacin y esperar unos minutos para que la
presin iguale. Esto permitir que los brazos se colapsan.
6. Lentamente recoger la sarta. Si se observa arrastre, se debe
repetir los pasos 4 y 5.
Ensanchar el Fondo 110
Desarmar el DTU
1. Remover el sub superior. Romper las conexiones mientras
la herramienta sigue en la rotatoria.
2. Remover los tornillos retenedores del pasador de bisagra, los
pasadores limitadores y pasadores de bisagra.
3. Deslizar el brazo cortador hacia abajo y afuera. (No se debe
remover las aletas del brazo a menos que sea necesario.)
4. Remover el retenedor de leva.
5. Remover el pistn del cuerpo. La leva deslizar por el
extremo inferior del pistn y puede ser removida a travs de
las cavidades para los conos.
6. Remover el resorte de pistn del cuerpo.
7. Remover la barrena o cabeza desbastadora.
8. Remover el aro de resorte del taladrado inferior del cuerpo de
la herramienta.
9. Remover la carcaza de empaque del vstago del pistn del
taladrado inferior del cuerpo de la herramienta.
Ensanchar el Fondo 111
Componentes del Ensanchador de Fondo Tipo Perforador (DTU)
Limitador del pistn
Resorte del pistn
Pasador de bisagra
y tornillo retenedor
del brazo cortador
Pistn
Leva y
retenedor de leva
Carcaza del pistn
Empaquetadura
del pistn
Cuerpo
Sub superior
Aleta del
brazo cortador
Tornillos retenedores
de aletas
Brazo cortador
Pasador limitador y
tornillo retenedor
del brazo cortador
Vstago del pistn
Empaquetadura del
vstago del pistn
Retenedor de
carcaza de pistn
Conexin de
caja inferior
(demostrada con
bit sub y barrena)
Ensanchar el Fondo 112
Ensamblaje del Ensanchador de Fondo Tipo Perforador (DTU)
11. Lubricar completamente todas las partes con una grasa
ligera.
12. Reemplazar los O-ring y la empaquetadura en la carcaza del
vstago de pistn. Asegurarse que los rebordes en V de la
empaquetadura estn orientados hacia la parte inferior de la
herramienta.
13. Deslizar la carcaza del vstago de pistn sobre el taladrado
inferior del cuerpo de la herramienta.
14. Reemplazar el aro de resorte por debajo de la carcaza del
vstago de pistn.
15. Reemplazar la empaquetadura del pistn en el cabezal del
pistn. Asegurarse que los rebordes en V estn orientados
hacia la parte superior de la herramienta.
16. Colocar el resorte del pistn sobre el vstago del pistn y
deslizar el pistn hacia la parte interior del cuerpo.
17. Alcanzar a travs de la cavidad para conos y deslizar la leva
sobre el extremo inferior del vstago de pistn. Moverla a su
posicin contra el hombrillo. Asegurarse que el ngulo de la
leva est orientado hacia abajo.
18. Reemplazar el retenedor de la leva.
19. Reemplazar los brazos cortadores.
10. Reemplazar los pasadores de bisagra y los pasadores
limitadores.
11. Reemplazar los tornillos retenedores de los pasadores.
12. Abrir y cerrar la herramienta con aire neumtico para verifi-
car que todas las partes mviles funcionen correctamente.
13. Medir los brazos en la posicin abierta con un calibre
de anillo.
Ensanchar el Fondo 113
Notas:
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
1
4
Ensanchador de Fondo Tipo Perforador (DTU)
Dimetro
de tura
estndar
Conexin para
la caja inferior
Barrena para
roca o cabeza
desbastadora
opcional
Conexin
del pasador
superior
Longitud
del cuello
de pesca
Dimetro
del cuerpo
Dimetro del
cuello de pesca
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
1
5
Especificaciones para el Ensanchador de Fondo Tipo Perforador (DTU)
Dimetro Dimetro Dim. A Travs de Long. del Dimetro Conexin del
Serie de de Apertura de Apertura del Dimetro Tub de Rev Cuello del Cuello Long. Pasador Sup. Peso
Herram. Estndar Opcional Cuerpo Colapsado (libras x pies) de Pesca de Pesca Total Reg. API (libras)
3600 6 5
1
2 - 6 3
5
8 3
5
8 4
1
2 x 15 8 3
3
8 35 2
3
8 170
5700 8
3
4 7 - 8
3
4 5
3
4 6 7 x 38 18 4
3
4 70 3
1
2 360
7200* 11 9 - 11 7
1
4 7
1
2 8
5
8 x 40 18 5
3
4 74 4
1
2 770
8200* 14 10 - 14 8
1
4 8
1
4 9
5
8 x 53 18 5
3
4 or 8 79 4
1
2 or 6
5
8 900
9500* 15 12 - 15 9
1
2 10
1
4 11
3
4 x 71 18 8 82 6
5
8 1.150
11700* 17
1
2 14
3
4 - 20 11
3
4 11
3
4 13
3
8 x 92 20 8 96 6
5
8 1.670
15000* 17
1
2 - 26 17
1
2 - 26 14
3
4 14
3
4 16 x 75 20 8 or 9 97 6
5
8 or 7
5
8 2.800
17000* 32 24 - 32 17 17 18
5
8 x 78 20 9 or 10 87 7
5
8 or 8
5
8 3.000
22000 36 28 - 36 22 22 24
1
2 x 113 20 9 or 10 100 7
5
8 or 8
5
8 4.400
* Disponibles con cortadores PDC Bearclaw.
Notas:
1. Todas las dimensiones estn en pulgadas a
menos que se especifique de otra manera.
2. Todos los pesos son aproximados.
3. Dimetro de apertura opcional disponible
a solicitud del cliente.
4. Los cortadores estndares son de diente
fresado con cojinete abierto. Estructuras
cortadoras TCI o de PDC Bearclaw deben
ser especificadas.
Instrucciones para el Pedido:
Al realizar su pedido o solicitar una cotizacin
sobre Ensanchadores de Fondo Tipo Perforador
(DTU), favor especifique:
1. La serie de herramientas.
2. Las conexiones superior e inferior.
3. El dimetro del cuello de pesca.
4. El dimetro de apertura.
5. Tamao y peso de la tubera de revestimiento
por la cual pasar la herramienta.
6. Las cabezas desbastadoras o barrenas se
piden por separado.
7. El tipo de estructura cortadora
(diente fresado, TCI o PDC).
Ensanchar el Fondo 116
DS, K2
DG, C4
V2
Bearclaw PDC
F1
TCI
DT
RTU
Opciones para los Cortadores
Ensanchar el Fondo 117
ENSANCHADOR DE FONDO TIPO ROCA (RTU)
El RTU de Smith es un ensanchador de fondo con tres conos.
Los conos grandes permiten que el RTU ensanchan un hoyo
con un dimetro de casi dos veces su dimetro de cuerpo. La
disponibilidad de una amplia variedad de conos, asegura la
seleccin del cortador correcto para la formacin. Una varie-
dad de tamaos de orificio permiten al operador adaptar el
rendimiento a la hidrulica y otras condiciones en el taladro.
Se puede realizar el servicio de la herramiento en el sitio y los
brazos cortadores pueden ser cambiados rpida y fcilmente
en la planchada. El diseo de la herramienta permite la circu-
lacin del volumen completo en todo momento. Los RTUs
pueden ser operados con agua, lodo, aire, lodo aireado,
espuma o cualquier otro medio circulante.
Gua de Operacin
1. Bajar la herramienta en el hoyo hasta alcanzar la parte
superior de la seccin a ensanchar. Se debe tener cuidado
al correrla en el hoyo porque las presin de oleada pueden
iniciar la apertura de los brazos, lo cual podra daar la
tubera de revestimiento.
2. Girar la herramienta lentamente (30 a 50 RPM) al alcanzar
la profundidad deseada para excavar el hombrillo.
3. Mientras que se gira la sarta de perforacin, arrancar las
bombas y establecer el flujo.
4. Poco a poco aumentar la tasa de flujo y RPM hasta alcanzar
los parmetros de operacin deseados.
Excavar el Hombrillo
1. Al alcanzar la presin de bomba correcta, hacer girar la
herramienta a un mximo RPM de 80 a 150. Marcar el cua-
drante a la altura de 3 pies y perforar lentamente. Dejar girar
la sarta durante 5 a 10 minutos.
2. Desenganchar la mesa rotatoria y recoger mientras que la
bomba siga funcionando.
3. Los brazos cortadores deben estar completamente abiertos
ahora. Para asegurarse, se debe repetir los pasos anterio-
res. Al alcanzar el hombrillo, se debe comenzar a sentir el
peso, lo que indica que existe un hombrillo.
Ensanchar el Fondo 118
Ensanchador de Fondo Tipo Roca (RTU) Equipado con Flo-Tel
Hacer girar la herramienta a 80 a 150 RPM con la mxima pre-
sin de bomba. Los ensanchadores de fondo equipados con
Flo-Tel indican cuando los brazos cortadores estn completa-
mente extendidos y la herramienta est ensanchando el fondo
con calibre completo. Flo-Tel sustituye efectivamente para un
mayor orificio cuando los brazos cortadores estn extendidos.
Luego la presin indicada en el medidor de la bomba de lodo
cae aproximadamente 200 a 250 psi o el nmero de carreras de
bomba aumenta. Estas seales evidentes del Flo-Tel aseguran
que el hoyo tenga el dimetro correcta en cada ocasin, as
eliminando la necesidad de subir y bajar la sarta de nuevo.
Se recomienda Flo-Tel especialmente para cortar formaciones
duras.
Ensanchar el Intervalo
Despus de haber cortado el hombrillo, se debe agregar peso.
Una buena regla general es 1.000 libras por cada
pulgada del dimetro del cuerpo.
Ejemplo: 6.000 libras para una herramienta de 6 pulg.
Reducir la velocidad a 80 RPM y proceder a ensanchar
el fondo.
Dejar que el tambor opere en mnimo. No se debe perforar.
No se debe permitir que la herramienta penetre ms rpida-
mente que 100 pies/hora o el hoyo podra no abrirse hasta el
calibre de arrastre deseado.
NO SE DEBE iniciar la herramienta.
Sacar el ensanchador de fondo al observar la primera seal
de enromamiento (las seales son las mismas como para
una barrena de roca enromada). El tiempo de operacin
depender de la formacin y tipo de cortador.
En una operacin de perforacin direccional, remover
el anillo de cemento con un ensanchador que cuenta
con una apertura de cortador un poco ms grande que
el hoyo original.
Al encontrarse con una capa dura en la formacin, se debe
reducir la velocidad de la mesa y agregar peso.
Ensanchar el Fondo 119
Agregar una Conexin
1. Despus de agregar una conexin, bajar el buje de
cuadrante para que apenas se encuentre en la mesa,
y enganchar la rotatoria a una baja velocidad.
2. Aplicar la presin de bomba para operaciones de
ensanchamiento normales.
3. Desenganchar la mesa y bajar la herramienta hasta
el hombrillo.
4. Asentar la herramienta en el hombrillo y aplicar peso
para verificar si los brazos cortadores hayan abierto
de nuevo.
5. Recoger unos 2 pies, enganchar la mesa, llevar al RPM
de operacin y continuar ensanchando el fondo.
Sacar la Herramienta del Hoyo
Recoger unos pies y apagar la bomba. Dejar que se gire durante
5 a 10 minutos antes de retirarla del hoyo y hacia la tubera de
revestimiento. Siempre se debe recoger hacia la zapata de
cementacin de la tubera de revestimiento lentamente.
Asegurarse que se permita que la altura hidrosttica en la sarta
de perforacin iguale antes de recoger hacia la tubera de reves-
timiento; de otra manera, las fuerzas de la columna de fluido
podra expandir los brazos cortadores durante la entrada.
Desarmar el Ensanchador de Fondo Tipo Roca (RTU)
1. Remover el sub superior. Romper la conexin mientras la
herramienta sigue en la sarta de perforacin.
2. Remover el sostn de Flo-Tel, si es aplicable.
3. Ahora se puede retirar la unidad de Flo-Tel del cuerpo.
4. Remover los tornillos retenedores del pasador. Remover los
pasadores limitadores del brazo y los pasadores de bisagra
del brazo.
5. Remover los brazos cortadores. No se debe remover las aletas
de los brazos cortadores.
6. Utilizar las llaves suministradas con el juego de herramientas
para remover la tuerca de seguridad de la leva
y la leva.
7. Retirar el pistn y resorte del cuerpo.
Ensanchar el Fondo 120
Ensamblaje del Ensanchador de Fondo Tipo Roca (RTU)
1. Lubricar todas las partes completamente con grasa ligera.
2. Ensamblar el pistn:
Reemplazar la empaquetadura del pistn con los rebordes
en V orientados hacia el extremo superior de la herra-
mienta.
Reemplazar el orificio, el O-ring del orificio y
el retenedor del orificio.
3. Colocar el resorte sobre el vstago del pistn y deslizar
el conjunto del pistn hacia adentro del cuerpo.
4. Apretar el pistn hasta que se encuentre en la posicin
completamente abierta.
5. Insertar la leva a travs las cavidades para los conos,
y armar la leva en el pistn con la llave de leva suministrada
en el juego de herramientas.
6. Instalar firmemente la tuerca de seguridad de la leva.
7. Instalar los brazos. Se debe utilizar pasadores de bisagra y
tornillos retenedores nuevos.
8. Abrir y cerrar la herramienta con aire neumtico para verifi-
car que todas las partes mviles funcionen correctamente.
9. Medir los brazos en la posicin abierta con un calibre
de anillo.
Ensanchar el Fondo 121
Componentes del Ensanchador de Fondo Tipo Roca (RTU)
Sub superior
Cuerpo
Vstago del pistn
Aleta del brazo
O-ring y
ensamblaje
del orificio
Brazo cortador
Leva
Resorte
Pistn
Empaquetadura
del pistn
Tornillo retenedor
de la aleta del brazo
Pasador de bisagra
y tornillo retenedor
del brazo
Pasador limitador y
tornillo retenedor
del brazo
Pala
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
2
2
Componentes del Ensanchador de Fondo Tipo Roca (RTU)
Dimetro
de apertura
estndar
Dimetro
del cuerpo
Conexin
de pasador
superior
Longitud
del cuello
de pesca
Dimetro
del cuello
de pesca
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
2
3
Especificaciones para el Ensanchador de Fondo Tipo Roca (RTU)
Dimetro Dimetro Dim. A Travs de Long. del Dimetro Conexin del
Serie de de Apertura de Apertura del Dimetro Tub. de Rev Cuello del Cuello Long. Pasador Sup. Peso
Herram. Estndar Opcional Cuerpo Colapsado (libras x pies) de Pesca de Pesca Total Reg. API (libras)
3600 6 4
3
4 - 6
1
2 3
5
8 3
3
4 4
1
2 x 15 8 3
3
8 26
1
2 2
3
8 175
4500 6
1
2, 8
1
2 6 - 9 4
1
2 4
5
8 5
1
2 x 20 18 4
1
8 67 2
7
8 235
5700 11 8 - 11 5
3
4 5
7
8 7 x 38 18 4
3
4 76
1
2 3
1
2 380
5800 11 8 - 11 5
7
8 5
7
8 6
5
8 x 20 18 4
3
4 76
1
2 3
1
2 380
6000 12 11 - 12 6 6
1
8 7 x 26 18 4
3
4 78
1
2 3
1
2 380
6100 12 11 - 12 6
1
8 6
1
8 7 x 20 18 4
3
4 78
1
2 3
1
2 380
6200 12 11 - 13 6
1
4 6
1
4 7 x 17 18 4
3
4 78
1
2 3
1
2 380
7200* 14 9 - 14 7
1
4 7
3
8 8
5
8 x 40 18 5
3
4 86 4
1
2 775
8200* 16 10 - 16 8
1
4 8
3
8 9
5
8 x 47 18 5
3
4 or 8 89 4
1
2 or 6
5
8 920
9500* 17
1
2 13 - 18 9
1
2 9
3
4 10
3
4 x 45 18 8 91 6
5
8 1.160
11700* 17
1
2 14
3
4 - 22 11
3
4 12
1
4 13
3
8 x 68 20 8 91 6
5
8 1.670
15000 LP* 26 17
1
2 - 30 14
3
4 14
3
4 16 x 75 20 8 or 9 97 6
5
8 or 7
5
8 2.800
22000 32 - 40 32 - 40 22 22 24
1
2 x 113 20 9 or 10 124
1
4 7
5
8 or 8
5
8 5.900
* Disponibles con cortadores PDC Bearclaw.
Notas:
1. Todas las dimensiones estn en pulgadas a
menos que se especifique de otra manera.
2. Todos los pesos son aproximados.
3. Dimetro de apertura opcional disponible a
solicitud del cliente.
4. Conexiones de pasador regulares API. Otras
conexiones disponibles a solicitud del cliente.
Instrucciones para el Pedido:
Al realizar su pedido o solicitar una cotizacin
sobre Ensanchadores de Fondo Tipo Roca
(RTU), favor especifique:
1. La serie de herramientas.
2. Las conexiones superior e inferior.
3. El dimetro del cuello de pesca.
4. El dimetro de apertura.
5. Tamao y peso de la tubera de revestimiento
por la cual pasar la herramienta.
6. Las cabezas desbastadoras o barrenas se
piden por separado.
7. El tipo de estructura cortadora (diente
fresado, TCI o PDC).
Ensanchar el Fondo 124
Ampliador SPX/Arrastre
Premio Especial
Meritorio de Ingeniera
por innovacin y
eficiencia
Ensanchar el Fondo 125
ENSANCHADOR DE FONDO TIPO ARRASTRE/SPX
Blancos de perforacin SPX (PDC) en el labio cortante de la
herramienta de arrastre, proporcionan la dureza y resistencia a
desgaste del diamante policristalino fabricado por el hombre,
respaldados por la resistencia y dureza de carburo de tungsteno
cementado. Estos cortadores cortan a travs de formaciones
blandas a medio-duras ms rpidamente que las herramientas
convencionales, y requieren menos peso en la herramienta.
La herramienta cuenta con una boquilla de chorro de circula-
cin especial que dirige una parte del flujo fuera de cada cavi-
dad de brazo. Dicha accin efectivamente limpia las superficies
cortantes, mejora la remocin de los cortes y disipa el calor
friccional. Las ventajas del uso del ensanchador de fondo tipo
arrastre/SPX son las siguientes:
Tasa de penetracin aumentada.
Mayor tiempo en el fondo.
Costo por pie reducido.
La penetracin ms rpida a travs de las zonas productoras
minimiza los daos a la formacin y problemas con la estabi-
lidad del hoyo.
Los ensanchadores de fondo tipo arrastre se utilizan en forma-
ciones blandas a medianas, con poca consolidacin, en las
cuales se requieren de intervalos de grandes dimetros para el
relleno con cascajo o cementacin. Los hoyos pilotos pueden
ser ampliados hasta tres veces el dimetro del cuerpo en un solo
recorrido.
Estas herramientas pueden ser operadas con agua, lodo, aire,
lodo aireado, espuma o cualquier otro medio circulante. Los
brazos cortadores y orificios pueden ser reemplazados a bajo
costo en el campo.
Los brazos de las herramientas tipo arrastre estn revestidos
con carburo de tungsteno de calidad cortante Servcoloy S de
larga duracin.
Instrucciones para la Operacin
Bajar la herramienta en el hoyo hasta alcanzar la parte superior
de la seccin a ensanchar. Se debe tener cuidado al bajarla por
el hoyo, porque las presiones de oleada pueden iniciar la aper-
tura de los brazos, lo cual podra causar daos a la tubera de
revestimiento.
Ensanchar el Fondo 126
Excavar el Hombrillo
1. Comenzar la rotacin a 40 a 60 RPM.
2. Arrancar la bomba de lodo y poco a poco aumentar la tasa
de flujo de 250 a 450 GPM.
3. Comenzar a aplicar peso a 3.000 libras.
4. Continuar girando la herramienta hasta que los brazos corta-
dores estn completamente extendidos. Los modelos equipa-
dos con Flo-Tel demostrarn una cada repentina en la
presin de bomba o un aumento en las carreras de la bomba.
5. Marcar el cuadrante a una altura de 3 pies y perforar
lentamente.
6. Despus de perforar los 3 pies, hacer girar la herramienta
durante 5 a 10 minutos.
7. Desenganchar la rotatoria y recoger la sarta mientras que la
bomba sigue funcionando.
8. Los brazos cortadores deben estar completamente abiertos
ahora. Para asegurarse, se debe repetir los pasos anteriores.
Al alcanzar el hombrillo, se debe empezar a sentir el peso.
Ajustar el peso y velocidad para lograr el ROP ptimo.
Ensanchador de Fondo Tipo Arrastre/SPX Equipado con Flo-Tel
Hacer girar la herramienta a 80 a 150 RPM con la mxima pre-
sin de bomba. Los ensanchadores de fondo equipados con
Flo-Tel indican cuando los brazos cortadores estn completa-
mente extendidos y la herramienta est ensanchando el fondo al
calibre completo. El Flo-Tel efectivamente sustituye un orificio
mayor al extenderse los brazos cortadores. Luego la presin
indicada en el medidor de la bomba de lodo cae aproximada-
mente 200 a 250 psi o el nmero de carreras de bomba
aumenta. Estas seales evidentes del Flo-Tel aseguran que el
hoyo tenga el dimetro indicado en cada ocasin, y as eliminen
la necesidad de hacer otro viaje. Se recomienda Flo-Tel espe-
cialmente para recortar un hombrillo en formaciones duras.
Ensanchar el Intervalo
1. Cuando los brazos cortadores estn completamente
extendidos, aplicar el peso. Se debe comenzar con
3.000 libras y aumentarlo hasta 10.000 libras.
2. Continuar girando hasta terminar la seccin del hoyo
o hasta sea necesario agregar otro tubo a la sarta de
perforacin.
Ensanchar el Fondo 127
Agregar una Conexin
1. Despus de agregar una conexin, bajar el buje del
cuadrante hasta que apenas se encuentre en la mesa
y enganchar la rotaria a una baja velocidad.
2. Aplicar la presin de bomba.
3. Desenganchar la rotaria y bajar la herramienta hasta
el hombrillo.
4. Asentar la herramienta en el hombrillo y aplicar peso, para
verificar que los brazos cortadores hayan abierto de nuevo.
5. Recoger unos 2 pies, enganchar la rotaria, llevar hasta el RPM
de operacin y continuar ensanchando el fondo.
Sacar la Herramienta del Hoyo
Recoger unos pies y apagar las bombas. Dejar que gire
durante 5 a 10 minutos antes de retirar la sarta del hoyo o
recoger adentro de la zapata de cementacin de la tubera de
revestimiento. Siempre recoger hasta la tubera de revestimiento
lentamente. Asegurarse que se permita que la altura hidrost-
tica en la sarta de perforacin se iguale antes de recoger hasta
la tubera de revestimiento; de otra manera, las fuerzas de la
columna de fluido podran expandir los brazos cortadores
durante la entrada.
Desarmar el Ensanchador de Fondo Tipo Arrastre/SPX
1. Remover el aro retenedor del conjunto de Flo-Tel,
si es aplicable.
2. Empujar el pistn hacia abajo para abrir los brazos
cortadores.
3. Remover los tornillos retenedores de los pasadores
de bisagra y los mismos pasadores de bisagra.
4. Remover los brazos.
5. Remover los limitadores de los brazos.
6. Liberar el pistn y removerlo de la herramienta.
7. Remover el anillo retenedor del tubo del pistn, el
cabezal del pistn, los O-ring y la empaquetadura.
Ensanchar el Fondo 128
Componentes del Ensanchador de Fondo Tipo Arrastre/SPX
Cuerpo
Tornillo retenedor
del vstago
del pistn
Sub superior
O-ring
Vstago del pistn
Limitador del brazo
Boquilla de
tres pasos
Conjunto Flo-Tel
Cabezal del pistn
Empaquetadura
del pistn
Resorte
Pala
Tornillos retenedores
del limitador del
brazo
Brazo cortador
Pasador de bisagra
y tornillo retenedor
del brazo
Ensanchar el Fondo 129
Ensamblaje del Ensanchador de Fondo Tipo Arrastre/SPX
1. Lubricar completamente todas las partes con grasa ligera.
2. Ensamblar el pistn:
Reemplazar la empaquetadura del pistn con rebordes
en V, orientados hacia arriba.
Reemplazar el orificio, la empaquetadura, arendela
y fijador.
3. Colocar el resorte sobre el vstago del pistn y deslizar
el conjunto hacia adentro del cuerpo.
4. Empujar el pistn hacia abajo hasta la posicin completa-
mente abierta.
5. Instalar los brazos en la posicin abierta, utilizando
pasadores de bisagra y tornillos retenedores nuevos.
6. Abrir y cerrar la herramienta con aire neumtico para verifi-
car que todas las partes mviles funcionen correctamente.
7. Medir los brazos en la posicin abierta con un calibre
de anillo.
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
3
0
Ensanchador de Fondo Tipo Arrastre/SPX
Dimetro
expandido
Dimetro
del cuerpo
Longitud
del cuello
de pesca
Dimetro
del cuello
de pesca
E
n
s
a
n
c
h
a
r
e
l
F
o
n
d
o
1
3
1
Especificaciones para el Ensanchador de Fondo Tipo Arrastre/SPX
Notas:
1. Todas las dimensiones estn en pulgadas a
menos que se especifique de otra manera.
2. Todos los pesos son aproximados.
3. Otros dimetros expandidos disponibles a
solicitud del cliente.
4. Orificios adems del estndar estn
disponibles a solicitud del cliente.
5. Conexiones de pasador regulares API. Otras
conexiones disponibles a solicitud del cliente.
Instrucciones para el Pedido:
Al realizar su pedido o solicitar una cotizacin
sobre Ensanchadores de Fondo Tipo
Arrastre/SPX, favor especifique:
1. La serie de herramientas.
2. Las conexiones superior e inferior.
3. El dimetro del cuello de pesca.
4. El dimetro de apertura.
5. Tamao y peso de la tubera de revestimiento
por la cual pasar la herramienta.
6. Las cabezas desbastadoras o barrenas se
piden por separado.
7. El tipo de estructura cortadora (diente
fresado, TCI o PDC).
Mn. Dim.
Dimetro Expandido Estndar Cuello de Pesca
Conex.
Serie de Dim. del del Hoyo Long. del Pasador Peso
Herram. Cuerpo Piloto Recom. SPX Servcoloy S Long. Dim. Total Sup. API (libras)
3600 3
3
8 3
3
4 N/A 9 8 3
3
8 26
1
2 2
3
8 Reg. 185
4500 4
1
2 4
3
4 6
1
2, 6
3
4, 8
1
2 Upon request 18 4
1
4 69 3
1
2 IF 230
4700 4
3
4 5 Upon request 12 18 4
1
8 67 2
7
8 Reg. 250
5700 5
3
4 6 7
1
2, 8, 8
1
2, 12, 13 16 18 4
3
4 70 3
1
2 Reg. 350
7200 7
1
4 7
5
8 10, 12
1
4, 13, 14, 15, 16 22 18 5
3
4 78 4
1
2 Reg. 750
8200 8
1
4 8
1
2 10, 12
1
4, 14, 15, 16, 17 23 18 5
3
4, 8 78 4
1
2 or 6
5
8 Reg. 900
9500 9
1
2 9
7
8 12
1
4, 17
1
2 28 18 8 78 6
5
8 Reg. 1.100
11700 11
3
4 12
1
4 Upon request 36 18 8, 9 86 6
5
8 or 7
5
8 Reg. 1.400
Ensanchar el Fondo 132
Tolerancias de Dimetros de Calibre Ensanchadores de Fondo
Tamao Tolerancia
6 - 9 (Incl.) +
1
16 - 0
9
1
2 - 13 (Incl.) +
3
32 - 0
14 - 18 (Incl.) +
1
8 - 0
20 - 30 (Incl.) +
3
16 - 0
Notas:
1. Todas las dimensiones estn en pulgadas, a menos que se especifique
de otra manera.
2. Los dimetros de calibre anteriores, aplican a un conjunto de brazos en
la posicin abierta cuando estn armados en una herramienta.
3. La especificacin cubre los conjuntos de brazos utilizados en todos los
ensanchadores de fondo RTU, DTU, Tipo Arrastre y XTU.
4. La especificacin aplica a las estructuras cortadoras de diente fresado,
TCI y PDC.
Hidrulica 135
HIDRULICA DE LAS BROCAS
Se requiere de energa hidrulica y mecnica cortar y remover
la roca de manera eficiente durante la perforacin, la energa
hidrulica est suministrada por el medio de perforacin o lodo
que se bombea hacia abajo a travs del dimetro interno de la
sarta de perforacin. La energa mecnica est suministrada
por la velocidad o RPM a la cual la sarta gira y la cantidad de
peso aplicado sobre la broca. El peso sobre la broca (WOB)
controla el tamao de los cortes o ripios, el RPM controla la
velocidad de fractura o ROP (tasa de penetracin). La remocin
de los cortes es de manera mecnica e hidrulica, los dientes de
las brocas son la parte mecnica y la hidrulica del hoyo con-
siste en levantar los ripios fuera de la broca y hacia arriba a tra-
vs del espacio anular. Para incrementar la energa hidrulica
necesaria en broca, seleccionamos el orificio correcto, una vez
seleccionado, consideramos otros factores que van a afectar a la
remocin de los ripios.
La velocidad de deslizamiento de las partculas.
La tasa de circulacin (velocidad anular)
El peso sobre la broca (WOB)
La rotacin de la sarta (RPM)
La presin de la bomba
El tipo de formacin
Una vez considerados todos estos factores, se puede proce-
der con los objetivos de la perforacin con la plena confianza
de se lograr un rendimiento ptimo por la energa mecnica
e hidrulica disponible.
El Flujo Bajo Presin
El Sr.. Daniel Bernoulli, era muy conocido por sus estudios
sobre los efectos del flujo de lquidos bajo presin. Bernoulli
era un cientfico del siglo dieciocho, miembro de una famosa
familia de cientficos y matemticos de Europa. Dedic una
buena porcin de su vida al estudio de la hidrulica y el flujo de
fluidos bajo presin. Su mayor fama proviene de su teora o
ecuacin (el Teorema de Bernoulli), el cual dice que cuando un
fluido est en movimiento bajo alta presin, cuenta con una
velocidad lenta o tiempo de traslado lento. Una vez restringido
a un dimetro menor, la presin disminuye y la velocidad se
incrementa, o el fluido viaja mucho ms rpidamente, por ejem-
plo, a continuacin se presenta un ejemplo concreto para acla-
rar este teorema: Se est bombeando a 300 GPM a travs de
nuestra sarta de perforacin y el flujo de retorno es 300 GPM,
en el dimetro mayor (el ID de la sarta de perforacin), existe
una presin de 1000 psi de presin y una velocidad o tiempo
traslado de 20 pies/seg. Una vez que el fluido llega al dimetro
Hidrulica 136
menor (orificio del chorro en la broca), la presin en psi caera
a 800 psi y la velocidad sobrepasar 100 pies/seg. = baja pre-
sin/alta velocidad, por lo tanto, se ha creado una cada de
presin o presin diferencial de 200 psi (1,000 800 psi =
200 psi) en el orificio de la broca.
Hidrulica de los Ensanchadores de Hoyos
Luego de explicar la hidrulica de la broca y los factores invo-
lucrados, se hablar de la hidrulica de los ensanchadores. Los
ensanchadores de Smith se activan hidrulicamente. El lodo
que se bombea por la sarta fluye dentro del dimetro interno
del pistn de la herramienta, luego la presin hace mover el pis-
tn (junto con la leva) hacia abajo en la herramienta y esto
activa los brazos cortadores de forma mecnica por contacto
con la rampa de la leva. Estos brazos se mantendrn abiertos
mientras que estn funcionando las bombas, una vez apagadas,
el pistn se retraer debido al resorte del mismo que lo mueve
hacia una posicin libre. Todos los ensanchadores pueden ser
activados mediante una mnima cantidad de presin neumtica
(65 psi de aire de taller), pero recomendamos una presin dife-
rencial mnima de 350 a 650 psi para mantener la posicin de
apertura de la herramienta pozo abajo. Nota: Esta ser mayor
durante la operacin del ensanchar mientras se perfora (UWD).
Para poder mantener la presin diferencial apropiada o la
cada de presin indicada, es necesario seleccionar el orificio
correcto. (Ver el ejemplo en el presente manual en las paginas
143 a 147). Adicionalmente, para mantener la herramienta
posicin de apertura, tambin contamos con la hidrulica
durante el ensanchado para enfriar y limpiar los cortadores y
levantar los cortes por el espacio anular. Por lo tanto se debe
seleccionar el orificio con mucha precisin. Podran surgir algu-
nos problemas si el orificio del chorro es incorrecto o si se bom-
bea con caudales excesivamente altos (GPMs). Adicionalmente,
si el lodo contiene un alto contenido de slidos, podra dar lugar
a la erosin prematura o problemas de lavado o socavaciones.
Dicha accin puede causar daos excesivos a la herramienta y
debido a la necesidad salir fuera del hoyo, elevados costos por
tiempo de uso del taladro. Todos los ensanchadores de Smith
utilizan chorros de la serie 70 95. La serie 70 es el modelo
del chorro, un segundo nmero como por ejemplo 1/2 o 16
(16/32) denotar el tamao. Basndose en todos los mismos
factores que se mencionaron anteriormente en la hidrulica de
las brocas (factores 1 al 7), podemos seleccionar los chorros
necesarios para mantener la herramienta abierta, limpiar y
enfriar los cortadores y levantar los ripios a travs del espacio
anular, manteniendo as el hoyo limpio. Si se conecta una
Hidrulica 137
broca o bullnose en el extremo inferior del ensanchador tipo
perforador, se debe tomar en consideracin cualquier chorro
extra que pudiera cambiar la presin diferencial o cada de pre-
sin. Por lo tanto, se puede observar que la hidrulica de los
ensanchadores, as como la de las brocas, es muy crtica para el
rendimiento de la herramienta. Para determinar la fuerza de
apertura de los cortadores del ensanchador contra la formacin,
utilice la siguiente tabla y ecuacin:
Fuerza Hidrulica de Apertura de la Herramienta
rea del Cabezal del Pistn (Pulg.
2
)
Serie de la Arrastre
Herramienta DTU RTU Reamaster (Drag) PDC
3600 3,142 3,142
4100
4500 7,069
4700 8,296
5500 12,566
5700 12,566 12,566 9,621 12,566 12,566
5800 12,566
6000 12,566
6100 12,566
6200 12,566
7200 18,655 19,635 9,621 18,665
8200 18,655 18,665 19,635 18,665
9200
9500 30,680 18,665 30,680
10500 19,635
11000 30,680 50,266
11700 50,266 50,266 38,485 38,485
15000 30,680 50,266
16000 38,485
17000 50,266
22000 50,266 50,266
Fuerza de Apertura Hidrulica:
F
h
= PDA
p
PD = Cada de Presin a travs de la herramienta, psi
A
p
= rea del Cabezal del Pistn, pulg.
2
Hidrulica
Para seleccionar un flujo de apertura de los cortadores
del ampliador que no produzca desgastes prematuros en
la herramienta, utilice la siguiente tabla y frmula
138
Tasa Mxima de Flujo para Herramienta Hidrulica
Dimetro del Pistn (Piston Bore) TFA (pulg.
2
)
Serie de la Arrastre
Herramienta DTU RTU (Drag) K-Mill PDC
3600 0,624 0,624 0,307
4100 0,442
4500 0,442
4700 ?
5
8
5500 0,442
5700 0,442 0,442 ?
3
4 0,785
5800 0,442
6100 0,442
6200 0,442
7200 1,227 0,785 1,485 ,0,442
8200 1,227 0,785 2,406 ,0,442 1,227
9200 ,0,442
9500 1,227 0,785 3,143 1,227
10500 0,994 1,227
11000 0,785 3,143 1,227
11700 3,142 1,624 ,0,994 1,227
15000 3,142 1,624
17000 3,142
22000 3,142 7,069
Mximo caudal (tasa de flujo) hidrulico de la herramienta:
VA
b
GPM
m
=
0.32
en donde:
GPM
m
= Mximo caudal, GPM
V = Velocidad del Dimetro del Pistn, pies/seg.
V = 150 en todas las herramientas, excepto 45 a 117 Km
V = 200, 45 a 117 Km
A
b
= rea del dimetro del pistn, pulg.
2
Notas:
1. El Reamaster no ha sido incluido dado que la velocidad del Dimetro
del Pistn depende del TFA de boquillas.
2. Se debe utilizar una velocidad de dimetro de pistn de 150 pies/segundo
para evitar la erosin.
3. Los valores en negrilla bajo K-Mills podran utilizar 200 pies/seg. debido
a los tubos antilavado.
Hidrulica
La velocidad del Reamaster no debe exceder 75 pies/seg,
mientras que la velocidad en los DTUs y RTUs no debe exceder
150 pies/seg.
Para poder determinar la velocidad a travs de
los ampliadores y minimizar la erosin, se debe utilizar
la siguiente ecuacin:
Velocidad del Dimetro del Pistn
0.32 GPM
V
p
=
AB
Donde:
V
p
=Velocidad del Pistn, pies/seg.
GPM =Caudal (tasa de flujo)
Ab =rea del dimetro del pistn, Pies/seg.
Para poder determinar la cada de presin a travs del pistn
del ampliador, utilice la siguiente ecuacin:
Prdida de presin de la herramienta hidrulica
(MW) (GPM)
2
PD =
10,858 (TFA)
2
Donde:
PD = Cada de presin a travs del pistn, psi
MW = Peso del lodo, lb / gal
GPM = Volumen de bombeo a travs de la herramienta
TFA = rea total de flujo de las boquillas de chorros, pulg.
2
La tabla en la siguiente pgina determinar la relacin entre
la formacin removida por el ampliador contra la del hoyo
piloto anteriormente perforado. Esta tabla puede ser utilizada
para determinar la correcta seleccin de boquillas, basndose
en el porcentaje de formacin removido entre los dos hoyos.
139
H
i
d
r
u
l
i
c
a
1
4
0
rea Anular Neta Removida con el Ampliador vs. la Broca del Hoyo Piloto
Dimetro de Apertura (pulg.) (Opening Diameter (in.))
6,50 7,87 8,50 9,00 9,87 11,00 12,25 13,00 13,50 14,75 16,00 17,50 20,00 22,00 24,00 26,00 28,00 30,00 32,00 36,00 38,00 40,00 42,00
in, in,
2
33,18 48,71 56,75 63,62 76,59 95,03 117,86 132,73 143,14 170,87 201,06 240,53 314,16 380,13 452,39 530,93 615,75 706,86 804,25 1.017,88 1.134,12 1.256,64
4
1
8 13,36 19,8
4
3
4 17,72 15,4 30,9
5
7
8 27,11 21,5 35,2 38,5
6
7
8 28,27 20,3 28,4 35,3
6
1
8 29,47 19,1 27,2 34,1 47,0 65,5 88,3 103,2
6
1
4 30,68 26,0 32,9 45,8 64,3 87,1 102,0
6
1
2 33,18 23,5 30,4 43,3 61,8 84,6 99,5
6
3
4 35,79 27,8 40,7 59,2 82,0 96,9
7
7
8 48,71 27,8 46,3 69,1 84,0
8
3
8 55,09 39,9 61,9 77,6 88,0
8
1
2 56,75 38,2 61,1 75,9 86,4
8
3
4 60,13 34,8 57,7 72,5 83,0 110,7 140,9
9
1
2 70,88 24,1 46,9 61,8 72,2 99,9 130,1
9
7
8 76,59 18,4 44,3 56,1 66,6 94,3 124,5 163,9 237,6
10
5
8 88,64 29,1 44,0 54,4 82,2 112,3 151,8 225,5
11
7
8 95,03 37,6 48,1 75,8 106,0 145,4 219,1
12
1
4 117,86 53,0 83,1 122,6 196,2 262,2
13
1
2 143,14 27,7 57,9 97,3 171,0 236,9
14
3
4 170,87 30,1 69,6 143,2 209,2
17
1
2 240,53 73,6 139,5 211,8 290,3 375,2 465,9
20
7
8 314,16 138,2 216,7 301,5 392,3
22
7
8 380,13 72,3 150,8 235,6 326,7 424,1 637,8 754,0 876,5 1.005,3
24
7
8 452,39 78,5 163,3 254,1 351,8 565,5 681,7 804,3 933,1
26
7
8 530,93 84,8 175,5 273,2 486,9 603,2 726,6 854,5
28
7
8 615,75 91,1 188,5 402,1 518,4 640,9 769,7
rea = R
2
, donde =3,141592654, Nota: El rea de apertura menos el rea piloto es igual al rea total a ser removida por el ampliador o el perforador.
1.385,44
rea del Tamao
de la Broca
(bit size Area)
Hidrulica 141
HIDRULICA
Para asegurar un trabajo de ampliacin exitoso, es muy impor-
tante seleccionar los tamaos de orificio apropiados para el
ampliador, broca o bullnose. Diferentes tipos de trabajo
requerirn de diferentes tamaos de orificio, basados en cier-
tos parmetros, tales como el tamao del hoyo piloto, el dime-
tro de apertura del ampliador, la tasa de flujo, el peso del lodo,
etc.
Una buena regla general para el flujo es la siguiente:
35 GPM x Tamao del Hoyo = mnimo, 50 GPM x Tamao
del Hoyo = mximo.
Ejemplo: Hoyo de 10 5/8 pulg. que se ampliar a 12
1
4 pulg.
35 x 12
1
4 pulg. = 429 GPM mnimo
50 x 12
1
4 pulg. = 612 GPM mximo
Seleccin Correcta de Orificio
El tamao de orificio controla la fuerza en el tope del pistn
que empuja la leva hacia abajo y abre el cortador. En un
Reamaster o DTU, el rea de flujo total (TFA) de la combina-
cin de chorros en el ampliador y broca o bullnose determi-
nar la cada de presin en el sistema. El tamao correcto de
orificio o TFA es necesario para la operacin correcta de la
herramienta. Las grficas y cuadros contenidos en el presente
captulo ayudarn a la seleccin apropiada del tamao de
orificio para los requerimientos de flujo.
Ampliadores Reamaster y Ampliadores tipo Perforador (DTU)
Ejemplo: Bomba de lodo duplex (doble) de 16 pulg. con forro
de 6
1
4 pulg. Diseada para 50 carreras por minuto (SPM).
1. Determine la tasa de flujo en GPM a partir de las tablas
sobre el volumen de la bomba ubicadas en las tablas de
conversin/datos. (seccin 5)
2. Utilice las grficas de curvas de orificio en la pgina 143,
siga la lnea de flujo de 400 GPM hasta el rea sombreada,
hasta que la lnea de GPM cruce una lnea de tamao de
orificio.
As se determina el tamao correcto de orificio (TFA) para
una operacin eficiente de la herramienta. En este caso, una
combinacin de 3 (
12
32 o 12) .330 TFA en un ampliador de tipo
perforador y 3 (
12
32 o 12) en la broca, el rea total de flujo de
.330 proveer un TFA de sistema de 0.660. Esto representara
un flujo dividido en 50-50%. La cada de presin correspon-
diente sera 340 psi en el pistn. Para determinar la presin
en el tubo conductor (tubera vertical), se agrega estos 340 psi
a las prdidas totales en el sistema en la sarta, es decir, 1,600
psi de prdidas en el sistema ms una cada de presin de 340
Hidrulica 142
psi en la herramienta = aproximadamente 1,940 psi de en el
tubo conductor. Cuando la lnea de GPM cruza ms de una
lnea de tamao de orificio, cualquiera de estos tamaos es
correcto, pero cuando sea disponible, ser recomienda una
interseccin en la parte intermedia del rea sombreada.
Ampliadores K-Mill, SPX/Tipo Arrastre Drag y tipo perforador
(rock type)
Ejemplo: Bomba de lodo doble (duplex) de 16 pulg. con un
forro de 6
1
4 diseada para 50 carreras por minuto (SPM).
1. Buscar la tasa de flujo en GPM de las tablas para el volumen
de bomba ubicadas en las tablas de conversin de datos
(seccin 7). La tasa de flujo es 350GPM.
2. Utilizar las curvas para orificios en la pgina 144. Trazar la
lnea de los 350 GPM hasta el rea sombreada, hasta que la
lnea de GPM cruce con una lnea de tamao de orificio.
Esto determina el tamao correcto de orificio para la operacin
eficiente. En este caso, un tamao de orificio de
26
32 pulg. (TFA
.590) o uno de
28
32 (TFA.601) pueden ser utilizados. Las cadas
de presin correspondientes son 310 y 390 psi, respectivamente.
Cuando la lnea de GPM cruce ms de una lnea de tamao
de orificio, cualquiera de ellos es correcto, se recomienda una
interseccin en la parte intermedia del rea sombreada.
Ampliadores tipo SPX / Tipo Arrastre (Drag) y Tipo Roca con Flo-Tel
Los ampliadores equipados con Flo-Tel le sealan al operador que
los brazos cortadores estn completamente extendidos y que la
herramienta est ampliando al calibre completo. El dispositivo
Flo-Tel sustituye efectivamente un orificio de mayor dimetro
cuando los brazos cortadores estn completamente extendidos.
Como resultado, la presin en el indicador de la bomba baja unas
200 lbs aproximadamente, o el nmero de carreras de la bomba
se incrementa, esto se constituye en seales que claramente le
indican al Flo-Tel que los brazos han abierto completamente, eli-
minando por consiguiente, la necesidad de viajes adicionales o de
repetir operaciones de rimado. Recomendamos el uso del Flo-Tel,
en especial en formaciones duras.
Determinacin de Sistemas Hidrulicos
Para calcular la presin total del sistema (la lectura de presin
del tubo conductor o standpipe) despus de seleccionar el ori-
ficio correcto, se debe utilizar el siguiente procedimiento:
Al realizar un recorrido con una broca antes de ampliar, opere
la bomba de lodo a la tasa de flujo que usar para ampliar el
hoyo (GPM).
Registrar la presin de la tubera vertical a la profundidad
aproximada para ampliar el hoyo.
H
i
d
r
u
l
i
c
a
1
4
3
Tamaos de Orificio para Ampliadores de Fondo Tipo Perforador y Reamaster
Tamao de Orificio
TFA ,186 ,330 ,389,450 ,518 ,588 ,665 ,744 ,831 ,918 1,015 1,113 1,217 1,323
500
400
300
200
100
0
100 200 300 400 500 600 700 800 900 1.000
gpm
C
a
d
a
d
e
P
r
e
s
i
n
(
p
s
i
)
Coeficiente del Orificio 0,95 10
libras/gal 75 libras/pie
3
H
i
d
r
u
l
i
c
a
1
4
4
Tamaos de Orificio para Ampliadores de Fondo K-Mill, Tipo Arrastre/SPX y Tipo Roca
Tam. de Orificio
12
32
14
32
16
32
18
32
20
32
22
32
24
32
26
32
28
32
30
32
32
32 1
1
8
TFA ,110 ,150 ,196,249 ,307 ,371 ,441 ,518 ,601 ,690 ,785 ,994
500
400
300
200
100
0
100 200 300 400 500 600 700
gpm
C
a
d
a
d
e
P
r
e
s
i
n
(
p
s
i
)
Coeficiente del Orificio 0,95
10 libras/gal 75 libras/pie
3
Hidrulica 145
Refirase a las curvas de orificio en las pginas 143 y 144.
Busque la parte superior de la curva para el TFA de la broca.
La interseccin de la lnea de la tasa de flujo (gpm) con las cur-
vas de orificio, indica la cada de presin de la broca en el lado
izquierdo, realice las correcciones para pesos de lodo diferentes
a 10 lb/gal (ver pgina 147), se debe sustraer esta presin de
broca, de la presin del tubo conductor (standpipe) registrada
previamente, el resultado es la prdida de la presin en el ID
del hoyo y del espacio anular. Se debe agregar este nmero a
la lectura de presin en el tubo conductor durante la amplia-
cin. Ver el siguiente ejemplo:
Ampliador de tipo convencional o Roca, tasa de bombeo 250 GPM
Dadas las siguientes condiciones:
1. Profundidad aproximada de la broca 5,428 pies
2. Nmero y tamao de las boquillas 3 14/32 pulg.
3. Tasa de flujo durante la ampliacin 250 GPM
4. Presin del tubo conductor a 250 GP 600 psi
(segn el manmetro de la bomba)
Determine:
5. La cada de presin de la broca 280 psi
(de las curvas de orificio)
6. Prdidas de presin anulares y en el ID 320 psi
del hoyo
7. Tasa de flujo (de #3) 250 GPM
8. Cada de presin a travs del 290 psi
Ampliador (de las curvas de orificios,
24
32 pulg.)
9. Presin esperada en el tubo conductor 610 psi
(sumar #6 con #8)
Hidrulica 146
Cada de Presin a travs de un Orificio para Peso de Lodo de 10 lb/gal
Tasa de
Cada de Presin (P) a travs de Boquilla del Dimetro Indicado
Flujo de
P en psi (pulg.)
Vol. gpm
12
32
14
32
16
32
18
32
20
32
22
32
24
32
26
32
28
32
32
32 1
1
8 1
1
4
TFA ,110 ,150 ,196 ,249 ,307 ,371 ,441 ,519 ,601 ,785 ,994 1,227
50 189
60 272
70 370 200
80 483 261
90 611 330
100 408 239
110 493 289
120 587 344 215
130 689 404 252
140 468 292 192
150 537 336 220
160 611 382 251
180 483 317 217
200 597 391 267 189
220 474 323 228
240 564 385 272 197
260 661 452 319 232
280 524 370 269 200
300 601 425 308 229
320 684 483 351 261
340 545 396 294
360 611 444 330
380 495 368 216
400 548 408 239
450 694 516 303 189
500 637 374 233
600 538 336 220
700 457 300
800 597 392
900 496
1.000 612
Hidrulica 147
Cada de Presin para Pesos de Lodo que no sean 10 lb/gal
La presin a travs del orificio es directamente proporcional al
peso de lodo. Por lo tanto, si el fluido circulante tiene un peso
que no sea 10 lb/gal, se puede determinar la cada de presin
correcta a travs de multiplicar la cifra obtenida de la tabla por
el factor:
Peso de lodo real (lb/gal)
10
Ejemplo: Si se est circulando 130 GPM de fluido con un peso
de 12,5 lb/gal a travs de una boquilla de
16
32 pulg. (0,196
TFA), la cada de presin es la siguiente:
1. De la tabla (130 GPM, boquilla de
16
32 pulg.):
Cada de presin = 404 psi
(para lodo con un peso de 10 lb/gal)
2. 404 x 12.5
= 505 psi
10
La cada de presin correcta para 130 GPM de lodo de
12,5 lb/gal, circulado a travs de una boquilla de
16
32 pulg.
es de 505 psi.
H
i
d
r
u
l
i
c
a
1
4
8
Tamao de Chorro
Chorro Chorro
Difusor Estndar Nmero de Boquillas de Chorro
32 1 2 3 4 5 6 7 8 9 10 11 12
7 0,038 0,076 0,114 0,152 0,190 0,228 0,266 0,304 0,342 0,380 0,418 0,456
8 0,049 0,098 0,147 0,196 0,245 0,294 0,343 0,392 0,441 0,490 0,539 0,588
9 0,062 0,124 0,186 0,248 0,310 0,372 0,434 0,496 0,558 0,620 0,682 0,744
8/32 10 0,077 0,154 0,231 0,308 0,385 0,462 0,539 0,616 0,693 0,770 0,847 0,924
9/32 11 0,093 0,186 0,279 0,372 0,465 0,558 0,651 0,744 0,837 0,930 1,023 1,116
10/32 12 0,110 0,220 0,330 0,440 0,550 0,660 0,770 0,880 0,990 1,100 1,210 1,320
11/32 13 0,130 0,260 0,390 0,520 0,650 0,780 0,910 1,040 1,170 1,300 1,430 1,560
12/32 14 0,150 0,300 0,450 0,600 0,750 0,900 1,050 1,200 1,350 1,500 1,650 1,800
15 0,173 0,346 0,519 0,692 0,865 1,038 1,211 1,384 1,557 1,730 1,903 2,076
13/32 16 0,196 0,392 0,588 0,784 0,980 1,176 1,372 1,568 1,764 1,960 2,156 2,352
14/32 17 0,222 0,444 0,666 0,888 1,110 1,332 1,554 1,776
15/32 18 0,249 0,498 0,747 0,996 1,245 1,494 1,743 1,992
16/32 19 0,277 0,554 0,831 1,108 1,385 1,662
20 0,307 0,614 0,921 1,228 1,535 1,842
22 0,371 0,742 1,113 1,484 1,855 2,226
24 0,442 0,884 1,326 1,768 2,210 2,652
26 0,519 1,038 1,557 2,076 2,595 3,114
28 0,601 1,202 1,803 2,404 3,005 3,606
30 0,690 1,380 2,070 2,760 3,450 4,140
32 0,785 1,570 2,355 3,140 3,925 4,710
1
1
16 0,887 1,774 2,661
1
1
8 0,994 1,988 2,982
1
1
4 1,227 2,454 3,681
1
3
8 1,485 2,970 4,455
1
1
2 1,767 3,534 5,301
Combinaciones de Chorros para Herramientas Hidrulicas
A
rea
= R
2
, donde = 3,14.
Hidrulica 149
Peso de Lodo (7 a 13,9 lb/gal)
(57,36 a 103,97 lb/pie
3
)
Gradiente Gradiente
lb/ lb/ Gravedad psi/100 pies lb/ lb/ Gravedad psi/100 pies
gal pie
3
Especfica Prof. gal pie
3
Especfica Prof.
7,0 52,36 0,84 36,33 10,5 78,54 1,26 54,51
7,1 53,11 0,85 36,86 10,6 79,29 1,27 55,03
7,2 53,86 0,86 37,38 10,7 80,04 1,28 55,55
7,3 54,60 0,88 37,89 10,8 80,78 1,30 56,06
7,4 55,35 0,89 38,41 10,9 81,53 1,31 56,58
7,5 56,10 0,90 38,93 11,0 82,28 1,32 57,10
7,6 56,85 0,91 39,45 11,1 83,03 1,33 57,62
7,7 57,60 0,92 39,97 11,2 83,78 1,34 58,14
7,8 58,34 0,94 40,49 11,3 84,52 1,36 58,66
7,9 59,09 0,95 41,01 11,4 85,27 1,37 59,18
8,0 59,84 0,96 41,53 11,5 86,02 1,38 59,70
8,1 60,59 0,97 42,05 11,6 86,77 1,39 60,22
8,2 61,34 0,98 42,57 11,7 87,52 1,40 60,74
8,3 62,08 0,99 43,08 11,8 88,26 1,42 61,25
8,4 62,38 1,00 43,29 11,9 89,01 1,43 61,77
8,5 63,58 1,02 44,12 12,0 89,76 1,44 62,29
8,6 64,33 1,03 44,65 12,1 90,51 1,45 62,81
8,7 65,08 1,04 45,17 12,2 91,26 1,46 63,33
8,8 65,82 1,06 45,68 12,3 92,00 1,48 63,85
8,9 66,57 1,07 46,20 12,4 92,75 1,49 64,37
9,0 67,32 1,08 46,72 12,5 93,50 1,50 64,89
9,1 68,07 1,09 47,24 12,6 94,25 1,51 65,41
9,2 68,82 1,10 47,76 12,7 95,00 1,52 65,93
9,3 69,56 1,12 48,27 12,8 95,74 1,54 66,44
9,4 70,31 1,13 48,80 12,9 96,49 1,55 66,96
9,5 71,06 1,14 49,32 13,0 97,24 1,56 67,48
9,6 71,81 1,15 49,84 13,1 97,99 1,57 68,01
9,7 72,56 1,16 50,36 13,2 98,74 1,58 68,53
9,8 73,30 1,18 50,87 13,3 99,48 1,60 69,04
9,9 74,05 1,19 51,39 13,4 100,23 1,61 69,56
10,0 74,80 1,20 51,91 13,5 100,98 1,62 70,08
10,1 75,55 1,21 52,43 13,6 101,73 1,63 70,60
10,2 76,30 1,22 52,95 13,7 102,48 1,64 71,12
10,3 77,04 1,24 53,47 13,8 103,22 1,66 71,63
10,4 77,79 1,25 53,99 13,9 103,97 1,67 72,16
Hidrulica 150
Peso de Lodo (14 a 20 lb/gal)
(104,726 a 149,60 lb/pie
3
)
Gradiente Gradiente
lb/ lb/ Gravedad psi/100 pies lb/ lb/ Gravedad psi/100 pies
gal pie
3
Especfica Prof. gal pie
3
Especfica Prof.
14,0 104,72 1,68 72,68 17,0 127,16 2,04 88,25
14,1 105,47 1,69 73,20 17,1 127,91 2,05 88,77
14,2 106,22 1,70 73,72 17,2 128,66 2,06 89,29
14,3 106,96 1,72 74,32 17,3 129,40 2,08 89,80
14,4 107,71 1,73 74,75 17,4 130,15 2,09 90,32
14,5 108,46 1,74 75,27 17,5 130,90 2,10 90,84
14,6 109,21 1,75 75,79 17,6 131,65 2,11 91,37
14,7 109,96 1,76 76,31 17,7 132,40 2,12 91,89
14,8 110,70 1,78 76,83 17,8 133,14 2,14 92,40
14,9 111,45 1,79 77,35 17,9 133,89 2,15 92,92
15,0 112,20 1,80 77,87 18,0 134,64 2,16 93,44
15,1 112,95 1,81 78,39 18,1 135,39 2,17 93,96
15,2 113,70 1,82 78,91 18,2 136,14 2,18 94,48
15,3 114,44 1,84 79,42 18,3 136,88 2,20 94,99
15,4 115,19 1,85 79,94 18,4 137,63 2,21 95,51
15,5 115,94 1,86 80,46 18,5 138,38 2,22 96,04
15,6 116,69 1,87 80,98 18,6 139,13 2,23 96,56
15,7 117,44 1,88 81,50 18,7 139,88 2,24 97,08
15,8 118,18 1,90 82,07 18,8 140,62 2,26 97,59
15,9 118,93 1,91 82,54 18,9 141,37 2,27 98,11
16,0 119,68 1,92 83,06 19,0 142,12 2,28 98,63
16,1 120,43 1,93 83,58 19,1 142,87 2,29 99,15
16,2 121,18 1,94 84,10 19,2 143,62 2,30 99,67
16,3 121,92 1,96 84,61 19,3 144,36 2,32 100,19
16,4 122,67 1,97 85,13 19,4 145,11 2,33 100,71
16,5 123,42 1,98 85,65 19,5 145,86 2,34 101,23
16,6 124,17 1,99 86,17 19,6 146,61 2,35 101,75
16,7 124,92 2,00 86,89 19,7 147,36 2,36 102,27
16,8 125,66 2,02 87,21 19,8 148,10 2,38 102,78
16,9 126,41 2,03 87,73 19,9 148,85 2,39 103,30
20,0 149,60 2,40 103,82
Hidrulica 151
reas de Crculos y Boquillas (pulg.)
Tam. de
Boquilla Dim. rea Dim. rea Dim. rea Dim. rea
1
32 ,000767 1
1
8 ,9940 5
1
8 20,629 9
1
8 65,397
1
16 ,003068 1
1
4 1,2272 5
1
4 21,648 9
1
4 67,201
3
32 ,006903 1
3
8 1,4849 5
3
8 22,691 9
3
8 69,029
1
8 ,01227 1
1
2 1,7671 5
1
2 23,758 9
1
2 70,882
5
32 ,01917 1
5
8 2,0739 5
5
8 24,850 9
5
8 72,760
3
16 ,02761 1
3
4 2,4053 5
3
4 25,967 9
3
4 74,662
7
7
32 ,03758 1
7
8 2,7612 5
7
8 27,109 9
7
8 76,589
8
1
4 ,04909 2 3,1416 6 28,274 10 78,540
9
9
32 ,06213 2
1
8 3,5466 6
1
8 29,465 10
1
8 80,516
10
5
16 ,07670 2
1
4 3,9761 6
1
4 30,680 10
1
4 82,516
11
11
32 ,09281 2
3
8 4,4301 6
3
8 31,919 10
3
8 84,541
12
3
8 ,1104 2
1
2 4,9088 6
1
2 33,183 10
1
2 86,590
13
13
32 ,1296 2
5
8 5,4119 6
5
8 34,472 10
5
8 88,664
14
7
16 ,1503 2
3
4 5,9396 6
3
4 35,785 10
3
4 90,763
15
15
32 ,1726 2
7
8 6,4918 6
7
8 37,122 10
7
8 92,886
16
1
2 ,1963 3 7,0686 7 38,485 11 95,033
17
17
32 ,2217 3
1
8 7,6699 7
1
8 39,871 11
1
8 97,205
18
9
16 ,2485 3
1
4 8,2958 7
1
4 41,282 11
1
4 99,402
19
32 ,2769 3
3
8 8,9462 7
3
8 42,718 11
3
8 101,623
20
5
8 ,3068 3
1
2 9,6212 7
1
2 44,179 11
1
2 103,869
21
32 ,3382 3
5
8 10,3206 7
5
8 45,664 11
5
8 106,139
22
11
16 ,3712 3
3
4 11,0447 7
3
4 47,173 11
3
4 108,434
23
32 ,4057 3
7
8 11,7933 7
7
8 48,707 11
7
8 110,753
24
3
4 ,4418 4 12,566 8 50,266 12 113,10
25
32 ,4794 4
1
8 13,364 8
1
8 51,849 12
1
8 115,47
26
13
16 ,5185 4
1
4 14,186 8
1
4 53,456 12
1
4 117,86
27
32 ,5591 4
3
8 15,033 8
3
8 55,088 12
3
8 120,28
28
7
8 ,6013 4
1
2 15,904 8
1
2 56,745 12
1
2 122,72
29
32 ,6450 4
5
8 16,800 8
5
8 58,426 12
5
8 125,19
15
16 ,6903 4
3
4 17,721 8
3
4 60,132 12
3
4 127,68
31
32 ,7371 4
7
8 18,665 8
7
8 61,862 12
7
8 130,19
1 ,7854 5 19,635 9 63,617 13 132,73
A
rea
= R
2
, donde = 3,14.
Hidrulica 152
reas de Crculos y Boquillas (pulg.) (cont.)
Tam. de
Boquilla Dim. rea Dim. rea Dim. rea Dim. rea
13
1
8 135,30 16
3
8 210,60 19
5
8 302,49 22
7
8 410,97
13
1
4 137,89 16
1
2 213,82 19
3
4 306,35 23 415,48
13
3
8 140,50 16
5
8 217,08 19
7
8 310,24 23
1
8 420,00
13
1
2 143,14 16
3
4 220,35 20 314,16 23
1
4 424,56
13
5
8 145,80 16
7
8 223,65 20
1
8 318,10 23
3
8 429,13
13
3
4 148,49 17 226,98 20
1
4 322,06 23
1
2 433,74
13
7
8 151,20 17
1
8 230,33 20
3
8 326,05 23
5
8 438,36
14 153,94 17
1
4 233,71 20
1
2 330,06 23
3
4 443,01
14
1
8 156,70 17
3
8 237,10 20
5
8 334,10 23
7
8 447,69
14
1
4 159,48 17
1
2 240,53 20
3
4 338,16 24 452,39
14
3
8 162,30 17
5
8 243,98 20
7
8 342,25 24
1
8 457,11
14
1
2 165,13 17
3
4 247,45 21 346,36 24
1
4 461,86
14
5
8 167,99 17
7
8 250,95 21
1
8 350,50 24
3
8 466,64
14
3
4 170,87 18 254,47 21
1
4 354,66 24
1
2 471,44
14
7
8 173,78 18
1
8 258,02 21
3
8 358,84 24
5
8 476,26
15 176,71 18
1
4 261,59 21
1
2 363,05 24
3
4 481,11
15
1
8 179,67 18
3
8 265,18 21
5
8 367,28 24
7
8 485,98
15
1
4 182,65 18
1
2 268,80 21
3
4 371,54 25 490,87
15
3
8 185,66 18
5
8 272,45 21
7
8 375,83 21
1
8 495,79
15
1
2 188,69 18
3
4 276,12 22 380,13 25
1
4 500,74
15
5
8 191,75 18
7
8 279,81 22
1
8 384,46 25
3
8 505,71
15
3
4 194,33 19 283,53 22
1
4 388,82 25
1
2 510,71
15
7
8 197,93 19
1
8 287,27 22
3
8 393,20 25
5
8 515,72
16 201,06 19
1
4 291,04 22
1
2 397,61 25
3
4 520,77
16
1
8 204,22 19
3
8 294,83 22
5
8 402,04 25
7
8 525,84
16
1
4 207,39 19
1
2 298,65 22
3
4 406,49 26 530,93
A
rea
= R
2
, donde = 3,14.
Perforacin de Hoyos 155
PERFORACIN DE HOYOS
La perforacin de hoyos se define como el ensanchamiento
del hoyo con un cortador de dimetro fijo, a diferencia de un
ensanchador de fondo que se activa hidrulicamente a una
profundidad determinada y que luego se cierra a un dimetro
menor, una vez que se finaliza el intervalo.
Los perforadores tpicamente, se utilizan para ensanchar
hoyos previamente perforados, este ensanchamiento es frecuen-
temente necesario para asegurar un espacio libre adecuado para
el cemento y el entubado.
Por ejemplo, una broca de 12
1
4 pulgadas perforara el hoyo
piloto, se hara uso entonces de un perforador de 17
1
2 pulgadas
para dar suficiente espacio para entubar y cementar un revesti-
dor de 13
3
8".
Smith ofrece una gama completa de perforadores y una lnea
completa de ensanchadores de hoyos:
Ensanchadores de dimetro fijo (FDHO) con cortadores SDD
hasta 26 pulgadas de apertura.
FDHO de hasta 40 pulgadas de dimetro de apertura.
Master Driller, con cortadores de segmentos de conos con
aperturas de hasta 36 pulgadas de dimetro.
Los Master Driller II, disponibles con cortadores Superdome
de diamante policristalino compacto (PDC) en los tamaos
requeridos.
Ensanchadores de hoyos disponibles en 26 tamaos variables
hasta 26 pulgadas de dimetro de apertura.
Perforacin de Hoyos 156
Pesos y Recomendaciones Rotativas
para Perforadores/Escariadores
Formaciones Suaves (Esquisto Arcilloso Suave, Arena,
Capas de Arcilla Roja):
Tamao del Tipo de Peso Velocidad
Agujero Cortador (libras) Rotativa (rpm)
5
7
8 - 7
7
8 Diente Fresado 5.000 - 10.000 50 - 75
8
1
8 - 11 Diente Fresado 10.000 - 15.000 90 - 120
11
1
4 - 15
1
4 Diente Fresado 10.000 - 25.000 125 - 150
15
1
2 - 19
1
2 Diente Fresado 10.000 - 25.000 125 - 150
19
3
4 - 26 Diente Fresado 15.000 - 25.000 125 - 150
Formaciones Medianas (Esquisto Arcilloso Mediano, Arena, Limo):
5
7
8 - 7
7
8 Diente Fresado 5.000 - 10.000 50 - 75
8
1
8 - 11 Diente Fresado 10.000 - 20.000 90 - 100
11
1
4 - 15
1
4 Diente Fresado 15.000 - 30.000 90 - 100
15
1
2 - 19
1
2 Diente Fresado 15.000 - 30.000 90 - 100
19
3
4 - 26 Diente Fresado 20.000 - 35.000 75 - 85
Formaciones Duras (Limo Duro, Dolomita, Cuarzita):
5
7
8 - 7
7
8 Tipo Botn 10.000 - 15.000 50 - 75
8
1
8 - 11 Tipo Botn 25.000 - 30.000 60 - 65
25.000 - 30.000* 35 - 40
11
1
4 - 15
1
4 Tipo Botn 35.000 - 45.000 60 - 65
30.000 - 45.000* 35 - 45
15
1
2 - 19
1
2 Tipo Botn 35.000 - 50.000 60 - 65
30.000 - 50.000* 35 - 45
19
3
4 - 26 Tipo Botn 35.000 - 45.000 50 - 60
30.000 - 45.000* 30 - 40
* TCI tipo botn para las formaciones extremadamente duras.
Nota: Todas las dimensiones aparecen en pulgadas a menos que se indique
lo contrario.
Perforacin de Hoyos 157
Dimetro Mayor Bsico Perforadores/Escariadores
Tamao Tolerancia
7
7
8 - 13
3
4 (Incl.) +
1
16 -
1
32
14 - 17
1
2 (Incl.) +
3
32 -
1
16
18 - 26 (Incl.) +
1
8 -
1
16
27 - 42 (Incl.) +
5
32 -
1
16
43 y mayores +
3
16 -
1
16
Notas:
1. Todas las dimensiones aparecen en pulgadas a menos que se indique
lo contrario.
2. Los dimetros mayores bsicos se aplican a SDD, GTA, STA, Master Driller
y a los escariadores.
3. A diferencia de las brocas de piedra, el dimetro mayor de los cortadores se
presenta segn preparado y no rectificado.
4. Los dimetros mayores bsicos indicados arriba no se aplican a aquellas
rdenes que requieren dimetros mayores especficos (Algunas aplicaciones
pueden exigir un control ms estricto del dimetro mayor).
5. Los dimetros mayores bsicos indicados arriba se aplican a las estructuras
de diente fresado y a las estructuras de corte TCI.
Perforacin de Hoyos 158
Perforador Tipo Master Driller
Perforacin de Hoyos 159
MASTER DRILLER
El Master Driller esta bien adaptado para formaciones suaves a
medianamente duras, en este rango encontramos una gran can-
tidad de formaciones y dimetros de hoyos. Esta herramienta
se utiliza tambin en donde existen restricciones en el tamao
de las mesas rotarias.
El cuerpo puede acomodar brazos en varios tamaos, esto
representa una ventaja en lugares con espacio limitado para
el equipo o problemas de logstica.
Los brazos de los cortadores pueden ser instalados debajo
de la mesa rotaria si existen restricciones en el tamao de la
misma.
La herramienta hace uso de conos especficamente diseados
para perforadores de hoyos. Existe una amplia seleccin,
incluyendo los de Insertos de Carburo de Tungsteno (TCI),
los de dientes fresados y cortadores PDC Superdome.
Todas las perforadoras Master Driller cuentan con boquillas
reemplazables para asegurar una limpieza efectiva del hoyo
y para el enfriamiento de los conos cortadores.
La conexin de caja inferior permite la seleccin de la broca
o del bullnose para la orientacin.
Servicio a la herramienta Master Driller
Resulta aconsejable limpiar la herramienta despus de su uso
y antes de almacenarla. La limpieza con vapor es preferible,
pero el lavado con solventes de petrleo o con combustible
diesel es aceptable.
Si la herramienta se pinta antes de su almacenamiento, evite
el escurrimiento de la pintura dentro de los orificios para los
pasadores y dentro de las superficies de rodamiento de los
cojinetes.
Recubra las conexiones de las juntas con un lubricante para
roscas suministrado con la herramienta y vuelva a colocar
los protectores suministrados para las roscas.
Perforacin de Hoyos 160
Cambio de los Cortadores
Remueva los tornillos de retencin (de 3/8") del pasador del
brazo (de 1/2 pulgada para el Master Driller Serie 15000-2).
Utilice un punzn-mandril suministrado con la herramienta
para golpear y sacar los pasadores de brazos en direccin
hacia los orificios de los tornillos retenedores de los pasadores
de brazo.
Descarte los pasadores de brazo y los tornillos retenedores de
los mismos, ya que stos se suministran con cada conjunto
nuevo de brazos.
Reponga el nuevo brazo cortador en la cavidad, engrase leve-
mente e instale los nuevos pasadores de los brazos con sus
respectivos tornillos de retencin
Cambio de los Orificios de Chorro
Limpie las roscas en el asiento del orificio.
Instale nuevos empaques de o-ring en la ranura correspon-
diente y enrosque la boquilla en el asiento.
Las boquillas para chorro se encuentran disponibles en
tamaos estndar (en incrementos de 1/23vo.)
Cambio de los Bujes de los Pasadores de Brazos
Luego de haber utilizado varios juegos de cortadores con la
herramienta, los pasadores de brazo comienzan a aflojarse
cuando son instalados en los orificios de los brazos debido
a desgaste y stos debern reemplazarse por bujes nuevos.
stos bujes pueden ser removidos mediante prensado o hin-
cado, para su reemplazo.
El buje en el lado que tiene el tornillo de retencin del pasa-
dor del brazo puede ser removido en cualquier direccin,
el buje del lado opuesto, slo puede ser removido hacia la
cavidad del brazo.
El calor no es ni necesario ni deseable para la remocin de
los bujes.
Despus de limpiarse y engrasarse levemente los orificios
de los pasadores, los bujes de pasadores de brazo engrasados
pueden ser reemplazados mediante prensado o hincado hacia
su sitio. Reemplace primero el buje corto en el lado sin
el tornillo retenedor del pasador de brazo.
Perforacin de Hoyos 161
Cuerpo
Examine el cuerpo, verifique si hay desgaste excesivo.
Las siguientes zonas son criticas:
1. El borde refrentado de las almohadillas piloto de limpieza.
2. El rea del faldn del segmento del cortador.
3. Las boquillas y sus anillos de retencin.
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
6
2
Master Driller
Longitud total
Longitud del cuello
de pesca
Conexin del
pasador superior
Dimetro
del cuerpo
Dimetro
del cuello
de pesca
Conexin de la
caja inferior
Dimetro
del cuello
inferior
Dimetro
de la
abertura
estndar
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
6
3
Dimetro
Cuello de Pesca Conexiones API Reg.
Dimetro Mnimo del
Cuerpo de Abertura Agujero Dimetro Longitud Pasador Caja Peso
Serie Estndar Piloto del Cuerpo Longitud Dimetro Total Superior Inferior (libras)
8200 12
1
4 8
1
2 8
1
4 24 8 60 6
5
8 4
1
2 640
9500
12
1
4 8
1
2 9
1
2 24 8 67 6
5
8 6
5
8 915
14
3
4 9
1
2 9
1
2 24 8 67 6
5
8 6
5
8 915
11000
17
1
2 9
1
2 11
5
8 24 8 70 6
5
8 6
5
8 1.100
22
5
8 9
1
2 11
5
8 24 8 70 6
5
8 6
5
8 1.100
17
1
2 9
1
2 15
5
8 24 10 74 7
5
8 7
5
8 1.900
15000 26
5
8 12
1
4 15
5
8 24 10 74 7
5
8 7
5
8 1.900
36
5
8 24
5
8 15
5
8 24 10 74 7
5
8 7
5
8 1.900
Notas:
1. Todas las dimensiones aparecen en pulgadas a menos que se
indique lo contrario.
2. Todos los pesos son aproximaciones.
Instrucciones de Pedido:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca del
Master Driller, tenga la bondad de especificar:
1. Cuerpo serie.
2. Dimensiones de perforacin.
3. Dimensiones del agujero piloto.
4. Conexiones superiores e inferiores, si no son estndar.
5. Dimetro del cuello de pesca, si no es estndar.
6. Tipo de formacin (suave, mediano).
Especifiaciones del Master Driller
Perforacin de Hoyos 164
Perforador SDD de Dimetro Fijo
Perforacin de Hoyos 165
PERFORADORES SDD DE DIAMETRO FIJO
Los perforadores de hoyos tipo SDD estn diseados para ser
utilizados en formaciones suaves a medianamente duras, arci-
llas y lutitas suaves y calizas medias. La herramienta es parti-
cularmente efectiva en formaciones pegajosas en donde existen
problemas de embolamiento o aglomeracin.
El perforador SDD cuenta con cortadores desmontables que
pueden ser fcilmente reemplazados en el piso del taladro.
Todo perforador SDD cuenta con chorros con boquillas difuso-
ras reemplazables detrs de cada cortador para la limpieza de
stos, la prevencin del embolamiento y el aseguramiento de
una penetracin veloz.
En tamaos de 17
1
2" y mayores, existen tres chorros adicio-
nales con boquillas reemplazables para asegurar una limpieza
efectiva del hoyo.
Servicio a las Herramientas Tipo SDD
Lave el perforador tan pronto como sea posible luego de su
extraccin, limpie el lodo y los ripios que cubren a los corta-
dores, igualmente los espacios entre cortadores y las superfi-
cies de los cojinetes de las piernas de los cortadores, limpie
las ranuras para llaves en los retenes de las boquillas.
Enjuague los conductos de circulacin con agua hasta lograr
un flujo a plena capacidad a travs de todas las boquillas y
a travs del dimetro interno hasta la caja de conexin.
Permita el drenaje y secado del perforador, sople los conduc-
tos de circulacin de ser posible.
Boquillas
Limpie e inspeccione todas las boquillas para chorro, verifique
si hay grietas, melladuras y daos producidos por erosin,
si la boquilla o el retenedor estn daados, reemplace con
el ensamble adecuado.
Nota: Los perforadores SDD de 15 pulgadas y de menor
tamao, poseen tres difusores fijos para chorro localizados
directamente detrs de los cortadores. Los perforadores de
17
1
2" y de mayor tamao poseen seis boquillas para chorros:
tres boquillas difusoras detrs de los cortadores y tres boqui-
llas para chorro localizados entre los cortadores, para
la limpieza del hoyo.
En las boquillas roscadas, limpie e inspecciones las roscas de
los casquillos, o-rings y superficies de sellado de los o-rings.
Si las roscas estn daadas, repselas utilizando un roscador
a un mnimo de siete roscas completas, reponga el o-ring si
est daado.
Para reemplazar la boquilla difusora detrs del cortador,
remueva la boquilla existente mediante soldadura arco aire
Perforacin de Hoyos 166
alrededor de la misma, esmerile el rea del hombro para
remover toda la escoria y depsitos de carbn, instale un
nuevo ensamble y realice soldadura de puntos de
3
4 pulgada
de longitud, suelde el lado opuesto utilizando una varilla de
1
8" AWS E-7918. Quite la escoria.
Para reemplazar una boquilla roscada, primero, engrase el
o-ring e instlelo en el casquillo debajo de la seccin roscada
y luego engrase las roscas del casquillo. Aplique una capa de
grasa a la superficie de sello del o-ring y a las roscas del rete-
nedor. Atornille el retenedor dentro del casquillo, apriete el
retenedor con la herramienta (llave) para boquillas.
Cortadores y Piernas
Si los cortadores son reutilizables, reengrselos inmediatamente.
Los cortadores en los perforadores de 15 pulgadas y de menor
tamao pueden ser reengrasados a travs del pasador princi-
pal. Remueva el tornillo de cabeza de la parte superior del
pasador e instale los accesorios.
Los cortadores en los perforadores de 17
1
2" y de mayor
tamao pueden ser engrasados primeramente, removiendo
primero los cortadores y luego bombeando grasa a travs de
un tapn de bola localizado en el mun. Los cortadores
pueden ser removidos de la siguiente manera:
1. Quite el tornillo de retencin del pasador principal locali-
zado en el orificio del pasador de la pierna.
2. El portapasador principal puede ser removido conectando
un extractor de pasadores de cortador al agujero roscado
en el tope del pasador hasta que deslice libremente. El
cortador puede ahora separarse del cuerpo.
De ser necesario, remueva los cortadores para inspeccionar las
piernas y los pasadores principales verificando si hay daos por
desgaste.
1. Los cortadores en los perforadores de 15 pulgadas y ms
pequeos pueden ser removidos expulsando el pasador
de resorte fuera de la pierna y sacando el pasador princi-
pal con un punzn-mandril y un martillo.
2. Para perforadores de 17
1
2" y de mayor tamao, siga
el mismo procedimiento arriba descrito para la remocin
de los cortadores.
3. Realice un lavado del pasador principal, dimetro interno
del ensamble del cortador, y de las superficies y dimetros
internos de las piernas, con solvente. Inspeccione todas
las superficies coincidentes por si existen seales de
daos por erosin o roce excesivo.
4. Si el pasador principal esta daado o con desgaste exce-
sivo, debe ser reemplazado pasadores principales de
reemplazo son suministrados con graseras, pasadores
de retencin y tornillos nuevos.
Perforacin de Hoyos 167
5. Si toda la estructura del cortador esta daada, instale un
juego de cortadores nuevo.
Si el buje de la pierna (perforadores de 17
1
2" y mayor
tamao) esta daado o desgastado, reemplcelo.
Las piernas debern ser reemplazadas si (1) tienen desgaste o
daos excesivos en el rea del faldn, o (2) se le ha detectado
grietas por la inspeccin con partculas magnticas. El reem-
plazo ser de la manera siguiente:
1. Materiales de soldadura
- Utilice electrodos de 1
1
8" o de
3
16 pulgada AWS E 12018
o electrodos AWSE120T.
- El recubrimiento de los electrodos de soldar debe mante-
nerse seco para impedir la fragilizacin por hidrgeno.
Almacnelo a 200 F (93C) despus de abrir el contene-
dor. Si el electrodo ha sido expuesto al aire hmedo, se
debe calentar (hornear) por una hora a 700 F (371C),
nunca realice esta operacin a temperaturas por encima
de 800F (427C).
2. Remocin de la pierna
Utilice un arco de carbn de
3
8 pulgada para la elimina-
cin, y aire de servicio a un mnimo de 90 psi.
Comience con la eliminacin de la pierna produciendo
con el arco una abertura frente a la pierna a
1
8" por
encima de la base para localizar la costura, remueva la
soldadura alrededor dejando la soldadura en la parte
posterior de ltimo.
Esmerile la base para eliminar escoria y depsitos de
carbn.
3. La Conexin de la pierna
Los biselados de soldadura de la base de la pierna deben
ser esmerilados o tratados por arco aire para eliminar
cualquier precipitado de carburo antes de la soldadura.
Elimine toda grasa, suciedad o pintura en las zonas de
soldadura.
Posicione las piernas, revise que el dimetro mayor
bsico del perforador sea el correcto, los nuevos ensam-
bles de corte deben estar temporalmente en su sitio.
De ser necesario utilice calzas.
Realice la soldadura de puntos de la pierna con puntos
de soldadura de 1 pulgada de longitud en los cuatro
lados. Utilice varillas de
1
8 o
3
16 de pulgada AW E120T.
Pre-caliente la base de la pierna a 700F (371C) a
800 F (427C) y verifique la temperatura con un
TEMPSTICK. Deposite un paso de raz utilizando una
varilla AWS E120T de 3
1
16. Realice un patrn alternante
o interrumpido en los lados de la pierna. Todas las sol-
daduras debern ser en filetes de cordones mltiples o
Perforacin de Hoyos 168
soldaduras en bisel. La temperatura de interpasos en
todas las soldaduras ser de 371C (700F).
Elimine la escoria y realice martillado de las soldaduras,
el martillado de todas las soldaduras es recomendable ya
que induce esfuerzos residuales favorables e impide el
agrietamiento, el martillado deber ser lo suficientemente
fuerte para causar que la superficie ceda, sin embargo
este procedimiento, no remueve esfuerzos encerrados si
el metal de la soldadura est fro. Es recomendable reali-
zar el martillado inmediatamente despus de depositar el
metal de la soldadura.
Enfre el cuerpo, preferiblemente con Vermiculita.
Inspeccione todas las soldaduras con el mtodo de
partculas magnticas y repare si es necesario.
Se requiere calibracin anular final utilizando cortadores
nuevos para asegurar el mantenimiento del dimetro
correcto mayor del perforador. (Ver las tolerancias del
dimetro mayor bsico del perforador en la pgina 157).
Reparacin del Cuerpo
Examine el cuerpo en busca de desgaste excesivo, las reas
crticas son las siguientes:
1. El borde del refrentado duro de las almohadillas de
desgaste para hoyos piloto.
2. El rea del faldn de las piernas.
3. Los casquillos retenedores de las boquillas para chorros.
4. Las zonas de refrentado duro los lados exteriores de
las piernas.
Las superficies con refrentado pueden ser reparadas en el
campo, el depsito metlico resultante no igualar la dureza
del carburo de tungsteno, pero si se aplica apropiadamente,
proveer una proteccin adicional contra el desgaste al cuerpo
del perforador.
1. Utilice varillas equivalentes a Servcotube de malla 40/60
en dimetros de
3
16 o
5
32.
2. Fije la mquina de soldar para su funcionamiento a
150/200 miliamperios a 30/40 voltios para la varilla de
5
32 y 200/269 amp a 30/40 voltios para la varilla de
3
16,
se puede usar corriente AC o DC (cualquiera de las polari-
dades puede ser utilizada).
3. Precaliente la zona donde se colocar la nueva superficie
de refrentado a 300F (149C).
4. Aplique el refrentado duro como cordn oscilante o en
hilera en dos pases hasta un espesor mximo de
1
8.
Si se aplican cordones oscilantes, el cordn no exceder
2
1
2 veces el dimetro de la varilla.
Perforacin de Hoyos 169
Instalacin de los Cortadores
Unte una capa ligera de grasa sobre el pasador principal,
dimetro interior de las piernas y de los cortadores en
los muones.
Posicione el cortador en pierna con el dispositivo antirotacin
contra el buje de enclavamiento en el cuerpo.
Empuje el pasador principal a travs de la pierna y dimetro
del mun, dentro del buje de enclavamiento localizado en
el cuerpo.
En perforadores de 15 pulg. y de menor tamao, gire el pasa-
dor principal hasta que el orificio de retencin se alinee con
el de la pierna. Para perforadores de 17 pulg. y de mayor
tamao, empuje el pasador hacia abajo hasta que libre el orifi-
cio localizado a un lado del dimetro interior de la pierna.
Inserte el pasador del resorte de retencin o instale los torni-
llos de cabeza del casquillo si es aplicable. Los tornillos de
cabeza deben apretarse a 150 pies/libra como mximo.
Los cortadores almacenados deben estar completamente
engrasados, sin embargo, pueden reengrasarse utilizando
el procedimiento descrito anteriormente en la seccin
"Cortadores y Piernas".
Prevencin de la Corrosin
Despus de una limpieza cuidadosa, recubra las siguientes
superficies con un compuesto anticorrosivo de buena calidad:
Roscas de las juntas de tubera y hombros.
Caras internas de las piernas y del cuerpo.
Dimetros internos principales de las piernas.
Extremos de los cortadores y dimetro interior principal.
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
7
0
Perforador SDD
Longitud total
Longitud del cuello
de pesca
Conexin del
pasador superior
Dimetro
del cuello
de pesca
Conexin de la caja inferior
Dimetro
del cuello
inferior
Longitud del
cuello inferior
Dimetro de
la abertura
estndar
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
7
1
Especifiaciones del Perforador SDD
Cuello de Pesca Cuello Inferior
Dimetro Dimetro Peso Peso de
de Mnimo con Cortadores
Abertura del Agujero Conexiones Conexiones Longitud Cortadores por Juego Anima
Estndar Piloto Longitud Dimetro API Reg. Longitud Dimetro API Reg. Total (libras) (libras) Est.*
7
7
8 5
3
8 24 5
3
4 4
1
2 30 5 Bullnose 73 460 11 1
8
1
2 - 8
3
4 6
1
8 24 5
3
4 4
1
2 12 5
1
8 3
1
2 55 380 17 1
9
1
2 - 9
7
8 6
1
4 24 7
3
4 6
5
8 12 5
1
4 3
1
2 59 685 23 1
12
1
4 8
1
2 24 8 6
5
8 12 5
3
4 4
1
2 61 750 48 1
1
2
14
3
4 - 15 9
7
8 24 8 6
5
8 12 8 6
5
8 68 930 68 1
1
2
17
1
2 9
7
8 24 8 6
5
8 12 8 6
5
8 68 1.000 108 1
1
2
20 12
1
4 30 8 6
5
8 12 8 6
5
8 68 1.200 108 1
1
2
22 12
1
4 30 8 6
5
8 - 7
5
8 12 8 6
5
8 70 1.800 240 1
1
2
24 14
3
4 30 8 - 9 6
5
8 - 7
5
8 12 9 7
5
8 70 1.850 240 1
1
2
26 14
3
4 30 8 - 9 6
5
8 - 7
5
8 12 9 7
5
8 70 1.900 240 1
1
2
* El nima estndar es el nima en el fondo de la herramienta. El nima superior es
ms grande.
Notas:
1. Todas las dimensiones aparecen en pulgadas a menos que se indique lo contrario.
2. Todos los pesos son aproximaciones.
3. Los juegos de cortadores de repuesto incluyen todas las piezas necesarias para el reemplazo.
4. Los desbastadores se encuentran disponibles por peticin.
Instrucciones de Pedido para los Cortadores:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca de los cortadores, tenga la
bondad de especificar:
1. Tipo de formacin (suave, mediano, entreduro).
2. Dimensiones del agujero
Instrucciones de Pedido:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca de los perforadores SDD,
tenga la bondad de especificar:
1. Dimensiones del agujero piloto.
2. Dimensiones del agujero
3. Conexiones superiores e inferiores, si no son estndar.
4. Dimetro del cuello de pesca, si no es estndar.
Perforacin de Hoyos 172
Perforadores de Dimetro Fijo GTA
Perforacin de Hoyos 173
PERFORADORES DE DIAMETRO FIJO GTA
Estas herramientas se utilizan principalmente para hoyos para
revestidores de superficie, la seleccin de los cortadores permite
que la herramienta trabaje en una amplia variedad de formacio-
nes, desde las blandas hasta las duras y abrasivas.
Caractersticas
Los cortadores GTA se presentan en tamaos desde 26 hasta
42 pulgadas.
Poseen cortadores desmontables que pueden ser reemplaza-
dos fcilmente en el taladro.
Sus cuellos de pesca son de gran longitud y pueden ser
ensamblados debajo de la mesa rotaria al existir limitaciones
en el tamao.
Todos los perforadores GTA poseen boquillas reemplazables
para asegurar una limpieza efectiva del hoyo.
Servicio a las Herramientas GTA
Lave el perforador tan pronto salga del hoyo. Limpie el lodo y
los ripios de los cortadores, las superficies de los cojinetes de
las piernas y la superficie externa de los cortadores y la gar-
ganta de las piernas. Limpie las ranuras para herramientas en
los casquillos retenedores de las boquillas.
Lave los conductos de circulacin con agua hasta que visua-
lice la salida del flujo por todas las boquillas y por el dimetro
interno de la conexin de caja. Permita el drenado y secado,
de ser posible, sople los pasajes de circulacin.
Boquillas
Utilice la herramienta (llave para boquillas) para remover el
retenedor de boquilla del casquillo.
Limpie e inspeccione todas las roscas de los casquillos de las
boquillas. Asegrese que las superficies estn limpias y sin
daos, si las roscas estn daadas, repselas con una aterraja-
dora de 1
1
2 pulgada 12 NF, aterraje hasta una profundidad
mnima de
3
4 pulg.
Perforacin de Hoyos 174
Inspeccione los o-rings, verifique si poseen abrasin, cortadu-
ras u otros daos, si estn daados, o muestran seales de
deformacin permanente, reemplcelos.
Revise el retenedor y las boquillas, asegrese que las roscas y
superficies de sello estn limpias y sin daos.
Si el retenedor o la boquilla para chorro estn daados, reem-
place el ensamble con una boquilla de la serie 95 de Smith
Tool con el dimetro de orificio necesario.
Para reemplazar una boquilla, primero engrase el o-ring e
instlelo en el casquillo debajo de la seccin roscada, luego,
engrase los hilos del casquillo, aplique una capa de grasa a la
superficie de sello del o-ring y a las roscas del retenedor y
atornille el mismo dentro del casquillo. Apriete el retenedor
con la llave para boquillas.
Cortadores y Piernas
Si los cortadores pueden volverse a utilizar, reengraselos de
inmediato, remueva el pasador de retencin externo para
obtener acceso al accesorio de lubricacin y bombee una
grasa de alta calidad de base de Disulfato de Molibdeno a
travs del pasador principal, dentro del centro del anillo del
cojinete. Gire el cortador y bombee para que se distribuya
la grasa a travs del cojinete. De ser necesario, remueva
los cortadores de la siguiente manera:
1. Los pasadores principales GTA se liberan por remocin
del prisionero de
7
8 12 NF en el extremo del pasador
principal y luego insertando el retenedor lateralmente
fuera del pasador principal y pierna.
Nota: un pasador retenedor sencillo se utiliza en el
exterior de la pierna en perforadores de pequeo dime-
tro. El extremo interno del pasador es inaccesible.
2. Ahora el pasador principal puede ser extrado con un
extractor de pasadores principales. En las GTA, los pasa-
dores principales utilizan el prisionero de dimetro de
rosca
7
8.
3. Utilice la porcin deslizante tipo martillo del extractor
para martillar el pasador principal hasta que deslice libre-
mente del ensamble del cortador y la pierna. Ahora el
cortador puede salir del cuerpo.
4. Utilice solventes para lavar y limpiar el pasador principal,
el dimetro interno del ensamble de los cortadores, las
caras y dimetros internos de las piernas, inspeccione
todas las superficies coincidentes por daos, raspaduras o
desgaste excesivo.
Perforacin de Hoyos 175
5. Si el pasador principal est desgastado o daado deber
reemplazarse. Los pasadores principales de reemplazo
se suministran con una engrasadera nueva, tornillos de
cabeza y pasadores retenedores.
6. Si el anillo del cojinete del cortador est daado,
reconstruya el cortador de acuerdo al manual del equipo
de herramientas. La reconstruccin del anillo y la pierna
no deber exceder .040 pulgadas.
7. La tolerancia entre el extremo del anillo (camisa)
del cojinete y la pierna no deber exceder 0.40 Pulg.
La pierna deber reemplazarse si:
1. El dimetro interno del pasador principal se daa
o est en una medida superior a 2.520 pulg.
2. La superficie antirotacin (plana) de la pierna est
deformada en una medida mayor a .060 pulgadas.
3. Se detecten grietas por inspeccin de partculas
magnticas. El reemplazo deber ser como se indica
a continuacin:
Materiales de Soldadura
1. Utilice una varilla de bajo hidrgeno AWS E7018 de
1
8 o
3
16 de pulgada.
2. El recubrimiento de la varilla de soldar deber mantenerse
seco para impedir la fragilizacin por hidrgeno.
Almacnese a 2000 F (93C) despus de abrir el conte-
nedor. Si la varilla ha sido expuesta al aire hmedo,
calintelo por una hora a 700F (371C). No caliente a
temperaturas por encima de 800F (427C),
3. Utilice la mquina colocada a 30 / 35 voltios a 130/150
amperios para el electrodo de
3
16.
Remocin de la Pierna
1. Utilice un arco con electrodos de carbn de
3
8 para
la remocin, y aire del taller a 90 psi de presin
como mnimo. Los ajustes de la mquina debern ser
78/80 voltios a 300/350 amperios.
2. Comience la remocin de la pierna produciendo una
ranura con el arco frente a la pierna
1
8 pulg. Por encima
de la placa base para ubicar la costura. Remueva la
soldadura alrededor dejando la soldadura transversal
de ltimo, este procedimiento es tambin correcto
para remover la pierna.
3. Esmerile la base remanente segn lo requerido para la
remocin de la escoria y de los depsitos de carbn.
Perforacin de Hoyos 176
Unin de la Pierna
1. Todas las piernas se suministran con sujetadores tempora-
les de acero, soldados ambos lados de la pierna para
minimizar la distorsin. Deje los sujetadores en su sitio
hasta que se realice la soldadura del ensamble.
2. Los biseles de soldadura de la base de la pierna deben ser
esmerilados o tratados con arco de aire para la remocin
de cualquier precipitado de carburo antes de la soldadura.
3. Limpie cualquier grasa, contaminacin o pintura de las
reas a ser soldadas.
4. Fije las espigas y posicione las piernas, revise el dimetro
correcto del perforador con los nuevos cortadores coloca-
dos temporalmente en sus posiciones.
5. Realice soldadura por puntos con cordones de 1 pulg. De
longitud en los cuatro lados. Utilice varillas de soldar de
1
8 o
3
16 pulg. AWS E7018.
6. Pre-caliente la base de la pierna a 150F (66C) y verifi-
que la temperatura con un TEMPSTIK. Deposite un paso
de raz utilizando una varilla de
3
16 pulg. AWS E7018.
Realice patrones de pasos alternos a los lados de la
pierna. Todas las soldaduras sern soldaduras en filetes
o en bisel con pases mltiples. Los ajustes de la tempera-
tura de interpaso de todas las soldaduras ser 250 F
(121C). Lo ajustes de la mquina: 30/35 voltios a
130/150 amperios.
7. Remueva la escoria y martillee las soldaduras. El marti-
lleo de todas las soldaduras es recomendable para la
induccin de esfuerzos residuales favorables e impedir
el agrietamiento, este procedimiento debe ser suficiente-
mente fuerte para causar que ceda la superficie, sin
embargo, no remover esfuerzos encerrados si el metal
est fro cuando se martillea, se recomienda el martilleo
inmediato de cada pase luego del depsito del metal de
aporte.
8. Realice inspeccin de partculas magnticas y repare
segn sea necesario.
9. Remueva los sostenedores y esmerile el exceso de
las soldaduras puntuales.
10. La unin de las piernas se realiza segn los prrafos
2 al 8 utilizando un dispositivo especial de fijacin de
la pierna. Realice el anclaje y el montaje de sujecin
con una varilla o un perno, deslice uno de los ensambles
(cortador y pierna) sobre el pasador principal del disposi-
tivo con una calza de 0.040 pulgadas entre el cortador y
Perforacin de Hoyos 177
la pierna. Coloque el bloque biselado, arandela con
tuerca sobre el pasador y apriete todo el conjunto en posi-
cin. Realice la soldadura como se especifica arriba.
11. Se requiere calibracin anular final al utilizar cortadores
nuevos para asegurar el mantenimiento del dimetro
correcto del perforador (vase tolerancias del perforador,
pgina ___).
Tolerancias de las piernas
1. Luego de la instalacin de un ensamble cortador nuevo y
pasador principal, la tolerancia total entre el anillo del
cojinete y la cara de la pierna no deber exceder 0.040
pulgadas ni deber ser menor de 0.020 pulg.
2. Martilleo: el enderezamiento de la pierna con martilleo es
recomendable, de ser necesario, la apertura de la pierna
para la tolerancia apropiada se realiza por el martilleo en
la porcin interna de la horquilla. Para el cierre de la
pierna, martillee en la porcin externa.
3. Calentamiento: el enderezamiento de la pierna por calen-
tamiento, an cuando este procedimiento es satisfactorio,
requiere de un cuidado extremo para que los dimetros
internos para que los dimetros internos de los pasadores
principales no excedan 425F (218C) en cualquier
momento, las porciones verticales de las piernas pueden
ser calentadas hasta un mximo de 1,200F (649C), de
ser necesario, siempre que no se excedan las temperatu-
ras mximas del dimetro interno del pasador principal
425F (218C). Durante este proceso, las temperaturas
deben ser verificadas por medio de un TEMPSTICK.
Reparacin del Cuerpo
Verifique la presencia de desgaste excesivo en el cuerpo,
las reas crticas son las siguientes:
1. El borde refrentado de las placas de rimado para hoyo
piloto que proveen soporte a las boquillas de chorro
de circulacin.
2. El rea del faldn de la pierna.
3. Los casquillos retenedores de las boquillas.
4. La superficie fresada de la porcin externa de la pierna.
Las superficies refrentadas pueden ser reparadas en el campo,
el metal depositado no tendr la misma dureza que el carburo
de tungsteno, pero si se aplica correctamente, proveer de una
proteccin adicional al cuerpo del perforador.
1. Utilice electrodos de soldadura equivalentes a Servcotube
de malla 40/60 para los dimetros de electrodos de
3
1666 o
5
32 pulgadas.
Perforacin de Hoyos 178
2. Ajuste la mquina de soldar a 150/200 amperios y
30/40 voltios para el electrodo de
3
16, AC o DC,
se puede utilizar cualquiera de las polaridades.
3. Pre-caliente el rea a ser recubierta hasta que la tempera-
tura alcance de 300F (149C) a 400F (204C).
Advertencia: No caliente el rea de la pierna con carburo
de tungsteno por encima de 425F (218C), bajo ninguna
circunstancia.
4. Aplique el refrentado en forma de un slo cordn o cor-
dn oscilante en dos pases a un espesor mximo de 1
pulg. Si se aplican cordones oscilantes, la anchura del
cordn no debe exceder 2
1
2 veces la longitud el dimetro
de la varilla de soldadura.
Instalacin de los Cortadores
Unte una capa ligera de grasa sobre el pasador principal, los
dimetros internos de las piernas y dimetro interno del anillo
del cojinete (asegrese de tener los o-rings en su sitio dentro
del dimetro interno del anillo).
Coloque en posicin el cortador en la pierna con el dispositivo
antirotacin a ras con la superficie plana de la porcin externa
de la pierna.
Empuje el pasador principal a travs de la pierna y el orificio
del anillo del cojinete, y dentro de la parte interna de la pierna
hasta que se alineen los orificios del pasador retenedor.
Precaucin: el extremo cuadrado del pasador principal es el
extremo interno y el extremo biselado debern estar a ras o
levemente debajo de la cara plana externa de la pierna.
Utilizando la ranura en el extremo del pasador principal, gire
el mismo hasta que los orificios del pasador retenedor estn
alineados con los orificios de la pierna.
Inserte los pasadores retenedores con el lado aplanado hacia
el orificio del prisionero y centrado sobre el mismo, la ranura
para destornillador en el extremo del pasador principal debe
estar paralelo con la porcin plana para ayudar a la alinea-
cin. Apriete los tornillos a 100 pies/lb de torque como
mximo.
Los cortadores provenientes del almacenaje deben estar com-
pletamente engrasados, sin embargo, pueden re-engrasarse
cuando estn en el cuerpo.
Perforacin de Hoyos 179
Prevencin de la Corrosin
Despus de una limpieza minuciosa, recubra las siguientes
superficies con un compuesto antioxidante de calidad.
Roscas y hombros de las juntas de herramienta.
Caras internas de las piernas o en el caso de cuerpos peque-
os, las caras de las piernas y del cuerpo.
Dimetros internos del pasador principal de la pierna.
Extremos del anillo del cojinete del cortador y dimetro
interno principal.
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
8
0
Perforador GTA
Longitud total
Longitud del cuello
de pesca
Conexin del
pasador superior
Dimetro
del cuello
de pesca
Conexin de la caja inferior
Longitud
del cuello
inferior
Dimetro
de la
abertura
estndar
Dimetro
del cuello
inferior
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
1
8
1
Especifiaciones del Perforador SDD
Cuello de Pesca Cuello Inferior Cuerpo
Dim. de Dim. Mn. Conexiones Conexiones Dimetro
Abertura del Agujero API Reg. del API Reg. de Mnimo
Estndar Piloto Longitud Dimetro Pasador Sup. Longitud Dimetro la Caja Inf. Longitud del Anima
26 14 60 19
1
2 6
5
8 - 7
5
8 12 9
1
2 7
5
8 96 1
28 16 60 19
7
8 6
5
8 - 7
5
8 12 9
1
2 7
5
8 96 1
30 18 60 19
7
8 6
5
8 - 7
5
8 12 9
1
2 7
5
8 100 2
32 20 60 10 7
5
8 - 8
5
8 15 9
1
2 8
5
8 100 2
34 22 60 10 7
5
8 - 8
5
8 15 9
1
2 8
5
8 101 2
36 24 60 10 7
5
8- 8
5
8 15 9
1
2 8
5
8 103 3
38 26 60 10 8
5
8 15 9
1
2 8
5
8 106 3
40 28 60 10 8
5
8 15 9
1
2 8
5
8 106 3
42 30 60 10 8
5
8 15 9
1
2 7
5
8 106 3
Notas:
1. Todas las dimensiones aparecen en pulgadas a menos que se indique lo contrario.
2. Todos los pesos son aproximaciones.
3. Los juegos de cortadores de repuesto incluyen todas las piezas necesarias para el
reemplazo.
4. Los estuches de reconstruccin de cojinetes del cortador se encuentran disponibles
por encargo especial.
Instrucciones de Pedido para los Cortadores:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca de los cortadores, tenga
la bondad de especificar:
1. Dimensiones del agujero
2. Formacin suave o mediana.
3. Cortador con insercin de diente fresado o de carburo de tungsteno. Los cortado-
res de carburo de tungsteno estn disponibles para los perforadores GTA y STA.
Instrucciones de Pedido:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca de los perforadores
GTA, tenga la bondad de especificar:
1. Dimensiones del agujero piloto.
2. Dimensiones del agujero
3. Conexiones superiores e inferiores, si no son estndar.
4. Dimetro del cuello de pesca, si no es estndar.
5. Las especificaciones para dimensiones intermedias o dimensiones mayores de
42 pulg. estn disponible por encargo.
Perforacin de Hoyos 182
Modelo Direccional con
Cuerpo Monobloque
Modelo 6980, Tipo Estndar,
con Pasador Arriba/Caja abajo
Perforacin de Hoyos 183
AMPLIADORES
Los ampliadores estn disponibles en 26 tamaos para proveer
ampliaciones de hoyos desde 6 hasta 36 pulgadas.
Tipos de Cuerpos
El modelo estndar se suministra con la caja hacia abajo para
su uso con una broca convencional como piloto, pero tambin
puede ser utilizado con un bullnose. Los debastadores (bull-
nose) especificados pueden ser de tipo redondo o de tipo
sidehill.
El modelo direccional posee un bullnose integral o espoln
hacia abajo (stinger down).
El modelo Cluster, con cuatro o seis cortadores, es para hoyos
mayores a 26 pulg. con la capacidad de ampliar un hoyo de
17
1
2 pulg. a 36 o 42 pulgadas en una sola pasada.
Caractersticas
Sistema rgido de enclavamiento que mejora la seguridad y la
vida til del cortador eliminando la rotacin del anillo, pero
permitiendo la libre rotacin del cortador sobre cojinetes de
bola y rodillo.
La circulacin con chorros y el diseo eficiente permiten cor-
tes a bajo costo por pi, las boquillas, posicionadas entre cada
uno de los tres cortadores dirigen el flujo hacia el hombro del
hoyo ensanchado, stos pueden cambiarse de acuerdo a la
capacidad de bombeo o los programas hidrulicos.
El reemplazo de los cortadores en el taladro es rpido y fcil,
no hay necesidad de utilizar sopletes o soldadura.
La intercambiabilidad de los cortadores permite el uso de un
tamao dado a ser utilizado en ms de un tamao de cuerpo.
Confiabilidad a largo plazo debido a la facilidad de intercam-
bio de piezas y portaboquillas, asegurando as una vida til
mayor y un retorno completo a la inversin en esta herra-
mienta.
La capacidad de adaptacin a la formacin provee la estruc-
tura correcta de corte para el tipo de roca maximizando as el
rendimiento de la herramienta.
Perforacin de Hoyos
PROCEDIMIENTOS DE REPARACIN Y SERVICIO
EN EL CAMPO PARA LOS ENSANCHADORES 0625,
2600 Y M6980
Antecedentes del Diseo y la Construccin
1. 0625-1250 - Cuerpos Estndar de Barra Maquinada,
3 Chorros tipo cavidad (bolsillo) (de el 1250, de fabricacin
reciente, posee 3 chorros de tipo aleta).
2. 1550 2600 Cuerpos de acero moldeado, 3 chorros tipo
bolsillo y 3 chorros tipo aleta (dos tipo de casquillo retene-
dores de chorros de aleta disponibles).
3. 1550 2600 Cuerpos Estndar de Barra, 3 Chorros tipo
bolsillo y 3 Chorros de aleta (2 tipos de retenedores de
chorros de aleta disponibles).
4. Los Chorros detrs de los bolsillos estn montados en un
portaboquillas que est soldado dentro del cuerpo.
Los chorros estndar de aleta se sostienen por tubos de
lavado que van soldados en posicin en un canal formado
por un par de guardarieles para chorros de aleta. El pasaje
del agua se completa con placas de cobertura entre el cuerpo
y el tubo de lavado, tambin una placa se suelda en la parte
superior del tubo de lavado a los guardarieles en calidad de
protector mecnico que impide dao a los tubos de lavado.
5. En la fbrica, el ensamble de los cuerpos se realiza mediante
el uso de calibradores, otros dispositivos etc. en el campo,
se puede utilizar un cortador nuevo como calibrador.
6. Pasadores de enclavamiento (sujetan al pasador del cortador
al brazo).
a. Pasadores de resorte doble son ms adecuados para las
labores de excavacin suave, haciendo uso de cortadores
de dientes fresados para formaciones suaves o cortadores
del mismo tipo para formaciones medianas o duras.
En la 1550 y herramientas de mayor tamao, se utiliza un
segundo tipo:
b. Pasadores slidos fijados en su sitio mediante el uso de
pasadores concntricos (dobles) de resorte corto, disea-
dos para los cortadores de botn o las tareas de excava-
cin dura.
Este diseo tiene como fin que los pasadores y bujes sean
los componentes principales de desgaste prescindibles durante
la vida til del cuerpo de la herramienta. En excavaciones sua-
ves, por lo general, el cuerpo sale sin que se necesite realizar
reparacin alguna, de manera que el servicio a los bujes del
brazo ser un requisito a largo plazo, por otro lado, en excava-
ciones extremadamente duras, los brazos as como los bujes
podran requerir la misma clase de servicio que los cortadores.
184
Perforacin de Hoyos
Reparaciones
Inspeccione la herramienta despus de cada jornada de funcio-
namiento o antes de la misma, lave los cortadores y el cuerpo
de la herramienta, realice la inspeccin magntica de la herra-
mienta/juntas. Evale visualmente las siguientes zonas de
desgaste:
1. Si el cortador se encuentra en buen estado y ser reutilizado
(es decir, no ser removido del cuerpo), el cuerpo deber
cumplir con los siguientes criterios:
a. Revise la zona del faldn de los brazos debe tener poco
desgaste ya que el cortador debe estar en calibre.
b. Revise la holgura entre el pasador del cortador y el agu-
jero del brazo, debe ser menor a
1
64 pulgada.
c. Revise el ajuste de los pasadores de enclavamiento, si se
estn utilizando pasadores de resorte doble y no existen
seales de corrosin, y si el extremo del pasador del cor-
tador est orientado correctamente, se puede asumir que
los resortes estn en buenas condiciones, es prudente
reemplazarlo si el tiempo lo permite.
d. No deben existir seales de lavado en el cuerpo, chorros,
ni sujetadores.
e. El refrentado duro de las aletas debe estar visible.
f. No deben haber cuellos inferiores ni desgaste excesivo ni
grietas en las soldaduras de la correa de la broca.
g. La herramienta y sus juntas deben pasar la inspeccin
magntica.
1. Si el cortador posee cierto grado de desgaste y se toma la
decisin de no correrlo nuevamente, lave el cuerpo y corta-
dores y dispngase a remover los cortadores del cuerpo tan
pronto como sea posible para impedir que las piezas se
atasquen debido a la oxidacin.
Evale las labores de reparacin:
a. Brazos - Remuvalos (con soplete o arco aire) y reempl-
celos si:
El faldn se encuentra con abrasin en la cual el extremo
del pasador del cortador est a ras con el brazo.
El orificio para el pasador del cortador est
deformado/alargado, sobredimensionado en
1
32 pulgadas
o ms.
La cavidad o bolsillo se encuentra con abrasin o con
desgaste por el cortador o est erosionada, porque para
reconstruir la cavidad, se requiere el acceso por remo-
cin del brazo.
Cualquier grieta observada entre el faldn y la base
del brazo.
Evidencia de grietas en la soldadura del brazo.
Necesidad de reemplazo de los bujes.
185
Perforacin de Hoyos
Brazos deformados (excesiva tolerancia entre el anillo
y el brazo, ms de
1
32 de pulg.)
Limpie la almohadilla del brazo en el cuerpo. Rectifique
los excesos de las soldaduras y puntos elevados, utilice cepi-
llo de alambre para la limpieza de soldaduras. Utilice el
ensamble de un cortador nuevo y pasador como un disposi-
tivo de unin, posicione el brazo sobre la almohadilla del
brazo en el cuerpo, verifique que la lnea central del pasador
o cortador est perpendicular (radial) con respecto a la lnea
central del cuerpo e inclinado a 60 con respecto a la longi-
tud de la herramienta. Los dientes de los cortadores deben
librar la cavidad del cuerpo con un mnimo de 1/8 de pul-
gada. Verifique que la altura del calibrador de corte sea el
correcto, calce el brazo de ser requerido para mantener el
pasador paralelo y concntrico con respecto al orificio del
buje, si el pasador puede ser girado, empujado y jalado libre-
mente, el orificio del brazo est razonablemente alineado al
orificio del buje. Utilice soldadura de puntos para unir el
brazo al cuerpo para impedir cualquier movimiento, una vez
concluida la soldadura de puntos, verifique que el pasador
no quede trabado en su sitio, si lo hace, golpee el brazo para
librarlo. Repita este procedimiento en las otras dos cavida-
des. Verifique que el dimetro del anillo de calibracin
(vase tolerancias del calibrador de los perforadores) y
realice la soldadura completa de los brazos al cuerpo en
rotacin. La soldadura en rotacin impide la acumulacin
localizada de calor excesivo. Proteja las toberas de chorro
y los bujes contra las salpicaduras de la soldadura. Los
brazos nuevos son suministrados con refrentado duro.
b. Bujes - Remuvalos y reemplcelos si:
Hay dao al lbulo de levas (grietas, deformaciones)
El agujero del pasador est sobredimensionado o elon-
gado.
Utilice un nuevo pasador para la comprobacin.
La holgura mxima es
1
32 pulg.
Hay evidencia de agrietamiento en la soldadura.
Los brazos deben removerse primero, luego remueva
el buje mediante soldadura de arco aire o soplete sobre la
soldadura circundante. Mantenga al mnimo el quemado
del metal bsico (cuerpo de la herramienta). Proteja los
componentes maquinados adyacentes de la salpicadura
de la soldadura, rectifique cualquier irregularidad para
permitir un asentado correcto del nuevo buje. Esmerile o
remueva cualquier salpicadura de soldadura. Utilice un
cepillo de alambre para limpiar el metal base. Posicione
el nuevo buje, utilizando un nuevo ensamblado como
dispositivo de fijacin, posicione el brazo nuevo (previa
186
Perforacin de Hoyos
remocin del brazo viejo) y cortador sobre el buje, calce
el buje para lograr el radio del calibre correcto (
1
2 dime-
tro del calibre). Realice soldadura de puntos para fijarlo
en posicin, remueva el ensamble del brazo y cortador,
repita en los otras dos cavidades, suelde completamente
los bujes al cuerpo protegiendo las superficies de trabajo
de los mismos y los orificios de los chorros de las salpica-
duras, proceda luego a unir los brazos conforme a lo
arriba indicado.
c. Tubos de lavado.
Si existe alguna indicacin de fugas en los sellos de
los chorros, remueva los anillos sujetadores, los o-rings y
los chorros. Al tener los chorros fuera de los tubos de
lavado, revise el Dimetro Interior de los tubos de lavado
en busca de trazas de erosin, lavado y taponamiento.
De estar bien, reemplace los O-rings, las boquillas de los
chorros y los anillos de sujecin, engrase los O-rings para
facilitar el montaje, engrase las cavidades de las boquillas
de los chorros en los extremos de los tubos de lavado. Si
hay indicaciones de desgaste por lavado, note las posicio-
nes de los tubos de lavado, remueva la placa de protec-
cin, tubos de lavado y placa cubierta por medio de arco
aire o soplete. Repare los lavados en el cuerpo y reem-
place los tubos de lavado, se requerirn nuevas placas
cubierta y placas de proteccin. Si el lavado es muy
extenso, evale el uso prolongado.
d. Cavidad de los portadores de chorro.
La erosin que corta a lo largo de las ranuras de los
O-rings y el desgaste excesivo de las cavidades de los
portachorros pueden hacer necesario el reemplazo de
los mismos. De ser requerido, realice una soldadura arco
aire/soplete en filete en el extremo del portador, remueva
el portador, rectifique las superficies del borde del nima
para limpiar las salpicaduras y otras irregularidades,
posicione el nuevo portador con el fijador protector de
nimas T-5632 (1550-3600). T-5696 (0625-1250). Realice
la soldadura al cuerpo (soldadura estanca), remueva la
fijacin. Nota: la zona del cuerpo a soldarse y el porta-
dor debe ser precalentados. Utilice varilla de soldadura
de acero inoxidable para los chorros de la cavidad.
e. Aletas
Mida la altura, vuelva a refrentar a la altura correcta
haciendo uso de un refrentado duro de carburo de
tungsteno por soldadura fuerte. Puede ser necesario
latonado si el desgaste ha llegado al metal base.
187
Perforacin de Hoyos
f. Cavidades de los Cortadores
Si estn abrasionados o con erosin excesiva, remueva
los brazos para permitir el acceso para la acumulacin de
soldadura. Proteja al buje y al portachorro contra salpica-
duras si no sern reeplazados, podra tener que reempla-
zar el portachorros. Lleve la cavidad a su tamao correcto
mediante la acumulacin de soldadura utilizando un
nuevo cortador de dientes fresados como gua. El espacio
libre nominal entre los dientes del cortador y la pared de la
cavidad es de
1
8 de pulgada. Despus de soldar, rectifique
la soldadura para combinarla, esto reemplaza el buje de
chorro (ver seccin 2). Realice la soldadura de los nuevos
brazos conforme a lo arriba descrito.
g. Cuello Inferior
Cuerpos regulares (junta de cajas) - Por motivo de la
costumbre de sujetar con tirantes las brocas piloto al cue-
llo inferior del ensanchador de hoyos, se generan grietas
sobre las soldaduras o en los bordes de stas. Es posible
que esto sea el resultado del uso de varillas de soldadura
que no son compatibles con el material del cuerpo o con
el procedimiento de soldadura. Si resulta absolutamente
necesario hacer uso de correas de soldadura, utilice un
electrodo de hidrgeno bajo (8018-C3) para minimizar el
dao al cuerpo. Tras la remocin de las correas, rectifique
la superficie tratada por soplete para limpiarla, inspecci-
nela magnticamente, si se observan algunas grietas bien
separadas, rectifique la grieta hasta eliminar cualquier ras-
tro de las mismas. Si la profundidad es excesiva, utilice
arco aire, repare entonces la soldadura, permita suficiente
material para que el fresado o la rectificacin lo combine
con las superficies adyacentes sin desgaste.
Si se descubren grietas extensas, convierta a un cuello
ms pequeo girndolo hacia abajo. Esto puede o no eli-
minar las grietas.
h) Tipos de herramientas de desbaste (Bullnose)
Si se requiere el reemplazo del bullnose de manera
integral, comunquese con el departamento de ingeniera
de Smith en Houston para recibir informacin acerca de
dnde cortar el bullnose. Esta informacin es crtica!
188
Perforacin de Hoyos
1. Tipo SM para formaciones suaves a medianas:
No sellado: Cdigo IADC 121
2. Tipo H sellado para formaciones medianas a duras:
No sellado: Cdigo IADC 321
Sellado: Cdigo IADC 324
3. Tipo botn de cincel para formaciones medianas:
Sellado solamente: Cdigo IADC 415
4. Tipo botn cnico para las formaciones entreduras a duras:
Sellado solamente: Cdigo IADC 515
5. Tipo botn ovoide o de ojiva para formaciones duras:
Sellado solamente: Cdigo IADC 725
189
1. SM 2. H
4. Botn Cnico 5. Botn Ovoide o de Ojiva
3. Botn de Cincel
Perforacin de Hoyos
REPARACIN EN EL CAMPO Y PROCEDIMIENTOS
DE SERVICIO PARA LOS DE LOS ENSANCHADORES
3600 M6980
Antecedentes de Diseo y Construccin:
Los cuerpos de los ensanchadores tipo racimo 3600 estn fabri-
cados de acero en barras 4142 maquinados para aceptar tubos
de lavado y bridas. Los cartabones y las bridas son planchas de
acero bajo en carbono.
Tpicamente los cuerpos escariadores tipo agrupamiento
utilizan cortadores 1750 en agrupaciones de 4 a 6 racimos,
con 4 chorros dirigidos hacia el anaquel (un quinto chorro es
un reforzador de alzado apuntado hacia arriba en el 3600).
Los cortadores estn montados sobre sillines compuestos por
el brazo superior (el brazo 1750) el brazo inferior y el buje.
Los cortadores estn posicionados de manera radial a un di-
metro de calibre determinado de antemano. Los cortadores en el
mismo dimetro de calibre estn posicionados a la misma altura
desde la brida.
Los pasadores de bloqueo de cruceta afianzan los cortadores
a los sillines. Se utilizan dos tipos:
1. Slidos, retenidos por pasadores de resorte concntricos y
cortos para los cortadores de botn para los trabajos en
formaciones duras.
2. Pasadores de resortes concntricos.
Este diseo tiene por mira que las silletas sean las piezas
reemplazables principales del cuerpo.
Inspeccin/Reparacin
Luego de cada jornada de funcionamiento y antes de cualquier
nueva jornada, inspeccione el estado total de la herramienta. Si
el cortador va a ser puesto en marcha nuevamente, asegrese
de lo siguiente:
1. Que todos los pasadores y pasadores de cierre estn seguros.
2. Que no hayan indicios de los daos al cortador o al cuerpo
(juntas de herramientas, chorros, soldaduras del cuerpo,
cuellos).
3. Revise la broca del piloto.
4. Lave los cortadores, squelos al aire y engrase los cojinetes.
5. Revise las juntas de las herramientas mediante inspeccin
magntica y calibrado de roscas.
Si resulta necesario reemplazar los cortadores, quite los
cortadores lo ms pronto posible para evitar la congelacin
de piezas debido a la oxidacin. Lave el cuerpo e inspeccione
el cuerpo por si existe desgaste en las siguientes zonas:
190
Perforacin de Hoyos
Evaluacin del silln (el silln del cortador recibe servicio como
una unidad)
1. Bujes desgaste o dao al lbulo de levas. Grietas en la sol-
dadura.
2. Zona del faldn del silln El ajuste del agujero del pasador
debe ajustarse estrechamente al cortador, o no ms de
1
64
pulgadas de libranza. Cierre el agujero con el pasador de cru-
ceta. No debe existir dao visual. No deben haber grietas
entre los agujeros o los bordes de estos. El refrentado duro
del faldn no debe estar desgastado.
Para reemplazar los sillines, precaliente el cuerpo entre y
204F (149C) y corte las soldaduras con soplete o arco en aire
sujetando la silleta contra la brida.
Tenga cuidado de reducir al mnimo el quemado del metal
base (brida). Limpie la zona de montaje de la silleta para recibir
un nuevo silln.
Verifique tambin el estado de las soldaduras y de los mate-
riales en las siguientes zonas:
1. Silletas a la brida libre de grietas
2. Refuerzos
3. Tubo de lavado
4. Aletas con desgaste
De existir soldaduras gastadas, elimine la soldadura con arco
de aire o soplete y vuelva a soldar.
Si los tubos de lavado se encuentran daados en las cavida-
des de las toberas de chorro, realice el ahuecado de stas para
instalar un portador de tobera de chorro. Precaliente la zona a
soldarse entre 600F y 700 F (316C y 371C, ajuste el porta-
dor realice la soldadura hasta que quede estanco al agua.
Si los tubos de lavado se encuentran agrietados o si los extre-
mos estn machacados o torcidos, estos deben ser eliminados
y reemplazados. Precaliente el cuerpo entre 149C y 204C
(300F-400F). Quite los soportes, cartabones o aletas que suje-
tan el tubo de lavado. Corte la soldadura del tubo de lavado al
cuerpo. Limpie la soldadura de las zonas quitadas. Inspeccione
el nima del tubo de lavado por si existe erosin. Las grietas
o lavados deben repararse por medio de soldadura antes del
reensamble.
Reconstruya la parte superior de la aleta al dimetro correcto
(agujero piloto) as como el borde principal refrentado duro.
191
Perforacin de Hoyos
PROCEDIMIENTO DE ENSAMBLE DE SOLDADURA
M-6980 (ACERO EN BARRAS) # 276 PARA
CUERPOS DE ENSANCHADORES 0625-1250.
Este procedimiento tiene por meta ofrecer directrices bsicas
para la soldadura correcta de los distintos componentes del
cuerpo, de tal manera que:
1. Se reduzcan al mnimo las tensiones residuales de
la soldadura.
2. Se mantenga el temple de las distintas piezas.
3. Se pueda definir una secuencia bsica
Electrodo de Soldadura.
8013-C3 o MIG 86-C2 (soldaduras estructurales)
Varillas de soldadura/alambre de retencin
(portadores de chorro) de
3
32 pulg.
312/347S.S. (acero inoxidable 312/347.)
Aleacin Haystellite 60 cm
3
.
Procedimiento.
1. Precaliente las cavidades de los portadores de toberas de
chorro y la cavidad del portador de chorros del cuello infe-
rior (si se trata de un cuerpo tipo desbastador) a 600F
(316C). Proteja el dimetro interno de los portadores de
chorros instalando un tapn de soldadura T-5696. Retngalo
con un punto de soldadura.
Realice el ensamblado y la soldadura de los portadores
de chorro haciendo uso de un electrodo de acero inoxidable.
2. Permita el enfriamiento del cuerpo.
3. Ensamble el buje, el cortador maestro (calibre), el brazo y el
pasador en una sola cavidad. Calce el buje para hacer que la
superficie del calibre del cortador maestro alcance el dime-
tro del calibre. Calce y alinee el brazo. Revise que el pasador
no quede atascado. Posicione el lbulo de la leva del buje de
manera que monte a horcajadas sobre la lnea central del
cuerpo. Realice la soldadura de puntos. Rosque el frente
hacia abajo de manera apretada hasta ncleo del cuerpo y
realice la soldadura de puntos a los lados.
El brazo debe soldarse a puntos en cuatro lugares (Nota:
el pasador debe girar libremente despus de la soldadura de
puntos. Rosque el brazo para realinearlo, si resulta necesario
hacerlo).
Repita este paso en las dos cavidades restantes.
192
Perforacin de Hoyos
4. Ensamble las aletas piloto. Calce las aletas al dimetro
correcto si se requiere. Revise el dimetro (dimetro del
cuello ms el doble de la altura de la aleta) y realice la
soldadura de puntos. Si se requieren aletas tipo acumulacin,
omita el Paso 4.
5. Calibre anular. Ajuste los bujes y los brazos si resulta necesa-
rio hacerlo. Revise el perfil.
6. Quite los cortadores maestros (calibres) e instale fijaciones
de soldadura.
7. Proceda a precalentar el cuerpo a 700F (371C) y realice la
soldadura de los brazos, bujes y aletas. Haga la soldadura de
una sola pasada sobre cada elaboracin alrededor del cuerpo
para evitar el sobrecalentamiento localizado.
8. Nota: Si se trata de un cuerpo de tipo direccional, corte con
soplete y rectifique el espoln de 30E. Si se trata un tipo de
circulacin, precaliente la cavidad del portador de chorros,
ensamble y realice la soldadura del portador de chorros
(refirase a los pasos 1 y 2).
9. Aletas de Refrentado Duro (Proc. 245) y espoln si se
requiere.
Si se requieren aletas de tipo acumulacin de soldadura,
acumule el refrentado duro a un dimetro de aleta de
3
4 pulg. X 4 pulg. De largo en tres (3) lugares. Revise
el dimetro (refirase al Paso 4).
10. Descargue la tensin a 900F (482C) por espacio de tres
horas.
11. Cuando el cuerpo se haya enfriado, quite las fijaciones,
tapones, etc. Si las fijaciones se traban entre los brazos
y los bujes, caliente el lado inferior del brazo con el soplete.
12.Pruebe las soldaduras contra fugas de aire alrededor de
los portadores de chorro.
13.Verifique el dimetro del calibre anular utilizando
los cortadores maestros.
14.Revise la cavidad utilizando el cortador maestro. El cortador
maestro debe girar libremente. Rectifique el lado inferior del
brazo si se requiere. El pasador no debe atascarse. Rectifique
el agujero del brazo, si resulta necesario, para asegurar
el ajuste por deslizamiento manual del pasador (no debe
quedar flojo).
15.Roce el dimetro interno (DI) de los portadores de chorro
con pintura resistente al calor y a la corrosin (opcional).
Nota: Las localizaciones de distrito pueden hacer uso de cor-
tadores si no hay cortadores de calibre maestro disponibles.
193
Perforacin de Hoyos
PROCEDIMIENTO DE ENSAMBLAJE DE SOLDADURA
M-6980 (ACERO MOLDEADO O FORJADO)
PARA CUERPO DE ESCARIADORES 1550-2600
Este procedimiento tiene por meta ofrecer directrices bsicas
para la soldadura correcta de los distintos componentes del
cuerpo, de tal manera que:
1. Se reduzcan al mnimo las tensiones residuales
de la soldadura.
2. Se mantenga el temple de las distintas piezas.
3. Se pueda definir una secuencia bsica.
Vara de Soldadura
8013-C3 o MIG 85-C2 (soldaduras estructurales)
Electrodos de soldadura/alambre de retencin
(portadores de chorro) de
3
32 pulg.
312/347S.S. (acero inoxidable 312/347)
Aleacin Haystellite 60cm
3
.
Procedimiento
1. Precaliente las cavidades de los portadores de toberas de
chorro y la cavidad del portador de chorros del cuello infe-
rior (si se trata de un cuerpo tipo desbastador) a 316 C
(600 F). Proteja las nimas del portador de chorros insta-
lando un tapn de soldadura T-5632. Retngalo con un
punto de soldadura.
Realice el ensamblado y la soldadura de los portadores
de chorro haciendo uso de una vara de acero inoxidable.
2. Permita el enfriamiento del cuerpo.
3. Ensamble el buje, el cortador maestro (calibre), el brazo y el
pasador en una sola cavidad. Calce el buje para hacer que la
superficie del calibre del cortador maestro alcance el dime-
tro del calibre. Calce y alinee el brazo. Revise que el pasador
no quede atascado. Posicione el lbulo de la leva del buje de
manera que monte a horcajadas sobre la lnea central del
cuerpo. Realice la soldadura de puntos. Rosque el frente
hacia abajo de manera apretada hasta el florn del cuerpo y
realice la soldadura de puntos a los lados.
El brazo debe soldarse a puntos en cuatro lugares (Nota:
el pasador debe girar libremente despus de la soldadura de
puntos. Rosque el brazo para realinearlo, si resulta necesario
hacerlo).
Repita este paso en las dos cavidades restantes.
4. Ensamble el tubo de lavado y realice la soldadura de puntos.
Instale un tapn de soldadura T-5632. Refirase al Paso 1.
194
Perforacin de Hoyos
5. Calibre anular. De ser necesario, ajuste los bujes y los bra-
zos. Revise el perfil.
6. Quite los cortadores maestros (calibres) e instale la fijacin
de soldadura.
7. Proceda a precalentar el cuerpo a 371C (700F) y realice
la soldadura de los brazos, tubos de lavado, planchas de
cubierta, protectores de toberas de chorro, y bujes. Haga la
soldadura de una sola pasada sobre cada elaboracin alrede-
dor del cuerpo para evitar el sobrecalentamiento localizado.
8. Aletas de refrentado duro, tubos de lavado, planchas de pro-
teccin y barandales de avance.
9. Descargue la tensin a 482C (900EF) por espacio
de tres horas.
10. Cuando el cuerpo se haya enfriado, quite las fijaciones,
tapones, etc. Si las fijaciones se traban entre los brazos y
los bujes, caliente el lado inferior del brazo con el soplete.
11. Pruebe las soldaduras contra fugas de aire alrededor de
los tubos de lavado y de los portadores de chorro.
12.Verifique el dimetro del calibre anular utilizando los corta-
dores maestros.
13.Revise la cavidad utilizando el cortador maestro. El cortador
maestro debe girar libremente. Rectifique el lado inferior del
brazo si se requiere. EL pasador no debe atascarse. Rectifique
el agujero del brazo, si resulta necesario, para asegurar el
ajuste por deslizamiento manual del pasador (no debe estar
aflojado).
14. Roce el dimetro interno (ID) de los portadores de chorro
con pintura resistente al calor y a la corrosin (opcional).
Nota: Utilice cortadores nuevos si no hay calibres
disponibles.
195
Perforacin de Hoyos
PROCEDIMIENTO DE ENSAMBLE DE SOLDADURA
M-6980 (TIPO RACIMOS PUNTA DE 3 CALIBRES)
PARA CUERPOS DE ENSANCHADORES 3600.
La soldadura del cuerpo se realiza en dos etapas:
Brida, refuerzos, tubos de lavado, aletas/prueba de fuga
de aire.
Sillines de cortadores, espacio para bridas.
I. Ensamble del cuerpo (electrodo de soldadura 8018-C3 de
3
16 pulg.; electrodo de refrentado duro 20/30 de 60 cm
3
.)
Coloque el cuerpo horizontalmente sobre un caballete.
1. Ensamble la brida al cuerpo. Precaliente la brida a 300F
(149C) y ajstela en caliente si hace falta. Realice la
soldadura de puntos. Trace las posiciones del cartabn,
aletas, silletas del cortador y espacio de bridas. Inicie el
precalentamiento y proteja el nima del chorro reforzador
con un tapn (T-5632).
2. Posicione los tubos de lavado de acuerdo con las Figuras
3 y 4. Calce el fondo para ofrecer descarga a la tensin de
la soldadura. Realice la soldadura de puntos. Eleve el
cuerpo a la temperatura de precalentamiento de 700F
(371C). Realice la soldadura completa de los tubos de
lavado al cuerpo con soldaduras estancas. Enfrelas a
temperatura ambiente (limpie el dimetro interno de
los tubos de lavado para el sellado).
3. Asle los tubos de lavado utilizando chorros ciegos,
O-rings y anillos de retn. No debe permitirse ninguna
fuga. Utilice jabn para detectar burbujas de aire alrede-
dor de las soldaduras de los tubos de lavado.
4. Proteja los dimetros internos de los tubos de lavado
con el tapn T-5632 sujetado por soldadura de puntos.
Comience el precalentamiento. Posicione las aletas, los
soportes y riostras mediante soldadura de puntos.
Posicione tambin los contrapesos sobre los soportes.
5. Eleve el cuerpo a la temperatura de precalentamiento
de 700F (371C).
6. Realice la soldadura conforme a lo ilustrado en el dibujo.
La soldadura debe realizarse alrededor del cuerpo para
evitar el sobrecalentamiento localizado. Ejecute el refren-
tado duro de las aletas.
7. Descargue los esfuerzos residuales 900F (482C) por
espacio de tres horas.
8. Enfre en el horno a 300F (149C) y luego enfre con aire
acondicionado temperatura ambiente.
9. Si el cuerpo ser almacenado durante esta etapa, remueva
los tapones T-5632 (excepto en el chorro reforzador).
196
Perforacin de Hoyos
II. Ensamblado del silln del cortador (electrodo de soldadura
8018 C-3)
1. Coloque el cuerpo sobre su lado con la brida apuntando
hacia arriba. Verifique las localizaciones del silln.
2. Coloque el silln en posicin ms interior (25 pulg.)
mediante el uso de un cortador de calibre y pasador
(T-3155 y T-3327-1). Mida la posicin del dimetro D
de la superficie del calibre midiendo el dimetro del cuello
inferior. Asegrese que la lnea central del cortador se
encuentre radial al cuerpo y que la silleta se encuentre a
90 de la brida. Marque la ubicacin, efecte la solda-
dura puntual, compruebe la localizacin, reponga los
cortadores con la fijacin de la soldadura T-3327-1.
Apriete el tornillo contra el pasador T-3327-1.
Repita el procedimiento anterior en la prxima silleta
(28
3
4, 29 y 36 pulg.).
En las silletas de 36 pulg. , deje los puestos los corta-
dores de calibre para el engranaje anular. Revise tambin
la altura del cortador desde la pestaa, que deben guardar
a
1
16 pulg. entre s. Calce si hace falta, las silletas del
cortador de calibres, fijados mediante soldadura de
puntos deben formar un calibre anular de 36 pulg. +
3
16 pulg. 0. Al quedar todo bien, remueva los cortadores
de calibre e instale los camisas para de soldadura.
3. Precaliente los sillines y la brida del cuerpo a 600F
(316C) Efecte la soldadura de los sillines a la brida
conforme al dibujo de soldadura.
4. Con el soplete, corte los espacios de circulacin de la
brida.
5. Permita la descarga de los esfuerzos del ensamblado a
750F (399C) por un lapso de 3 horas. Permita el enfria-
miento con aire acondicionado temperatura ambiente y
remueva las fijaciones.
197
Perforacin de Hoyos
CAMBIO DE LOS ENSAMBLES DEL CORTADOR
Desmontaje del Ensamblado Viejo
11. Lave el ensanchador concienzudamente al extraerlo
del hoyo.
2. Desenclave el segmento de bloqueo de leva excntrica
girando ligeramente en la direccin de la rotacin de la
sarta de perforacin, haciendo uso de la barra de conduccin
y el martillo (ver A).
3. Expulse el pasador de cierre haciendo uso de un pasador
de deriva y un martillo (ver B).
4. Atornille el ensamblado del extractor al pasador del cortador
(ver C).
5. Deslice y/o haga el uso de la palanca para sacar el cortador
usado.
6. Inspeccione el chorro de circulacin, bujes anillo sujetador
y O-ring. Reponga estas piezas si resulta necesario.
7. Limpie las superficies de cuerpo adyacentes al cortador
y el agujero del pasador del cortador.
Instalacin del Ensamble Nuevo
18.Fije el ensamble nuevo en la cavidad con la porcin
plana en el segmento de cierre hacia el extremo inferior
del cuerpo.
9. Ajuste el segmento de bloqueo hasta que los agujeros del
pasador en el cortador y el brazo se encuentren alineados.
10. Atornille la llave del ensamble del pasador al pasador del
cortador e insrtelo al fondo de la cavidad, girndola lenta-
mente hasta que la ranura del pasador de cierre en el pasa-
dor del cortador quede alineada con el agujero del pasador
de cierre en el brazo del cortador.
11. Introduzca el pasador de cierre externo con el martillo.
El cierre interno se introduce entonces dentro del pasador
del cierre externo.
12.Destornille y remueva la herramienta de ensamble
del pasador.
13.El segmento de bloqueo de la leva excntrica quedar
ahora en la posicin de relajamiento. La leva se bloquea
automticamente con la rotacin del cortador.
198
Perforacin de Hoyos
Reemplazo del Brazo
El ensanchador Modelo 6980 est maquinado a partir de alea-
ciones de acero de alta calidad, termotratado a los estndares
de la metalurgia. Ocasionalmente resultar necesario efectuar
el reemplazo de los brazos de cortadores, los nuevos brazos de
corte, los fijadores reutilizables para soldadura y las instruccio-
nes completas estn disponibles para esta clase de reparacio-
nes. Comunquese con su representante local de Smith.
A. Leva excntrica siendo aflojada forzando el segmento en la direccin de
la rotacin de la sarta de perforacin.
199
Perforacin de Hoyos
B. El pasador de cierre siendo expulsado a travs del lado del brazo de corte.
200
Perforacin de Hoyos
C. El ensamblado del sacador de pasadores siendo atornillado al pasador de corte
y apretado.
201
Perforacin de Hoyos
D. Extraccin del pasador de corte mediante sacudidas hacia arriba con varios
impulsos agudos del desenganchador.
202
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
2
0
3
Especificaciones del Escariador
Dim. Mn. Peso del Peso del
Requerido Dimetro(s) Ensam. del Ensam. del
Nmero
Gama de
para el del Longitud Dimetro(s) Longitud Number Cuerpo con Cortador por
del
Ensanchamiento
Agujero Cuello del Cuello del Piloto del Piloto of Cortadores Conjunto
Tamao Desde A Piloto Superior Superior Inferior Inferior Cutters (libras) (libras)
0625 6
7
8 6
1
4 4
7
8 4
3
4 36 3
1
4 15 3 200 - 230 8
0675 6
1
2 6
3
4 4
1
2 4
3
4 36 3
1
4 15 5 220 - 250 10
0787 6
1
2 7
7
8 5
7
8 5
3
4 36 4
1
2 15 3 270 - 300 14
0862 8
3
8 8
5
8 5
1
8 5
3
4 36 4
1
4 15 3 280 - 310 16
0900 8
3
4 9
7
8 5
1
2 5
3
4 36 4
1
4 15 3 285 - 315 16
0950 9
1
4 9
1
2 6
7
8 5
3
4 - 17
3
4 36 4
1
4 15 3 295 - 325 23
0987 9
5
8 9
7
8 6
1
2 5
3
4 - 17
3
4 36 4
1
4 15 3 310 - 440 35
1062 10
1
2 10
5
8 7
1
4 7
3
4 - 18
1
4 36 5
1
2 15 3 400 - 490 35
1100 10
7
8 11
7
8 7
5
8 7
3
4 - 18
1
4 36 5
1
2 15 3 405 - 600 35
1250 10
7
8 12
1
4 7
3
4 7
3
4 - 18
1
4 36 5
1
2 15 3 490 - 690 55
1375 10
7
8 13
1
2 9
7
8 7
3
4 - 18
1
4 36 5
1
2 15 3 670 - 830 55
1400 10
7
8 13
3
4 9
1
4 7
3
4 - 18
1
4 36 7
3
4 15 3 680 - 840 55
1550 14
3
4 15
1
2 9
1
4 7
3
4 - 10
7
8 36 7
3
4 - 10 15 3 835 - 995 100
Contina en la Pgina 204
P
e
r
f
o
r
a
c
i
n
d
e
H
o
y
o
s
2
0
4
Especificaciones del Escariador (continuacin)
Dim. Mn. Peso del Peso del
Requerido Dimetro(s) Ensam. del Ensam. del
Nmero
Gama de
para el del Longitud Dimetro(s) Longitud Number Cuerpo con Cortador por
del
Ensanchamiento
Agujero Cuello del Cuello del Piloto del Piloto of Cortadores Conjunto
Tamao Desde A Piloto Superior Superior Inferior Inferior Cutters (libras) (libras)
1650 15
3
4 16
1
2 10
1
4 7
3
4 - 19 36 7
3
4 - 19 15 3 915 - 1.075 100
1750 15
3
4 17
1
2 10
1
4 7
3
4 - 10 36 7
3
4 - 10 15 3 995 - 1.155 155
1850 15
3
4 18
1
2 11
1
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.075 - 1.235 155
2000 15
3
4 20
7
8 12
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.245 - 1.405 155
2100 15
3
4 21
7
8 13
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.260 - 1.420 155
2200 15
3
4 22
7
8 11
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.445 - 1.605 235
2300 15
3
4 23
7
8 12
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.645 - 1.805 235
2400 15
3
4 24
7
8 13
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.845 - 2.005 235
2500 15
3
4 25
7
8 14
3
4 7
3
4 - 10 36 7
3
4 - 10 15 3 1.895 - 2.055 235
2600 15
3
4 26
7
8 15
7
8 7
3
4 - 10 36 7
3
4 - 10 15 3 1.945 - 2.105 425
*3000 15
3
4 30
7
8 17
1
2 9
7
8 - 10 36 9
7
8 - 10 15 4 2.095 - 2.255 205
*3600 15
3
4 36
7
8 17
1
2 9
7
8 - 10 36 9
7
8 - 10 15 6 2.405 - 2.565 310
*En exceso de 2600 construccin de agrupamiento tipo brazo
Disponible por encargo especial solamente.
Notas:
1. Todas las dimensiones aparecen en pulgadas a menos que se indique
lo contrario.
2. Todos los pesos son aproximaciones.
Instrucciones de Pedido:
Cuando vaya a realizar pedidos o solicitar cotizaciones acerca de los
escariadores , tenga la bondad de especificar lo siguiente:
1. Tipo de cuerpo: tipo estndar o direccional. Si se trata de tipo direccional,
especifique si el desbastador debe ser redondo o asimtrico, o espoln
extra largo. Especifique tambin si debe ser slido o si se requiere la circulacin
a travs del desbastador o del espoln.
2. Numero del tamao del cuerpo, dimensiones del agujero piloto y dimensiones
del agujero ensanchado.
3. Dimetros de los cuellos superior e inferior con dimensiones de conexin.
4. Si la herramienta debe ser acondicionada y el tipo de cortador que se desea.
Abandono de Pozos
ABANDONO DE POZOS
El abandono de pozos es un arte especializado. Requiere perso-
nal experimentado que pueden manejar cualquier tipo de
equipo, en cualquier tipo de taladro y en cualquier situacin.
Tambin, requiere el tipo de equipo apropiado. Los profesio-
nales de abandono de pozos de Smith estn disponibles en
cualquier parte del mundo para realizar estos servicios crticos
con las herramientas excelentes descritas a continuacin.
Cortatubos
Los cortatubos cuentan con brazos cortadores revestidos con
carburo de tungsteno. Se extienden los brazos hacia la posicin
para cortar mediante la presin de bomba.
El cortatubos puede ser equipado con un dispositivo Flo-
Tel, el cual seala al operador que se ha cortado una sarta de
tubera por una cada de presin repentina, lo que evita el retiro
de la sarta del hoyo prematuramente o causar daos innecesa-
rios a la tubera de revestimiento.
Los cortatubos estn disponibles en tres tamaos populares,
con varias longitudes de brazo, lo que permite al operador cor-
tar tubos con dimetros entre 6 y 58 pulgadas. Se puede utilizar
el cortatubos para cortar sartas de tuberas colgadas concntrica
o excntricamente, cementadas o no, rpidamente y con un alto
nivel de seguridad. A diferencia del uso de explosivos para par-
tir la tubera, el cortatubos asegura un corte limpio.
207
Abandono de Pozos
Parmetros de Operacin para el Cortatubos
Para obtener el mejor resultado, se debe correr la herramienta
con brazos lo suficientemente largos para cortar solamente
una sarta de tubera durante cada viaje (ver la pgina 220).
En el punto del corte, se debe iniciar la rotacin a 50 RPM.
Tpicamente la rotativa contar con 50 a 80 RPM cuando los
cuchillos cortadores encuentren la tubera de revestimiento;
habr un aumento considerable en el torque. La diferencia
de torque de rotacin libre depender de las condiciones de
la tubera de revestimiento, la integridad del cemento, la pro-
fundidad y otras condiciones del pozo. Despus de estable-
cer la rotativa, el torque ser ms errtico hasta que se
termine el corte. Una vez terminado el corte, el torque y la
rotacin volvern a niveles ms normales.
Se observar un aumento de peso en todos los cortes despus
de la primera sarta. Reducir la tensin un poco para aliviar la
depresin hidrulica de la herramienta. El resultado ser un
corte ms rpido.
Debido a la excentricidad de las sartas de tuberas mltiples,
es posible que se pierde la circulacin despus de realizar el
corte parcialmente. Esto es normal, sin embargo, los cortes
sigue siendo removidos y se lubrican los brazos cortadores.
En ocasiones la accin Flo-Tel del cortatubos no demuestra
una buena cada de presin en la superficie debido a la poca
profundidad. Sin embargo, las carreras de bomba incrementa-
rn, lo que indicar un corte completo.
Fresar hacia arriba con un cortatubos puede resultar en reba-
jar una extensin reducida de la tubera de revestimiento por
encima de los brazos cortadores. En caso que esto ocurra y el
cemento presente en el espacio anular no permita sacar la sec-
cin superior de tubera, se debe subir la herramienta y cortar
de nuevo por encima del punto donde se rebaj.
El torque ms severo y mayor ruido ocurren justamente antes
de la separacin final de la sarta de tubera.
208
Abandono de Pozos
Tasas de Flujo y Velocidades Rotativas Recomendadas
Plataformas de Perforacin Autoelevadizas (Jackups) y Sumergibles
Operacin del cortatubos es relativamente sencilla en estos
tipos de plataformas de perforacin. La plataforma estn esta-
cionaria y por lo tanto, todos los cambios verticales en la pro-
fundidad puede realizarse mediante la longitud del cuadrante
(kelly) utilizada por debajo del buje del cuadrante. Al alcan-
zar el cortador la profundidad de corte predeterminada, se
arranca la rotativa y se lleva al RPM correcto para cortar dicho
tamao de tubera de revestimiento. Se debe registrar el tor-
que de la rotativa. Arrancar la bomba lentamente y llevar la
presin hasta el nivel recomendado para el tamao de corta-
dor utilizado. El torque de la rotativa incrementar al aplicar
la presin de la bomba, y generalmente el RPM se disminuir.
Aumentar la rotativa para llevar el RPM de nuevo a la veloci-
dad deseada. Cuando el torque haya ms que duplicado su
valor, esto representa una seal que el cortador ha cortado la
tubera de revestimiento.
Una sarta tpica consistira de un conjunto de cortatubos en
la parte inferior, una curva de paso (crossover sub) y tubera
de perforacin. Cuando se corte tubera de revestimiento de
13
3
8 pulg. mayor, se debe utilizar un sub superior con aletas
estabilizadoras.
209
No. de
Inicio del Corte Durante el Corte
la Serie gpm rpm gpm rpm
5700-V 125-175 50 250-300 100-120
8200-2 125-175 50 250-325 80-100
11700-V 250-450 50 400-600 60-80
Abandono de Pozos
Plataformas Semisumergibles y Buques de Perforacin
Para compensar el movimiento vertical de unidades flotantes, es
necesario correr la unin giratoria marina de soporte por encima
del conjunto de cortatubos, como se demuestra en la pgina
211. Para tener el cortador a la profundidad correcta, la distancia
entre el anillo de tope y el cortador debe ser ajustada. Tambin
es necesario correr un bumper sub de carrera larga por encima
de la unin giratoria marina de soporte, lo que permitir el cor-
tador permanecer a una profundidad constante mientras la pla-
taforma se mueve verticalmente. Un bumper sub con una
carrera de 6 pies, compensar por el movimiento de la plata-
forma. No es necesario utilizar el bumper sub en las platafor-
mas equipadas con un compensador de movimiento. Ajustar el
compensador de movimiento de tal manera que permite un
peso de 5.000 a 8.000 libras sobre el anillo de tope.
Conjunto de Cortatubos para Unidades Flotantes
La siguiente ilustracin demuestra el conjunto que recomen-
damos. Los sistemas para el abandono de pozos de Smith
consisten de la unin giratoria marina de soporte, el sub
superior estabilizador y el cortatubos. El conjunto de cortatu-
bos est ubicado por debajo de la unin giratoria marina de
soporte en el cabezal de pozo. La unin giratoria marina de
soporte permite al operador ubicar verticalmente el conjunto
de cortatubos y mantener esta posicin durante la operacin.
El sub superior estabilizador se utiliza para centrar el cortatu-
bos en la tubera de revestimiento.
210
Abandono de Pozos
Conjunto de Cortatubos para Unidades Flotantes
211
Cabezal
de tubera de
revestimiento
Unin giratoria
marina
Tubera de
revestimiento
de 30 pulg.
Tubera de
revestimiento
de 20 pulgadas
Tubera de
revestimiento
de 13
3
8 pulg.
Tubera de
revestimiento
de 9
5
8 pulg.
Sub espaciador
Cortatubos
Cuello de
perforacin
o tubera de
perforacin
Sub superior
estabilizador o
convencional
Abandono de Pozos
Calcular las Longitudes de Sub Espaciadores para Cortatubos
Cuando se corten sartas de tubera de revestimiento mltiples
y se utilicen una unin giratoria marina de soporte como
dispositivo de asentamiento, es necesario utilizar sub espa-
ciadores ms cortos al incrementar la longitud del brazo,
lo que permite que el nuevo brazo entre en la ventana ya
cortada en la tubera de revestimiento.
La frmula que aparece a continuacin, determina la longi-
tud de sub requerida para el prximo tramo utilizando un con-
junto de brazos ms largos.
L
R
= L
U
(d
r
d
u
+ 1)
Donde:
L
R
= Longitud de sub requerida para prximo tramo
L
U
= Longitud de sub utilizado para ltimo tramo
d
r
= Longitud de brazo desde el centro del agujero
para pasador hasta el extremo del cortador
requerido para el prximo tramo
d
u
= Longitud de brazo desde el centro del agujero
para pasador hasta el extremo del cortador
utilizado para el ltimo tramo
Ejemplos de Determinar el Tamao de Sub Espaciadores
Dado:
L
U
= 33 pulg.
Los tamaos de apertura de brazo requeridos son 12, 16 y
24 pulgadas. Las longitudes de sub requeridas son 33 pulg.
(apertura de 12 pulg.), 30 pulg. (apertura de 16 pulg.) y
24 pulg. (apertura de 24 pulg.).
Determinacin de Tamaos de Sub Espaciador
Nota: Tolerancias de
1
4 pulg. en la longitud del sub son aceptables.
212
Apertura del Longitud del
Brazo (pulg.) Brazo (pulg.) d
r
d
u
+ 1 L
U
L
R
12 4
1
4 33
16 6
1
2 3
1
4 33 30
24 11
1
4 5
3
4 30 24
Abandono de Pozos 213
Sarta de
perforacin
Sub
espaciador
Cortatubos
Brazos cortos
primer corte
Brazos largos
segundo corte
d
U
d
R
Disposicin del Sub Espaciador
L
U
L
R
Abandono de Pozos 214
Seleccionar Longitudes y Dimetros de Cortatubos
La siguiente tabla determinar la longitud del brazo para cortar
tubos excntricos. Se recomienda agregar de 1 a 3 pulg. de
longitud de brazo para compensar por condiciones excntri-
cas extremas.
Dimetros Excntricas
(dimensiones dadas en pulgadas)
Ejemplo de la Seleccin del Tamao de Brazo
Tub. de Revest. A: 9
5
8 pulg., Tub. de Revest. B: 13
3
8 pulg. Tub.
de Revest. C: 20 pulg.
Dimetro excntrico: 28 pulg.
Dimetro de apertura del brazo cortador: 29 a 31 pulg.
Para combinaciones de tuberas de revestimiento que no apa-
recen en la tabla anterior, se puede calcular el dimetro excn-
trico mediante la siguiente frmula:
D
ECC
= D
B
ID
+ D
C
ID
+ D
C
COUP.
D
A
COUP.
D
B
COUP.
Comb. de Tub. de Revest.
Dim.
Comb. de Tub. de Revest.
Dim.
Tam. A Tam. B Tam. C Excn. Tam. A Tam. B Tam. C Excn.
19
5
8 13
3
8 20 27,881 13
3
8 26 30 49,873
19
5
8 13
3
8 24 34,839 13
3
8 26 36 55,873
19
5
8 16
3
8 20 27,916 16
3
8 20 26 32,290
19
5
8 16
3
8 24 34,874 16
3
8 20 30 40,290
19
5
8 16
3
8 26 38,874 16
3
8 20 36 52,290
10
3
4 16
3
8 20 26,791 16
3
8 24 30 41,248
10
3
4 16
3
8 24 33,749 16
3
8 24 36 53,248
10
3
4 16
3
8 26 37,749 16
3
8 26 30 41,248
13
3
8 20
3
8 26 34,915 16
3
8 26 36 53,248
13
3
8 20
3
8 30 42,915 20
3
8 24 30 37,248
13
3
8 20
3
8 36 54,915 20
3
8 24 36 49,248
13
3
8 24
3
8 30 43,873 20
3
8 26 30 37,248
13
3
8 24
3
8 36 55,873 20
3
8 26 36 49,248
Abandono de Pozos 215
Dimetros Excntricos
Tubera de
revestimiento A
C
L
D
A
COUP.
=
Dimetro de
acoplamiento de A
D
B
ID
=
Dimetro interior de
tub. de revest. B
D
B
COUP.
=
Dimetro de
acoplamiento de B
D
C
ID
=
Dimetro interior de
tub. de revest. C
D
C
COUP.
=
Dimetro de
acoplamiento de C
D
ECC
= Dimetro
excntrico
Tubera de
revestimiento C
Tubera de
revestimiento B
Herramienta y
tub. de revest. A
Abandono de Pozos
Componentes del Cortatubos
216
Resorte
del Pistn
Estabilizador
(opcional)
Pistn
Cuerpo
Brazo cortador
Empaque
del pistn
Pasador de
la bisagra
Abandono de Pozos
Desarmar el Cortatubos
1. Remover los tornillos retenedores del pasador de bisagra.
2. Remover los pasadores de bisagra.
3. Remover los brazos cortadores.
4. Remover el anillo de resorte del Flo-Tel, si es aplicable.
5. Remover el Flo-Tel, si es aplicable.
6. Remover el pistn. Remover e inspeccionar la empaquetadura
del pistn.
7. Remover el resorte del pistn y el aro limitador del pistn.
Para Realizar Trabajos de Servicio
Se debe desarmar y limpiar completamente la herramienta
despus de terminar cada trabajo. Se prefiere la limpieza por
vapor; sin embargo, si no se cuenta con las instalaciones ade-
cuadas, se puede limpiarla con solventes limpiadores. La
empaquetadura del pistn debe ser sometida a inspeccin
despus de realizar la limpieza y debe ser reemplazada si se
observa cualquier desgaste. Es indispensable para el rendi-
miento correcto que las aletas tipo V estn orientadas hacia
la parte superior de la herramienta.
Nota: Antes de ensamblar la herramienta de nuevo, todas las
partes deben ser completamente lubricadas. Cualquier tipo de
grasa ligera servir.
Ensamblaje
1. Reemplazar el resorte y aro limitador del pistn.
2. Reemplazar el pistn.
3. Reemplazar el Flo-Tel, si es aplicable.
4. Reemplazar el anillo de resorte del Flo-Tel, si es aplicable.
5. Reemplazar los brazos cortadores, pasadores de bisagra y los
tornillos retenedores de los pasadores de bisagra.
217
A
b
a
n
d
o
n
o
d
e
P
o
z
o
s
Cortatubos
2
1
8
Dimetro
del cuello
de pesca
Conexin
del pasador
superior
Dimetro
del
cuerpo
(Demostrado con estabilizador opcional)
Instrucciones para Pedidos:
Al pedir o solicitar cotizaciones de cortatubos, por favor
especifique:
1. Serie de herramienta
2. Sub superior estndar o estabilizador.
3. Dimetro del cuello de pesca.
4. Tamao(s) y peso(s) de tubera de revestimiento a cortar.
5. Tipo de unidad de perforacin (buque, semisumergible,
plataforma autoelevadiza, etc.)
6. Si se sabe, especifique si la tubera de revestimiento es
concntrica o excntrica y si est cementada.
Longitud
del cuello
de pesca
Mximo
dimetro
de corte
A
b
a
n
d
o
n
o
d
e
P
o
z
o
s
Especificaciones
2
1
9
Dim. de Corte Sub Superior Estabilizador Sub Superior Estndar*
Con. del Dim. del Long. del Long. del
Serie de Dim. del Pasador Sup. ID OD Cuello Cuello Longitud Peso Cuello Longitud Peso
Herram. Cuerpo API Reg. Mn. Mx. de Pesca de Pesca Total (libras) de Pesca Total (libras)
5700-V 15
3
4 3
1
2 16
1
2 25 4
3
4 18 70 350 Estabilizadores removibles para tub. de revest.
De 7
5
8 pulg. estn incluidos con cortatubos
8200-2 18
1
4 6
5
8 18
1
2 48 8 18 89 925 18 115 1.400
11700-V 11
3
4 6
5
8, 7
5
8 12
1
2 58 8 9 20 107 1,885 32 134 2.400
*Recomendado cuando se utilice tubera de revestimiento de 13
3
8 pulg. y mayor.
Notas:
1. Todas las dimensiones estn en pulgadas, a menos que se especifique al contrario.
2. Todos los pesos son aproximados.
3. Incluye la herramienta y sub superior.
Abandono de Pozos
Dimetros Recomendados para las Aletas del Estabilizador
Especificaciones para los Brazos Cortadores
220
Tamao de Tubera Dimetro de Aletas
de Revestimiento del Estabilizador
13
3
8 12
3
8
16
3
8 14
3
4
20
3
8 18
1
2
26
3
8 23
3
8
30
3
8 27
3
8
36
3
8 33
3
8
Serie de Dim. del Longitud Mx. Dim.
Herram. Cuerpo de Aleta Exp.
13
1
2 10
1
2
16
1
4 14
3
4
5700-V 15
3
4 10
1
4 21
3
4
12
1
4 25
1
4
8200-2 13
1
2 12
1
4
17
1
4 19
1
4
18
1
4 10
1
2 26
1
4
16
1
2 38
1
4
22
1
4 49
1
2
11700-V 16
1
4 17
1
2
10
1
4 24
1
2
16
1
4 35
1
4
11
3
4 20
1
4 41
3
4
22
1
4 45
1
4
26
1
4 52
1
4
30
1
4 59
1
4
Nota:
Todas las dimensiones estn en pulgadas a menos que se especifique al contrario.
Abandono de Pozos
UNIN GIRATORIA MARINA DE SOPORTE
El diseo de la uni giratoria marina de soporte, permite la
libre y completa rotacin de las herramientas y al mismo
tiempo, evita el movimiento vertical y permite la plena circula-
cin pozo abajo. El diseo de soporte soportar las cargas de
empuje y radiales ms severas que se podran encontrar
durante la operacin de corte.
Desarmar la Unin Giratoria Marina de Soporte
1. Remover los tornillos de la tapa del cabezal de enchufe
y placa de asiento.
2. Remover todos los tornillos de la tapa del cabezal de enchufe
y la placa retenedora inferior.
3. Revisar el O-ring y empacadoras en la placa retenedora
inferior.
4. Remover todos los tornillos de la tapa del cabezal de enchufe
y los dos tornillos opresores de enchufe de la placa retene-
dora superior.
5. Revisar el O-ring y empaquetaduras en la placa retenedora
superior.
6. Deslizar la caja de cojinetes fuera de la parte superior
del mandril.
7. Remover los cojinetes de empuje
8. Remover el cojinete radial y el espaciador de cojinetes.
Realizar Trabajos de Servicio
Se debe limpiar completamente la herramienta despus de rea-
lizar cada trabajo. El mtodo de preferencia es limpiar con
vapor. Sin embargo, si no se dispone de las instalaciones ade-
cuadas, se puede utilizar solvente limpiador. Se debe someter
a inspeccin todos las empaquetaduras y O-rings despus de
limpiarlos y deben ser reemplazados si se observa cualquier
desgaste.
Despus de limpiar estas partes con solvente, deben ser
lubricadas con un compuesto antiludimiento. Todos los cojine-
tes debe ser empacados con grasa. Todas las conexiones rotati-
vas articuladas, deben ser lubricadas con un compuesto para
roscas.
221
Abandono de Pozos
Ensamblaje
11. Deslizar el cojinete radial, el espaciador de cojinetes y el
segundo cojinete radial desde el extremo superior del man-
dril hasta ubicarlos en su posicin.
12. Deslizar el cojinete de empuje desde el extremo inferior del
mandril.
13. Deslizar la caja de cojinetes sobre el mandril.
14. Instalar todas las empaquetaduras y O-rings.
15. Reemplazar las empaquetaduras de la placa retenedora
superior, asegurndose que las aletas tipo V de la
empaquetadura estn orientadas hacia arriba. Reemplazar
el O-ring.
16. Deslizar la placa retenedora superior hacia su posicin,
fijarla con tornillos de cabeza.
17. Reemplazar los dos tornillos opresores del protector
de rosca.
18. Instalar la placa de asiento y fijarla en su posicin con
tornillos.
19. Llenar la caja de cojinetes con aceite de peso S.A.E. 90 o su
equivalente. Instalar los accesorios de engrase y la vlvula
de alivio.
10. Revisar por fugas despus de instalar los tapones, y que el
ensamblaje de la caja gire sobre el mandril sin problemas.
222
A
b
a
n
d
o
n
o
d
e
P
o
z
o
s
Unin Giratoria Marina de Soporte
2
2
3
Dimetro
de la
caja de
cojinetes
Dimetro
del cuello
de pesca
Dimetro
del cuello
inferior
Conexin
del
pasador
inferior
Dimetro
del hoyo
Dim. de Dim. de Dimetro Longitud Dimetro Con. Superior
Serie de Caja de Placa de de Cuello de Cuello de Cuello e Inferior Longitud Peso
Herram. Cojinetes Asiento Estn. de Pesca de Pesca Inferior API Reg. Total Hoyo (libras)
6200-2 12
1
4 13
5
8 or 14
3
8 6
1
4 36 6
1
4 4
1
2 IF 78 2
13
16 850
7700-2 13
15
16 14
3
8, 24, 30 7
3
4 or 8 36 7
3
4 6
5
8 Reg. 82 2
13
16 1.300
Especificaciones
Notas:
1. Todas las dimensiones estn en pulgadas, a menos que se especifique al
contrario.
2. Todos los pesos son aproximados.
Instrucciones para Pedidos:
Al realizar un pedido o solicitar una cotizacin para la unin giratoria marina de soporte, favor
especifique el dimetro de la placa de asiento, o la marca y modelo del cabezal submarino.
Dimetro
de placa
de asiento
Longitud del
cuello de pesca
Abandono de Pozos
EL SISTEMA DE TAPN DUAL Y SISTEMA DE ABANDONO
EXCLUSIVO DE SMITH
El Corte mecnico versus el Seccionamiento explosivo
Miles de trabajos de taponado y abandono nos muestran que
ambos pueden constituirse en la mejor va. Si se trata de deci-
dir cul de los mtodos es el ms apropiado para sus requeri-
mientos particulares, es ms sensato comunicarse con la nica
empresa que le podra ofrecer cualquiera o ambos servicios en
cualquier parte de mundo. Hemos ahorrado tiempo y dinero en
trabajos de taponado y abandono por ms de 25 aos, por lo
tanto nos sentimos capacitados para recomendar la combina-
cin ideal para su pozo.
Corte y recuperacin en un slo viaje
Caractersticas:
Reduce el tiempo de taladro debido a que el arpn y el corta-
dor de la tubera de revestimiento se corren en el mismo viaje.
El bumper ring descansa sobre el colgador de tubera de
revestimiento para que el gancho pescante y la carcaza
externa permanezcan estacionarios dentro del colgador de
la tubera de revestimiento durante la rotacin de la sarta
de corte, reduciendo as la posibilidad de daos.
El diseo exclusivo del gancho pescante elimina los daos
que pudiera causar al cabezal del pozo.
Diseo del cortador con tres cuchillas con ms resistencia
para cortes ms rpidos
Los brazos cortadores se extienden hasta cinco veces el
dimetro de la herramienta y logran la mxima estabilidad
bajo condiciones adversas de corte tales como, puntos duros,
excentricidades y cortes interrumpidos.
Los brazos se retraen al detener la circulacin y subir la sarta.
El Sistema Patentado de Corte y Recuperacin opcional corta
hace cortes ms rpidos ya que la tubera de revestimiento
se sostiene en tensin en lugar de compresin.
224
Abandono de Pozos 225
El sistema de Tapn dual y Sistema de Abandono
Abandono de Pozos 226
Sistema de Corte de Cabezales de Pozos
Abandono de Pozos
SISTEMA DE CORTE DE CABEZALES DE POZOS
EN AGUAS PROFUNDAS DYNA-CUT
Caractersticas:
Sistema de Corte de Cabezales de Pozos Submarinos
Patendado con capacidad de operacin a profundidades que
exceden los 10,000 pies.
Operacin de Corte y recuperacin en un solo viaje.
Puede cortar sartas mltiples de tubera de revestimiento.
Para uso en tuberas de 7 pulgadas y de mayor dimetro.
Reduce el tiempo de montaje y de operacin ya que el cable
elctrico est eliminado.
La energa elctrica para la detonacin est eliminada en la
carga, excepto cuando se desee una detonacin.
La energa elctrica es conducida a la carga dejando caer la
unidad a travs de la sarta de perforacin u operando la uni-
dad con guaya fina o con el cable de la cuchara (sandline).
La fuente de poder removible permite la recuperacin segura
de la carga del pozo en caso de un malfuncionamiento.
Un mtodo de respaldo de la desconexin hoyo abajo propor-
ciona una proteccin adicional en caso de que sea necesario
recuperar la fuente de poder.
Se dispone de un sistema para su uso en aguas poco profun-
das, el mismo utiliza un cable para activar la detonacin.
La carga del sistema de rompimiento del Cabezal de Pozo
Dyna-Cut se almacena en contenedores separados como lqui-
dos inflamables (nitrometano) y como un cido corrosivo (dieti-
lenotriamina). Ambos son biodegradables y no son explosivos
hasta que se combinen en los porcentajes apropiados por un
tcnico de Smith. Los detonadores de Alambre de Puente
Explosivo (EBW Exploding Bridge Wire) no contienen ningn
explosivo primario y nicamente pueden ser activados por la
fuente de poder, dado que los detonadores no pueden ser acti-
vados por fuentes externas tales como seales de radio, la uni-
dad de perforacin puede mantener una comunicacin plena a
travs de toda la operacin. Se corre la carga en el hoy de
manera no armada, en la tubera de perforacin y nicamente
se arma despus que haya sido ubicada de manera segura
debajo del cabezal del pozo.
227
Abandono de Pozos
Notas
228
PROCEDIMIENTOS PARA INSPECCIONES DE CAMPO
PARA PARTCULAS MAGNTICAS Y PENETRANTE SECO
Para Todas las Herramientas Hidrulicas de Perforacin y
Completacin de Pozos
A. Inspeccionar visualmente toda la herramienta para detectar los daos
obvios y su condicin general.
B. Medir los dimetros externos e internos, y la longitud total de la herra-
mienta. Identificar las conexiones y verificar el tipo de herramienta.
Asegurar que el troquelado de identificacin estn visibles y legibles.
C. Limpiar completamente las roscas de macho y hembra.
Inmediatamente despus, realizar la inspeccin con partculas magn-
ticas fluorescentes para detectar grietas.
D. Utilizar el medidor de perfiles para inspeccionar la forma de la rosca y
detectar espigas estiradas.
E. Inspeccionar para detectar cualquier hinchamiento de la caja.
F. Inspeccionar los resaltos del macho y hembra para detectar
cualquier dao.
G. Inspeccionar los cuellos de pesca o cualquier rea donde se ha reali-
zado soldadura reforzada con el sistema de inspeccin magntica
Magnaflux; esmerilar las grietas menores; inspeccionar de nuevo.
H. Inspeccionar utilizando Magnaflux todas las reas de cavidades,
incluyendo las reas expuestas a altos esfuerzos tales como agujeros
de bisagras y de espigas de topes (en la cavidad y en el dimetro
externo) y las reas de tornillos de retencin para lo mismo.
I. Inspeccionar utilizando Magnaflux los radios en la interseccin
de los cuellos de pesca y la parte exterior del cuerpo. Inspeccionar
visualmente la parte exterior del cuerpo e inspeccionar utilizando
Magnaflux si se observa cualquier grieta. Esmerilar e inspeccionar
de nuevo.
J. Inspeccionar visualmente para detectar desgaste por fluidos y agrie-
tamiento alrededor de todas las reas de la envoltura de boquillas de
chorro. Inspeccionar utilizando el mtodo de Magnaflux para detec-
tar cualquier grieta. Esmerilar las grietas menores e inspeccionar de
nuevo.
K. Identificar las conexiones rechazadas para asegurar un corte mnimo
en el taller.
L. Una vez desmontado, inspeccionar con penetrante seco los ensambla-
jes de brazo (ensambladura de soldadura del brazo/cono), las reas
de espigas de bisagras y las ranuras de tope.
M. Inspeccionar con penetrante seco las roscas de leva y los lbulos
de leva para detectar cualquier dao y agrietamiento.
N. Inspeccionar el pistn para detectar cualquier agrietamiento y/o des-
gaste. Si es del tipo roscado, revisar por roscas deformadas y agrieta-
miento. Si es del tipo boquilla, revisar la boquilla por agrietamiento
y/o desgaste por fluido en el extremo.
Tabla de Conversin 231
Datos API para Tubera de Revestimiento
Tabla de Conversin 232
Especificaciones de Tubera de Revestimiento
Dimetro Dimetro Peso con Dimetro Dimetro
Externo de Externo del Acoplamiento Interno de Interno Tamao
Tub. de Rev. Acoplamiento (lb/pie) Tub. de Rev. de Deriva de Mecha
9,50 4,090 3,965 3
7
8
4
1
2 5,000 11,60 4,000 3,875 3
7
8
13,50 3,920 3,795 3
3
4
11,50 4,560 4,435 4
1
4
5 5,563
13,00 4,494 4,369 4
1
4
15,00 4,408 4,283 4
1
4
18,00 4,276 4,151 4
1
8
13,00 5,044 4,919 4
3
4
14,00 5,012 4,887 4
3
4
5
1
2 6,050
15,50 4,950 4,825 4
3
4
17,00 4,892 4,767 4
3
4
20,00 4,778 4,653 4
5
8
23,00 4,670 4,545 4
1
2
15,00 5,524 5,399 4
3
4
18,00 5,424 5,299 4
3
4
6 6,625
20,00 5,352 5,227 4
3
4
23,00 5,240 5,115 4
3
4
17,00 6,135 6,010 6
20,00 6,049 5,924 5
7
8
6
5
8 7,390 24,00 5,921 5,796 5
5
8
28,00 5,791 5,666 5
5
8
32,00 5,675 5,550 5
5
8
17,00 6,538 6,413 6
1
4
20,00 6,456 6,331 6
1
4
23,00 6,366 6,241 6
1
4
7 7,656
26,00 6,276 6,151 6
1
8
29,00 6,184 6,059 6
32,00 6,094 5,969 6
35,00 6,004 5,879 5
7
8
38,00 5,920 5,795 5
3
4
20,00 7,125 7,000 6
3
4
24,00 7,025 6,900 6
3
4
7
5
8 8,500
26,40 6,969 6,844 6
3
4
29,70 6,875 6,750 6
3
4
33,70 6,765 6,640 6
5
8
39,00 6,625 6,500 6
1
4
Tabla de Conversin 233
Datos API para Tubera de Revestimiento (cont.)
Especificaciones de Tubera de Revestimiento
Dimetro Dimetro Peso con Dimetro Dimetro
Externo de Externo del Acoplamiento Interno de Interno Tamao
Tub. de Rev. Acoplamiento (lb/pie) Tub. de Rev. de Deriva de Mecha
24,00 8,097 7,972 7
7
8
28,00 8,017 7,892 7
7
8
32,00 7,921 7,796 7
5
8
8
5
8 9,625 36,00 7,825 7,700 7
5
8
40,00 7,725 7,600 7
5
8
44,00 7,625 7,500 7
3
8
49,00 7,511 7,386 7
3
8
29,30 9,063 8,907 8
3
4
32,30 9,001 8,845 8
3
4
36,00 8,921 8,765 8
3
4
9
5
8 10,625 40,00 8,835 8,679 8
5
8
43,50 8,755 8,599 8
5
8
47,00 8,681 8,525 8
1
2
53,50 8,535 8,379 8
3
8
32,75 10,192 10,036 9
7
8
40,50 10,050 9,894 9
7
8
45,50 9,950 9,794 9
3
4
10
3
4 11,750 51,00 9,850 9,694 9
5
8
55,50 9,760 9,604 9
5
8
60,70 9,660 9,504 9
1
2
65,70 9,560 9,404 9
1
2
38,00 11,150 10,994 11
3
8
42,00 11,084 10,928 10
3
4
11
3
4 12,750 47,00 11,000 10,844 10
3
4
54,00 10,880 10,724 10
5
8
60,00 10,772 10,616 10
5
8
48,00 12,715 12,559 12
1
4
54,50 12,615 12,459 12
1
4
13
3
8 14,375 61,00 12,515 12,359 12
1
4
68,00 12,415 12,259 12
1
4
72,00 12,347 12,191 12
3
8
55,00 15,376 15,188 15
3
8
65,00 15,250 15,062 15
3
8
16
3
8 17,000 75,00 15,124 14,936 14
3
4
84,00 15,010 14,822 14
3
4
94,00 19,124 18,936 17
1
2
20
3
8 21,000
106,50 19,000 18,812 17
1
2
133,00 18,730 18,542 17
1
2
Nota: Todas las dimensiones estn en pulgadas a menos que se indique
al contrario.
Dimensiones de Cono Mximas para Mechas para Rocas
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
4
T
A
B
L
A
D
E
C
O
M
P
A
R
A
C
I
N
D
E
M
E
C
H
A
S
P
A
R
A
R
O
C
A
S
Dimetro Longitud Peso del Peso
Rango de Tamao Mximo Mxima Diente Fresado TCI
pulg. mm pulg. mm pulg. mm lb kg lb kg
13
1
2 13
7
8 189 198 2
3
8 60 1
5
8 41 10 5 12 5
14
3
4 121 2
7
8 73 2
1
8 54 15 7 20 9
15
7
8 16
1
4 149 159 4
1
4 108 3
1
8 79 35 16 45 20
16
1
2 16
3
4 165 172 4
1
2 114 3
1
2 89 45 20 55 25
17
3
8 18
1
8 187 203 5
1
4 133 4
1
8 102 75 34 85 39
18
1
8 18
1
2 206 216 5
7
8 149 4
1
8 105 90 41 95 43
18
5
8 19
1
8 219 229 6
1
8 156 4
5
8 117 95 43 100 45
19
1
8 19
1
2 232 241 6
1
2 165 4
3
8 111 125 57 130 59
19
5
8 19
7
8 245 251 6
3
4 171 4
3
4 121 135 61 145 66
10
1
8 10
5
8 254 270 7
1
4 184 5
1
2 140 165 75 175 80
11
1
8 11
7
8 279 302 7
7
8 200 5
7
8 149 195 89 210 95
12
1
8 12
1
4 305 311 8
1
8 203 6
1
8 156 205 93 225 102
13
1
4 15
1
8 337 381 9
5
8 244 7
5
8 194 345 157 380 173
16
1
8 406 10
1
4 260 8
1
8 206 410 186 450 205
17
1
2 445 11
1
2 292 8
5
8 219 515 234 545 248
18
1
2 470 12
1
8 305 9
1
8 229 525 239 570 259
20
1
8 508 12
1
2 318 9
5
8 244 625 284 700 318
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
5
Dimensiones de Cono Mximas para Mechas para Rocas (cont.)
Dimetro Longitud Peso del Peso
Rango de Tamao Mximo Mxima Diente Fresado TCI
pulg. mm pulg. mm pulg. mm lb kg lb kg
22
1
8 559 13
3
4 349 10
1
2 267 1.000 455 1.170 532
24
1
8 610 15
1
4 387 11
1
4 286 1.385 629 1.400 636
26
1
8 660 16
1
8 406 12
3
4 324 1.450 659 1.550 704
28
1
8 711 17
1
8 432 13
1
8 330 1.550 704 1.650 750
Torque Recomendado para el Enrosque de Mechas para Roca
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
6
Rango de Tamao Tamao de Espigas API Torque de Enrosque Recomendado
pulg. mm pulg. mm pielb Nm
3
1
2 14
1
2 89 114 2
3
8 Reg. 60 3.000 13.500 4.000 14.800
4
5
8 15 118 127 2
7
8 Reg. 73 6.000 17.000 8.000 19.500
5
1
8 17
3
8 137 187 3
1
2 Reg. 89 7.000 19.000 9.500 12.000
7
5
8 19 194 229 4
1
2 Reg. 114 12.000 16.000 16.000 22.000
9
1
2 28* 241 711 6
5
8 Reg. 168 28.000 32.000 38.000 43.000
14
3
4 28* 375 711 6
5
8 Reg. or 7
5
8 Reg. 168 or 194 34.000 40.000 46.000 54.000
18
1
2 28* 470 711 7
5
8 Reg. or 8
5
8 Reg. 194 or 219 40.000 60.000 54.000 81.000
*El torque de enrosque debe corresponder con la conexin de espiga API para cada tamao de mecha.
Nota: Algunos de los tamaos de mecha mencionados arriba estn disponibles con diferentes conexiones de espiga
mediante pedidos especiales.
Tipos de Boquillas y Aplicaciones para Mechas de Smith
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
7
Serie de Serie de Serie
Dientes Fresados Chorro/Aire TCI Todas las Mechas de Tres Conos
A1, Chorros Chumacera/
Tamao de Mecha Cojinete Cojinete Cojinete Externos de Cojinete Chorros Boquillas
Mini-Chorros
(pulg.) Abierto Sellado Chumacera Abierto Dos Chorros Sellado Centrales Extendidas MT TCI
13
1
2 14
3
4 55 55
15
7
8 16
3
4 65 70 70
17
3
8 17
5
8 95 95 95
17
7
8 18
3
8 95 95 95 95 75 95 65 97 98
18
1
2 18
3
4 95 95 95 95 75 95 70 97 98
19
1
2 19
7
8 95 95 95 95 95 95 65 97 98
10
5
8 12
1
4 95 95 95 95 100 95 95 70 97/98 98
13
1
2 14
3
4 100 100 100 100 100 95 70 105 105
16
1
2 17
1
2 100 100 100 100 100 95 95 105 105
20
1
2 28
1
2 100 100 100 95/100 105 105
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
8
Diente Fresado
1. Cojinete de
Rodillos Estndar
Formaciones Smith Hughes Reed Security
1 DSJ R1 Y11 S3SJ
Formaciones Blandas/
1 Baja Resistencia 2 DTJ R2 Y12 S3J
Compresiva S3TJ
3 DGJ R3 Y13 S4J
S4T
S4TJ
Formaciones Medianas
1 V2J R4 M4NJ
a Semi-Dura/
2 Alta Resistencia 2 DR5 M4
Compresiva
3
1 R7 H7
H7J
Formaciones Duras y 2
3 Semi-Abrasivas
3
4
S
e
r
i
e
T
i
p
o
s
Tabla de Comparacin de Mechas para Roca
4. Cojinete de 5. Cojinete de Rodillos
Rodillos Sellado Sellado Protegido por Medidor
Smith Hughes Reed Security Smith Hughes Reed Security
SDS ATX1 S11 S33S MSDSH ATXG1 MS11G S33SG
GTX1 SS33S MSDSSH MAXG1 SS33SG
MS33S MSDSHOD MAXGT1
S33 S33G
SS33G
ATX3 S44 SDGH ATXG3 S13G S44G
GTX3 MSDGH MAXG3 MS13G SS44G
MSDGHOD MAXGT3
M44N SVH S21G M44NG
MSVH MS21G MM44NG
H77 S31G
H77SG
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
3
9
Diente Fresado
6. Cojinete de
Friccin Sellado
Formaciones Smith Hughes Reed Security
1 FDS ATJ1, GT1 HP11 S33SF
FDS+ ATJ1S HP11+
FDSS+ ATM1
ATM1S
Formaciones Blandas/
1 Baja Resistencia 2 FDT ATJ2 HP12 S33F
Compresiva EHP12
3 FDG J3 S44F
Formaciones Medianas
1 FV J4 M44NF
a Semi-Dura/
2 Alta Resistencia 2
Compresiva
3
1 H77F
Formaciones Duras y 2
3
Semi-Abrasivas
3
4
S
e
r
i
e
T
i
p
o
s
Tabla de Comparacin de Mechas para Roca (cont.)
7. Cojinete de Friccin Sellado
Protegido por Medidor
Smith Hughes Reed Security
MFDSH ATMG1 MHP11G S33SGF
MFDSSH ATMG1S
MFDSHOD ATJG1H
ATMGT1
GTG1
JG2 S33GF
S33TGF
SS33GF
FDGH JG3 HP13G S44GF
MFDGH ATMG3 MHP13G
MFDGHOD
FVH JG4 HP21G M44NGF
JG7 HP31G
H77SGF
JG8
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
4
0
TCI
2. Cojinete de Rodillos
Enfriado por Aire
Formaciones Smith Hughes Reed Security
1
Formaciones Blandas/ 2
4 Baja Resistencia
Compresiva
3
4
5. Cojinete de Rodillos 7. Cojinete de Rodillos Sellado
Protegido por Medidor Protegido por Medidor
Smith Hughes Reed Security Smith Hughes Reed Security
M01S MAX00 MS41A SS80 MF02 ATJ00 EHP41A S80F
M01SOD MAXGT00 ATM00
M02S GTX03 GT00 EHP41H
M02SOD MAX03 ATMGT00
MAXGT03 GT03
ATMGT03
ATX05 ATJ05
MAX05 ATM05
M05S SS81 F05 ATJ05C S81F
MF05 ATM05C
F07 GT03C
M1S GTX09 S43A S82 F1 ATJ11 HP43 S82F
M1SOD MAX09 MS43A SS82 MF1 ATM11 SS82F
MAXGT09 F1OD ATJ11S HP43A S82CF
MF10D ATM11HG EHP43A
ATX11 GT09 HP43H HZS82F
MAX11 ATMGT09 EHP43H
ATX11H ATJ11H
MAX11H ATM11H
15JS ATX11C S44A SS83 F15, F15D ATJ11C HP44A S83F
M15S MS44A F15OD, MF15 ATM11C SS83F
M15SD MA15, MF15D ATM11CG
M15SOD MF15OD GT09C
S
e
r
i
e
T
i
p
o
s
Tabla de Comparacin de Mechas para Roca
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
4
1
TCI
2. Cojinete de Rodillos
Enfriado por Aire
Formaciones Smith Hughes Reed Security
1
Formaciones Medianas
5 a Semi-Dura/
Alta Resistencia 2
Compresiva
3
4 S8JA
5. Cojinete de Rodillos 7. Cojinete de Rodillos
Protegido por Medidor Sellado Protegido por Medidor
Smith Hughes Reed Security Smith Hughes Reed Security
A1JSL ATX22 S51A 2SS82 A1, F15H ATJ22 HP51 S84F
MA1SL MAX22 MS51A F2, F2H ATM22 HP51A SS84F
2JS GTX18, S84 F17, F25 ATM18 HP51H S84CF
M2S MAXGT18 SS84 F25A ATMGT18 HP51X DS84F
M2SD MF2, F2D GT18 EHP51A HZS84F
MF2D ATMGT20 EHP51H 2S82F
ATJ22S HP51XM SS84FD
ATM22G
M27S ATX22C S52A SS85 F27 ATJ22C HP52 S85F
M27SD F271 ATM22C HP52A
MF27 GT18C HP52X S85CF
MF27D ATM28
3JS ATX33 S53A S86 F3, MF3 ATJ33 HP53 S86F
M3S SS86 MF3D ATM33 EHP53 SS86F
M3SOD ATX33A F3H ATJ33A HP53A S86CF
MF3H ATJ33S EHP53A
F3D ATJ35 HP53AM
MF30D
ATX33C S88 F35 ATJ33C HP54 S88F
GS88 F35A ATM33C S88FA
SS88C F37, MF37 ATJ35C S88CF
F37A S88CFH
F37D
MF37D
S
e
r
i
e
T
i
p
o
s
Tabla de Comparacin de Mechas para Roca (cont.)
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
4
2
TCI
2. Cojinete de Rodillos
Enfriado por Aire
Formaciones Smith Hughes Reed Security
1 4GA G44
Formaciones Medianas
a Semi-Dura/ 2 5GA Y62JA M8JA
6 Alta Resistencia
Compresiva 47JA
3 G55 Y63JA
4
1
Formaciones Duras, 2
7 Semi-Abrasivas y 3 7GA G77 Y73JA
Abrasivas
4 H8JA
1 H9JA
Formaciones 2
8 Extremadamente 3 9JA G99 Y83JA H10JA
Duras y Abrasivas
4
5. Cojinete de Rodillos 7. Cojinete de Rodillos Sellado
Protegido por Medidor Protegido por Medidor
Smith Hughes Reed Security Smith Hughes Reed Security
4JS ATX44 M84 F4, F4H ATJ44 HP61 M84F
F4A ATJ44A EHP61 M84FA
F45A HP61A M84CF
F45H EHP61A
F47, F47A M85F
5JS ATX44C S62A M88 F47H, F5 ATJ44C HP62 M88F
GM88 F5OD EHP62 M88FA
47JS M89T MF5 HP62A M89TF
MF5D EHP62A
F57, F57A ATJ55 HP63 M89F
F57D, F57OD ATJ55A EHP63
F57DD ATJ55R M90F
F67OD ATJ66
F7, F7OD ATJ77 HP73 H87F
MF7 EHP73
H88 ATJ88 H88F
F8OD, F8DD H99F
H100 F9 ATJ99 HP83 H100F
HH100 ATJ99A EHP83
S
e
r
i
e
T
i
p
o
s
Tabla de Comparacin de Mechas para Roca (cont.)
Tabla de Conversin 243
Prefijos
F =Chumacera (pfinodal)
M =Cojinete de mecha de motor
dirigible
S =Cojinete de rodillos sellado
Sufijos
A =Diseada para aplicaciones
neumticas
C =Chorro central
D =Insertos calibradores mejorados
con diamantes
DD =Estructura cortante completamente
mejorada con diamantes
E =Boquillas completamente
extendidas
G =Revestimiento Super D-Gun
H =Insertos de taln en mechas de
dientes fresados. Grado diferente,
altamente resistente al desgaste, de
carburo en mechas TCI para forma-
ciones abrasivas
L =Almohadillas de oreja
N =Dimetro de calibre nominal
OD =Insertos de taln mejorados
con diamantes
P =Compacto de carburo en la parte
posterior de la pata
PD =SRT de diamantes en la parte
posterior de la pata
Q =Boquillas extendidas Flow Plus
R =Insertos SRT prensados en
la pata para la estabilizacin
S =Cojinete de rodillos sellado
Designaciones de Estructuras Cortantes
de Dientes Fresados
DS =Estructura cortante para
formaciones muy blandas
DT =Estructura cortante para
formaciones blandas
DG =Estructura cortante para
formaciones medianas
V =Estructura cortante para
formaciones semi-duras
Designaciones de
Estructuras Cortantes TCI
01 =Estructura cortante de cincel
para formaciones muy blandas
02 =Estructura cortante de cincel
para formaciones muy blandas
05 =Estructura cortante de cincel
para formaciones muy blandas
07 =Estructura cortante cnica para
formaciones blandas
1 =Estructura cortante de cincel
para formaciones blandas
15 =Estructura cortante de cincel para
formaciones blandas a medianas
17 =Estructura cortante cnica para
formaciones blandas a medianas
2 =Estructura cortante de cincel para
formaciones blandas a medianas
25 =Estructura cortante de cincel
para formaciones medianas
27 =Estructura cortante cnica
para formaciones medianas
3 =Estructura cortante de cincel
para formaciones medianas
35 =Estructura cortante de cincel
para formaciones medianas
37 =Estructura cortante para
formaciones medianas
4 =Estructura cortante de cincel
para formaciones medianas
45 =Estructura cortante de cincel
para formaciones semi-duras
47 =Estructura cortante cnica
para formaciones semi-duras
5 =Estructura cortante de cincel
para formaciones semi-duras
57 =Estructuras cortantes cnicas
para formaciones semi-duras
67 =Estructura cortante cnica
para formaciones duras
7 =Estructura cortante cnica
para formaciones duras
8 =Estructura cortante cnica
para formaciones duras
9 =Estructura cortante para
formaciones duras
Nomenclatura para las Mechas de Smith Tool
Clasificacin de Mechas Embotadas IADC
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
4
4
Estructura Cortante Cojinetes/ Otras Car. Razn por
Interna Externa Car. Embot. Ubicacin Sellos Calibre Embot. Sacarla
1 2 3 4 5 6 7 8
Ubicacin (4)
Cono rodante
N - Fila de nariz
M- Fila intermedia
G - Fila calibrador
Cono #
1 2 3
Cortador Fijo
C - Cono
N - Nariz
T - Ahusado
S - Resalto
G - Calibrador
A - Todas las reas
Estructura Cortante Interna (1)
(Todas las Filas Internas)
(Para mechas cortadoras fijas, se debe utilizar
las 2/3 internos del radio de la mecha)
Estructura Cortante Externa (2)
(Fila Calibrador Solamente)
(Para mechas cortadoras fijas, se debe utilizar
la 1/3 parte externa del radio de la mecha)
En las columnas 1 y 2 se utiliza una escala lineal
para describir la condicin de la estructura
cortante segn lo siguiente:
Mechas con dientes de acero
Una medida de la prdida de altura debida
a la abrasin y/o daos
0 = Ninguna prdida de altura de diente
8 = Prdida total de altura de diente
Mechas de Insercin
Una medida de la reduccin total de la estructura
cortante debida a insertos perdidos, desgastados
y/o rotos
0 = Ningn inserto perdido, desgastado y/o roto
8 = Todos los insertos perdidos, desgastados
y/o rotos
Mechas Cortadoras Fijas
Una medida de una estructura cortante
perdida, desgastada y/o rota
0 = Ninguna estructura cortante perdida,
desgastada y/o rota
8 = Toda la estructura cortante perdida,
desgastada y/o rota
Caractersticas Embotadas (3)
(Se debe utilizar solamente los cdigos
relacionados con la estructura cortante)
*BC - Cono roto
*BF - Falla de la pega
*BT - Dientes/
Cortadores
Rotos
*BU - Mecha Enlodada
*CC - Cono agrietado
*CD - Cono arrastrado
*CI - Interferencia
del cono
*CR - Daos al ncleo
*CT - Dientes/
Cortadores
Astillados
*ER - Desgaste
*FC - Aplanamiento
*HC - Daos por calor
*JD - Daos por
desechos
*LC - Cono perdido
*LN - Boquilla perdida
*LT - Dientes/Corta-
dores Perdidas
*OC - Desgaste
excntrico
*PB - Mecha aplastada
*PN - Boquilla/Paso
de Flujo Tapado
*RG - Calibrador
redondeado
*RO - Ring Out
*SD - Daos a la cola
*SS - Desgaste por
autoafilamiento
*TR - Rastreo
*WO- Mecha socavada
*WT- Dientes/
Cortador
Desgastados
*NO - Sin caracterstica
de embotamiento
*Demostrar nmero
de conos bajo
ubicacin (4)
Razn por Sacarla o
Terminar el Recorrido (8)
BHA- Cambio del Ensamblaje de
Fondo
DMF- Falla del Motor de Fondo
DTF - Falla de Herramienta Pozo
Abajo
DSF - Falla de Sarta de
Perforacin
DP - Perforar Tapn
CM - Acondicionar el Lodo
CP - Punto para Sacar Ncleos
FM - Cambio de Formacin
HP - Problemas en el Hoyo
LIH - Dejada en el Hoyo
HR - Horas de Vida de la Mecha
LOG- Correr Registros
PP - Presin de Bomba
PR - Rata de Penetracin
RIG - Reparacin del Taladro
TD - Profundidad Total
/Profundidad de Tubera
de Revestimiento
TW - Torcedura
TQ - Torque
WC - Condiciones Climticas
Cojinetes/Sellos (5)
Calibre (6)
Medir a la unidad entera
ms cercana 1/16 pulgada
I - En calibre
1 - 1/6" Fuera de calibre
2 - 2/6" Fuera de calibre
4 - 4/6" Fuera de calibre
Otras Caractersticas
de Embotamiento (7)
Refirase a los cdigos
de la columna 3
Cojinetes No Sellados
Una escala lineal que estima la
vida del cojinete utilizada
0 = Sin uso
8 = Toda la vida utilizada;
no resta vida de cojinete
Cojinetes Sellados
E Sellos Efectivos
F Sellos fallados
N No es posible clasificar
X Mecha cortadora fija
(no posee cojinetes
Notas
Tabla de Conversin 245
CMO CONVERTIR WAGS EN SWAGS
En las siguientes cinco pginas se presentan las ecuaciones
para la seleccin de la mecha, el peso y RPM de la mecha,
y para calcular las propiedades del fluido de perforacin e
hidrulico, para los usuarios de otros SWAG. Muchas de
dichas ecuaciones deben ser empleadas conjuntamente
con el buen juicio y sentido comn.
Tabla de Conversin 246
A. Ecuaciones para la Seleccin de Mechas
1. Costo por pie
B
1
+ R
1
(T
1
+ t)
C
1
=
F
1
2. Punto de equilibrio, con una rata de penetracin
constante
B
2
+ R
1
(t)
T
2
=
F
1
C
1
R
1
(T
1
)
B. Ecuaciones para el Peso-Velocidad Rotativa de la Mecha
3. Rata de perforacin (formaciones blandas)
ROP =
k
f
1
WR
4. Rata de perforacin (formaciones duras)
ROP =
k
f
1
W
1.2
R
0.5
5. Tamao de mecha versus rata de penetracin
a. Hasta 17
1
2 pulg.
D
1
ROP
2
= ROP
1
(D
2
)
b. 17
1
2 a 36 pulg.
D
1
ROP
2
= ROP
1
x 1.25
(D
2
)
6. Constante del peso de soporte
Hours
C
B
=
100
W x R W
(
1,000 100
)
1,000
7. Constante del desgaste de dientes
Hours x e
(.01 R + .0032 W)
C
T
=
189.2
8. Caballos de fuerza en la mecha
HP = k
b
W
b
1.5
D
b
2.5
R
9. Relacin de peso de mecha-RPM con cada de presin
en la mecha
De Fullerton, para (W
b
R)<250
P
b
= 0.678 D
h
(W
b
R)
0.5
for 250<(W
b
R)<350
P
b
= 0.044 D
h
(W
b
R)
for (W
b
R)>350
P
b
= 0.80 D
h
(W
b
R)
0.5
Tabla de Conversin 247
Tabla de Conversin 248
C. Ecuaciones para Clculos Hidrulicos
10. Prdidas de presin en la tubera de perforacin
(flujo turbulento)
a. Por Fanning
f V
2
L
P =
25.8d
b. Por Security
0.000061 LQ
1.86
P =
d
4.86
c. Por Smith
.0000765PV
0.18 0.82
Q
1.82
L
P =
d
4.82
11. Caballos de fuerza hidrulicos de la mecha
P
b
x Q
BHHP =
1,714
12. Prdida de presin por las boquillas de chorro
Q
2
P
b
=
10,858 (A
n
)
2
13. rea total de boquillas
Q
( )
0.5
A
n
=
104.2 P
b
14. Velocidad de chorro
0.32Q
V
n
=
A
n
15. Fuerza de impacto de chorro
I
f
= 0.000516 QV
n
I
f
= 0.0173QP
B
x
16. Presin de fondo
BHP = 0.052 L
17. Presin de circulacin en el fondo
BHCP = BHP + P
a
18. Prdidas de presin anular
a. De Hagan-Poiseuille para el flujo
laminar newtoniano
LV
P
a
=
1,500 (D
h
D
p
)
2
Tabla de Conversin 249
C. Ecuaciones para Clculos Hidrulicos (cont.)
b. De Beck, Nuss y Dunn para el flujo laminar plstico
LYP VLPV
P
a
= +
225(D
h
D
p
) 1,500(D
h
D
p
)
2
c. De Fanning para el flujo turbulento
f LV
2
P
a
=
25.8(D
h
D
p
)
d. De Security para el flujo turbulento
(1.4327 x 10
-7
) LAV
2
P
a
=
D
h
D
p
e. De Smith para el flujo turbulento
0.0000765PV
0.18 0.82
Q
1.82
L
P
a
=
(D
h
D
p
)
3
(D
h
+ D
p
)
1.82
19. Densidad circulante equivalente
BHCP
ECD =
.052L
20. Nmero de Reynold
a. Fluidos newtonianos
928 Vd
R
e
=
b. Fluidos plsticos (para determinar f)
2,970 Vd
R
e
=
PV
21. Velocidad de flujo anular promedia
24.5Q
AV =
(D
h
2
D
p
2
)
22. Velocidad anular crtica
1.08PV+ 1.08 PV
2
+ 9.3(D
h
D
p
)
2
YP
V
c
=
(D
h
D
p
)
23. Velocidad anular ptima
From Fullerton
11,800
AV
o
=
D
h
C. Ecuaciones para Clculos Hidrulicos (cont.)
24. Tasa de flujo ptima
From Fullerton
482(D
h
2
D
p
2
)
Q
o
=
D
h
25. Velocidad de deslizamiento de esquirlas de roca
a. De Stokes para el flujo laminar, esquirlas esfricas
8,310d
C
2
(
C
)
V
S
=
b. De Pigott para el flujo laminar, esquirlas esfricas
3,226d
C
2
(
C
)
V
S
=
c. De Rittinger para el flujo turbulento,
esquirlas esfricas
d
C
(
C
)
V
S
= 155.9
d. De Pigott para el flujo turbulento, esquirlas esfricas
d
C
(
C
)
V
S
= 60.6
26. Viscosidad efectiva
a. Definicin de viscosidad
S
s
=
S
r
b. Viscosidad Plstica de Bingham
399 YP (D
h
D
p
)
= PV+
AV
c. Esfuerzo cortante, fluidos de la Ley de Potencia
S
s
= kS
r
n
d. Viscosidad efectiva, Ley de Potencia
e
= kS
r
n1
e. Tasa de corte anular
2.4 AV
S
r
=
D
h
D
p
f. ndice de consistencia
511 (YP +PV)
k =
511
n
Tabla de Conversin 250
C. Ecuaciones para Clculos Hidrulicos (cont.)
g. ndice de la Ley de Potencia
YP + 2PV
n = 3.32 log
10
(
YP + PV
)
27. Prdidas totales del sistema o la presin de descarga
de bomba
P
t
= P
s
+ P
c
+ P
p
+ P
b
+ P
ca
+ P
pa
D. Ecuaciones para Calcular las Propiedades del Fluido de Perforacin
28. Efectos de la viscosidad plstica
ROP
2
= ROP
1
x 10
.003
(PV
1
PV
2
)
29. Efectos de arcilla de bentonita
ROP
2
= ROP
1
x e
.051
(vol%
1
vol%
2
)
30. Efectos de los slidos totales
ROP
2
= ROP
1
x 10
.0066
(vol%
1
vol%
2
)
31. Efectos de la prdida de agua
WL
2
+ 35
ROP
2
= ROP
1
x
WL
1
+ 35
32. Efectos del contenido de petrleo
(%vol de petrleo > 30%)
sin(10.6 vol%
2
4.83) + 10.33
ROP
2
= ROP
1
[
sin(10.6 vol%
1
4.83) + 10.33
]
33. Efectos totales del fluido de perforacin (densidad,
viscosidad, slidos, prdida de presin)
Para profundidades desde 8.000 a 12.000 pies
ROP
2
= ROP
1
e 0.382
(
1
2
)
34. De Fullerton para los efectos de densidad
log
10
k
f
2
= .000208(BHP
1
BHP
2
) + log
10
k
f
1
Tabla de Conversin 251
Nomenclatura
A
n
= rea total de boquillas, pulg.
2
AV, AV
o
= Velocidad anular ptima promedia,
pies/min
BHP = Presin de fondo, lppc (psi)
BHCP = Presin de fondo circulante, lppc (psi)
BHHP = Caballos de fuerza hidrulicos de la
mecha, c de f.
B
1
, B
2
= Costo de control, mecha propuesta, dlares
C
1
= Costo por pie de mecha de control,
dlar/pie
C
B
= Constante de desgaste de soporte
de cojinete
C
n
= Coeficiente de la boquilla, 95%
C
T
= Constante por desgaste de dientes
d = Dimetro interno de la tubera, pulg.
D
b
= Dimetro de la mecha, pulg.
d
c
= Dimetro de esquirlas, pulg.
D
1
, D
2
= Dimetro mayor, menor de la mecha, pulg.
D
h
= Dimetro del hoyo, pulg.
D
p
= Dimetro externo de la tubera, pulg.
e = 2,718 base naperiana
ECD = Densidad circulante equivalente, lb/gal
f = Factor por friccin de Fanning
F
1
= Pies perforados, pies
k = ndice de consistencia
k
b
= Factor por la formacin para el clculo
de los caballos de fuerza con un rango
entre 4 x 10
5
para formaciones muy
duras hasta 14 x 10
5
para formaciones
muy blandas
k
f
1
, k
f
2
= Factor aparente y corregido por
perforabilidad de la formacin
L = Longitud de la tubera o profundidad
del hoyo, pies
n = ndice de la Ley de Potencia
PV = Viscosidad plstica, cP
PV
1
, PV
2
= Viscosidad plstica inicial, final, cP
= Densidad del lodo, lb/gal
c
= Densidad de ripios, lb/gal
1
,
2
= Densidad del lodo inicial, final, lb/gal
Tabla de Conversin 252
Nomenclatura (cont.)
P = Prdida de presin, lppc (psi)
P
a
= Prdida de presin en el espacio anular,
lppc
P
c
, P
ca
= Dimetro interior del cuello de perfora-
cin, prdida de presin anular, lppc
P
p
, P
pa
= Dimetro interior del cuello de perfora-
cin, prdida de presin en tubera, lppc
P
s
= Prdida de presin por la conexin en
la superficie, lppc
P
t
= Prdidas totales del sistema, lppc
P
b
= Prdida de presin en la mecha, lppc
Q = Volumen de bomba, gpm
Q
o
= Tasa de flujo ptima, gpm
R = Velocidad rotativa de mecha, rpm
R
1
= Costo del taladro o tarifa de operacin,
dlares/hora
R
e
= Nmero de Reynold, sin dimensiones
ROP = Tasa de penetracin, pies/hora
ROP
1
, ROP
2
= Tasa de penetracin inicial, final,
pies/hora
S
S
= Esfuerzo cortante, dynes/cm
2
S
r
= Tasa de corte, sec
1
t = Duracin de viaje de ida y regreso, horas
T
1
, T
2
= Tiempo de rotacin para la mecha de
control, propuesta, horas
,
e
= Viscosidad aparente, efectiva, cP
V = Velocidad del fluido, pies/seg
V
c
= Velocidad crtica en espacio anular,
pies/seg
V
n
= Velocidad de boquillas, pies/seg
V
S
= Velocidad de esquirlas, pies/seg
W = Peso por pulgada de dimetro de mecha,
lb/pulg.
W
b
= Peso de la mecha, 1.000 lb/pulg. del
dimetro de mecha
WL
1
, WL
2
= Prdida de agua inicial, final, cm
3
/30 min
YP = Punto cedente, lb/100 pies
2
Tabla de Conversin 253
Tamao y Tipo Dim.
Dim. Int. de Cuellos de Perforacin
de Conexin Ext. 1 1
1
4 1
1
2 1
3
4
3 2.500 2.500 2.500
API NC 23 3
1
8 3.300 3.300 2.600
3
1
4 4.000 3.400 2.600
3 3.800 3.800 2.900
2
7
8 PAC 3
1
8 4.900 4.200 2.900
(VASE LA NOTA 4) 3
1
4 5.200 4.200 2.900
2
3
8 API IF
API NC 26 3
1
2 4.600 4.600 3.700
2
7
8 SH 3
3
4 5.500 4.700 3.700
2
7
8 XH 3
3
4 4.100 4.100 4.100
3
1
2 DSL 3
7
8 5.300 5.300 5.300
2
7
8 MOD. OPEN 4
1
8 8.000 8.000 7.400
3
7
8 4.600 4.600 4.600
2
7
8 API IF 4
1
8 7.300 7.300 7.300
API NC 31 4
1
4 8.800 8.800 8.100
3
1
2 SH 4
1
2 10.000 9.300 8.100
4
1
2 8.900
API NC 35 4
3
4 12.100
5 12.100
4
1
4 5.100
3
1
2 XH 4
1
2 8.400
4 SH 4
3
4 11.900
3
1
2 Mod. Open 5 13.200
5
1
4 13.200
4
3
4 9.900
3
1
2 API IF 5 13.800
API NC 38 5
1
4 16.000
4
1
2 SH 5
1
2 16.000
4
3
4 8.700
3
1
2 H-90 5 12.700
(See Note 3) 5
1
4 16.900
5
1
2 18.500
5 10.800
4 FH 5
1
4 15.100
API NC 40 5
1
2 19.700
4 Mod. Open 5
3
4 20.400
4
1
2 DSL 6 20.400
5
1
4
5
1
2
4 H-90 5
3
4
(See Note 3) 6
6
1
4
Tabla de Conversin 254
Torque de Enrosque Mnimo Recomendado
(pie-lb) [Ver la Nota 2 en la pgina 256]
Notas:
1. Todas las dimensiones estn indicadas en pulgadas, a menos que se indique
al contrario.
Tabla de Conversin 255
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Dim. Int. de Cuellos de Perforacin
2 2
1
4 2
1
2 2
13
16 3 3
1
4 3
1
2 3
3
4
4.600
6.800
6.800
6.800
8.900 8.900 7.400
10.800 9.200 7.400
10.800 9.200 7.400
5.100 5.100 5.100
8.400 8.400 8.200
11.700 10.000 8.200
11.700 10.000 8.200
11.700 10.000 8.200
9.900 9.900 9.900 8.300
13.800 12.800 10.900 8.300
14.600 12.800 10.900 8.300
14.600 12.800 10.900 8.300
8.700 8.700 8.700 8.700
12.700 12.700 12.700 10.400
16.700 15.000 13.100 10.400
16.700 15.000 13.100 10.400
10.800 10.800 10.800 10.800
15.100 15.100 14.800 12.100
18.600 16.900 14.800 12.100
18.600 16.900 14.800 12.100
18.600 16.900 14.800 12.100
12.500 12.500 12.500 12.500
17.300 17.300 17.300 16.500
22.300 21.500 19.400 16.500
23.500 21.500 19.400 16.500
23.500 21.500 19.400 16.500
Tabla de Conversin 256
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Tamao y Tipo Dim.
Dim. Int. de Cuellos de Perforacin
de Conexin Ext. 1 1
1
4 1
1
2 1
3
4
5
1
2
5
3
4
4
1
2 API Reg. 6
6
1
4
5
3
4
6
API NC 44 6
1
4
6
1
2
5
1
2
5
3
4
4
1
2 API FH 6
6
1
4
6
1
2
4
1
2 XH 5
3
4
API NC 46 6
4 API IF 6
1
4
5 DSL 6
1
2
4
1
2 Mod. Open 6
3
4
5
3
4
6
4
1
2 H-90 6
1
4
(See Note 3) 6
1
2
6
3
4
6
1
4
5 H-90 6
1
2
(See Note 3) 6
3
4
7
6
3
4
5
1
2 H-90 7
(See Note 3) 7
1
4
7
1
2
6
3
4
7
5
1
2 API Reg. 7
1
4
7
1
2
4
1
2 API IF 6
1
4
API NC 50 6
1
2
5 XH 6
3
4
5 Mod. Open 7
5
1
2 DSL 7
1
4
2. La base de clculo para el torque de enrosque recomendado, asumi el uso de un com-
puesto para roscas que contiene entre 40 y 60% por peso, de cinc metlico en polvo, o
60% por peso de plomo metlico en polvo, aplicado a todas las roscas y resaltos.
Tabla de Conversin 257
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Dim. Int. de Cuellos de Perforacin
2 2
1
4 2
1
2 2
13
16 3 3
1
4 3
1
2 3
3
4
15.400 15.400 15.400 15.400
20.300 20.300 19.400 16.200
23.400 21.600 19.400 16.200
23.400 21.600 19.400 16.200
20.600 20.600 20.600 18.000
25.000 23.300 21.200 18.000
25.000 23.300 21.200 18.000
25.000 23.300 21.200 18.000
12.900 12.900 12.900 12.900 12.900
17.900 17.900 17.900 17.900 17.700
23.300 23.300 22.800 19.800 17.700
27.000 25.000 22.800 19.800 17.700
27.000 25.000 22.800 19.800 17.700
17.600 17.600 17.600 17.600
23.200 23.200 22.200 20.200
28.000 25.500 22.200 20.200
28.000 25.500 22.200 20.200
28.000 25.500 22.200 20.200
17.600 17.600 17.600 17.600
23.400 23.400 23.000 21.000
28.500 26.000 23.000 21.000
28.500 26.000 23.000 21.000
28.500 26.000 23.000 21.000
25.000 25.000 25.000 25.000
31.500 31.500 29.500 27.000
35.000 33.000 29.500 27.000
35.000 33.000 29.500 27.000
34.000 34.000 34.000 34.000
41.500 40.000 36.500 34.000
42.500 40.000 36.500 34.000
42.500 40.000 36.500 34.000
31.500 31.500 31.500 31.500
39.000 39.000 36.000 33.500
42.000 39.500 36.000 33.500
42.000 39.500 36.000 33.500
22.800 22.800 22.800 22.800 22.800
29.500 29.500 29.500 29.500 26.500
36.000 35.500 32.000 30.000 26.500
38.000 35.500 32.000 30.000 26.500
38.000 35.500 32.000 30.000 26.500
Tambin, se utiliz la frmula modificada para los tornillos de gato indicada en el Manual
para Tool Pushers de IADC y la Especificacin API RP 7G (sptima edicin, Abril de 1976) y
un esfuerzo de unidad de 62.500 lppc en el macho o hembra, cualquiera que sea ms dbil.
Tabla de Conversin 258
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Tamao y Tipo Dim.
Dim. Int. de Cuellos de Perforacin
de Conexin Ext. 1 1
1
4 1
1
2 1
3
4
7
1
4
7
1
4
5
1
2 API FH 7
1
2
7
3
4
7
1
4
7
1
2
API NC 56 7
3
4
8
1
4
7
1
2
7
3
4
6
5
8 API Reg. 8
1
4
8
1
4
7
1
2
6
5
8 H-90 7
3
4
(See Note 3) 8
1
4
8
1
4
8
1
4
8
1
4
API NC 61 8
1
2
8
3
4
9
1
4
8
1
4
8
1
4
8
1
2
5
1
2 API IF 8
3
4
9
1
4
9
1
4
8
1
2
8
3
4
6
5
8 API FH 9
1
4
9
1
4
9
1
2
9
1
4
9
1
4
9
1
2
API NC 70 9
3
4
10
1
4
10
1
4
10
1
4
10
1
4
API NC 77 10
1
2
10
3
4
11
1
4
Tabla de Conversin 259
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Dim. Int. de Cuellos de Perforacin
2 2
1
4 2
1
2 2
13
16 3 3
1
4 3
1
2 3
3
4
32.500 32.500 32.500 32.500
40.500 40.500 40.500 40.500
49.000 47.000 45.000 41.500
51.000 47.000 45.000 41.500
40.000 40.000 40.000 40.000
48.500 48.000 45.000 42.000
51.000 48.000 45.000 42.000
51.000 48.000 45.000 42.000
46.000 46.000 46.000 46.000
55.000 53.000 50.000 47.000
57.000 53.000 50.000 47.000
57.000 53.000 50.000 47.000
46.000 46.000 46.000 46.000
55.000 55.000 53.000 49.500
59.500 56.000 53.000 49.500
59.500 56.000 53.000 49.500
54.000 54.000 54.000 54.000
64.000 64.000 64.000 61.000
72.000 68.000 65.000 61.000
72.000 68.000 65.000 61.000
72.000 68.000 65.000 61.000
56.000 56.000 56.000 56.000 56.000
66.000 66.000 66.000 63.000 59.000
74.000 70.000 67.000 63.000 59.000
74.000 70.000 67.000 63.000 59.000
74.000 70.000 67.000 63.000 59.000
74.000 70.000 67.000 63.000 59.000
67.000 67.000 67.000 67.000 66.500
78.000 78.000 76.000 72.000 66.500
83.000 80.000 7.6000 72.000 66.500
83.000 80.000 76.000 72.000 66.500
83.000 80.000 76.000 72.000 66.500
75.000 75.000 75.000 75.000 75.000
88.000 88.000 88.000 88.000 88.000
101.000 101.000 100.000 95.000 90.000
107.000 105.000 100.000 95.000 90.000
107.000 105.000 100.000 95.000 90.000
107.000 105.000 100.000 95.000 90.000
107.000 107.000 107.000 107.000
122.000 122.000 122.000 122.000
138.000 138.000 133.000 128.000
143.000 138.000 133.000 128.000
143.000 138.000 133.000 128.000
Tabla de Conversin 260
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Tamao y Tipo Dim.
Dim. Int. de Cuellos de Perforacin
de Conexin Ext. 1 1
1
4 1
1
2 1
3
4
Conexiones con Cara Completa
8*
5
8
7 H-90 8
1
4*
(See Note 3) 8
1
2*
8
1
2*
8
3
4*
7
5
8 API Reg. 9*
5
8
9
1
4*
9
1
2*
9*
5
8
7
5
8 H-90 9
1
4*
(See Note 3) 9
1
2*
10*
5
8
8
5
8 API Reg. 10
1
4*
10
1
2*
8
5
8 H-90 10
1
4*
(See Note 3) 10
1
2*
Conexiones con Bajo Torque de Cara
7 H-90 8
3
4
(See Note 3) 9
5
8
9
1
4
9
1
2
7
5
8 API Reg. 9
3
4
10
5
8
9
3
4
7
5
8 H-90 10
5
8
(See Note 3) 10
1
4
10
1
2
10
3
4
8
5
8 API Reg. 11
5
8
10
3
4
8
5
8 H-90 11
5
8
(See Note 3) 11
1
4
3. Rango de torque normal el valor tabulado mnimo hasta 10% mayor. Se demuestra el
dimetro mayor para cada conexin el cual es el mximo recomendado para dicha cone-
xin. Si se utilizan las conexiones en cuellos de perforacin ms grandes que el mximo
indicado, se debe incrementar los valores del torque en 10% para obtener un valor
mnimo. Adems del valor de torque mnimo, tambin se recomienda que se frese
un cuello de pesca al dimetro mximo indicado.
4. Torque de conexin de enrosque para H-90 es basado en esfuerzos de 56.250 lppc
y otros factores indicados en la Nota 1.
5. El torque de enrosque para PAC de 2
7
8 pulg. se basa en esfuerzos de 87.500 y otros
factores indicados en la Nota 1.
Tabla de Conversin 261
Torque de Enrosque Mnimo Recomendado (cont.)
(pie-lb) [Ver la Nota 2 en la pgina 256]
Dim. Int. de Cuellos de Perforacin
2 2
1
4 2
1
2 2
13
16 3 3
1
4 3
1
2 3
3
4
Conexiones con Cara Completa
53.000 53.000 53.000 53.000
63.000 63.000 63.000 60.500
71.500 68.500 65.000 60.500
60.000 60.000 60.000 60.000
71.000 71.000 71.000 71.000
83.000 83.000 79.000 74.000
88.000 83.000 79.000 74.000
88.000 83.000 79.000 74.000
72.000 72.000 72.000 72.000
85.500 85.500 85.500 85.500
98.000 98.000 98.000 95.500
108.000 108.000 108.000 108.000
123.000 123.000 123.000 123.000
139.000 134.000 129.000 123.000
112.500 112.500 112.500 112.500
128.500 128.500 128.500 128.500
Conexiones con Bajo Torque de Cara
67.500 67.500 66.500 62.000
74.000 71.000 66.500 62.000
72.000 72.000 72.000 72.000
85.000 85.000 82.000 77.000
91.000 87.000 82.000 77.000
91.000 87.000 82.000 77.000
91.000 91.000 91.000 91.000
105.000 105.000 103.500 98.000
112.500 108.000 103.500 98.000
112.500 108.000 103.500 98.000
112.000 112.000 112.000 112.000
129.000 129.000 129.000 129.000
92.500 92.500 92.500 92.500
110.000 110.000 110.000 110.000
128.000 128.000 128.000 128.000
*6. El mayor dimetro indicado es el mximo recomendado para dichas conexiones de
cara completa. En caso de utilizar dimetros grandes, se debe fresar las conexiones con
caras de bajo torque y utilizar los valores de torque demostrados en las tablas para bajo
torque. En caso de no utilizar caras de bajo torque, ver la Nota 2 para valores de torque
incrementados.
7. Los valores de torque seguidos por una cruz (+) indican que el miembro ms dbil
para el dimetro externo correspondiente y dimetro interno es la CAJA. Para todos
los dems valores de torque, el miembro ms dbil es la ESPIGA.
Tabla de Conversin 262
Lista de Intercambio de Conexiones con Resalto Rotativas
Nombre Comn
Dim.
de Base
de Espiga Roscas Ahusado Forma Lo Mismo o
Estilo Tamao (Ahusado) por pulg. (pulg./pie) de Rosca* Intercambia Con
2
3
8 2,876 4 2 V-0,065 2
7
8 SH
(V-0,038 rad) NC 26**
2
7
8 3,391 4 2 V-0,065 3
1
2 SH
(V-0,038 rad) NC 31**
Parejo 3
1
2 4,016 4 2 V-0,065 4
1
2 SH
Intern. (V-0,038 rad) NC 38**
(IF)
4 4,834 4 2 V-0,065 4
1
2 XH
(V-0,038 rad) NC 46**
4
1
2 5,250 4 2 V-0,065 5 XH
(V-0,038 rad) NC 50**
5
1
2 DSL
Hoyo 4 4,280 4 2 V-0,065 4
1
2 DSL
Completo (V-0,038 rad) NC 40**
(FH)
2
7
8 3,327 4 2 V-0,065 3
1
2 DSL
(V-0,038 rad)
3
1
2 3,812 4 2 V-0,065 4 SH
Hoyo
(V-0,038 rad) 4
1
2 EF
Extra 4
1
2 4,834 4 2 V-0,065 4 IF
(XH) (V-0,038 rad) NC 46**
(EH)
5 5,250 4 2 V-0,065 4
1
2 IF
(V-0,038 rad) NC 50**
5
1
2 DSL
2
7
8 2,876 4 2 V-0,065 2
3
8 IF
(V-0,038 rad) NC 26**
3
1
2 3,391 4 2 V-0,065 2
7
8 IF
Hoyo
(V-0,038 rad) NC 31**
Delgado 4 3,812 4 2 V-0,065 3
1
2 XH
(SH) (V-0,038 rad) 4
1
2 EF
4
1
2 4,016 4 2 V-0,065 3
1
2 IF
(V-0,038 rad) NC 38**
3
1
2 3,327 4 2 V-0,065 2
7
8 XH
(V-0,038 rad)
Doble 4
1
2 4,280 4 2 V-0,065 4 FH
Perfil (V-0,038 rad) NC 40**
(DSL)
5
1
2 5,250 4 2 V-0,065 4
1
2 IF
(V-0,038 rad) 5 XH
NC 50**
Tabla de Conversin 263
Lista de Intercambio de Conexiones con Resalto Rotativas (cont.)
Nombre Comn
Dim.
de Base
de Espiga Roscas Ahusado Forma Lo Mismo o
Estilo Tamao (Ahusado) por pulg. (pulg./pie) de Rosca* Intercambia Con
26 2,876 4 2 V-0,038 rad 2
3
8 IF
2
7
8 SH
31 3,391 4 2 V-0,038 rad 2
7
8 IF
3
1
2 SH
38 4,016 4 2 V-0,038 rad 3
1
2 IF
Conexin
4
1
2 SH
Enumerada 40 4,280 4 2 V-0,038 rad 4 FH
(NC) 4
1
2 DSL
46 4,834 4 2 V-0,038 rad 4 IF
4
1
2 XH
50 5,250 4 2 V-0,038 rad 4
1
2 IF
5 XH
5
1
2 DSL
Parejo 4
1
2 3,812 4 2 V-0,065 4 SH
Extern. (V-0,038 rad) 3
1
2 XH
(EF)
** Conexiones indicadas con dos formas de rosca podrn ser fresadas con cualquiera de
las formas de rosca sin afectar la calibracin o intercambiabilidad.
** Las conexiones enumeradas (NC) solamente podrn ser fresadas con la forma de rosca
con radio V-0,038.
Nota: Todas las dimensiones estn indicadas en pulgadas, a menos que se
indique al contrario.
Tabla de Conversin 264
Torque de
Serie Conexin de
Top Sub de Herram.
Enrosque
Herramienta OD ID (pie-lb)
3600 2
3
8 IF 3
5
8 1,00 5.700
4500 3
1
2 IF 4
1
2 1,25 6.350
2,25 6.350
5700 4 IF 5
3
4 1,50 17.800
5800 2,25 17.800
6000 4 IF 6
1
2 1,50 23.500
6100 2,25 23.500
7200 5
1
2 IF 7
1
4 2,25 28.000
3,00 28.000
8200 6
5
8 Reg. 8
1
2 2,25 60.600
3,00 51.500
2,81 54.000
9500 6
5
8 Reg. 8
1
2 2,81 54.000
3,00 51.500
2,25 60.600
11700 Servco T-20 11
1
2 3,00 88.000
15000 Servco T-20 11
1
2 3,00 88.000
7
5
8 Reg. 3,00 88.000
22000 Servco T-20 13
3
8 3,00 88.000
3,50 88.000
Nota: Todas las dimensiones estn indicadas en pulgadas, a menos que se indi-
que al contrario.
Tabla para el Torque de Enrosque para Tubos Sustitutos Superiores
(Top Sub) (pie-lb)
Tabla de Conversin 265
Dimensiones Mximas-Mnimas Recomendadas para la Unin
de Tubera Vstago (pulg.)
OD ID A B
C
Uniones Nom Nom Mx Mx Mn Mn
API Reg. 3
1
8 1 1
1
8 1
5
8 2
15
16 3
1
4
2
3
8 API IF 3
3
8 1
3
4 1
3
4 2 3
3
16 5
5
8
Hydril IF 3
3
8 1
3
4 1
3
4 1
7
8 3
1
8 3
5
8
API Reg. 3
3
4 1
1
4 1
3
8 1
7
8 3
1
2 4
7
8
API FH 4
1
4 2
1
8 2
1
8 2
3
8 4
1
16 4
5
8
2
7
8 API IF 4
1
8 2
1
8 2
1
8 2
1
2 3
7
8 4
3
8
Hydril IF 3
7
8 2
1
8 2
3
16 2
3
16 3
5
8 4
1
8
Hughes XH 4
1
4 1
7
8 1
7
8 2
1
8 4 4
5
8
3 Union Tool 4
1
4 1
1
2 1
1
2 2
1
8 3
3
4 4
1
2
API Reg. 4
1
4 1
1
2 1
3
4 2
1
4 4 4
5
8
API FH 4
5
8 2
7
16 2
7
16 2
3
4 4
1
2 5
7
8
3
1
2 API IF 4
3
4 2
11
16 2
11
16 3 4
1
2 5
7
8
Hydril IF 4
1
2 2
3
4 2
3
4 2
13
16 4
3
8 4
7
8
Hughes XH 4
3
4 2
7
16 2
7
16 2
3
4 4
1
2 5
7
8
API FH 5
1
4 2
13
16 2
13
16 3
1
4 5 5
3
8
4 API IF 5
3
4 3
1
4 3
5
16 3
1
2 5
1
2 6
7
8
Union Tool 5
3
4 2
1
4 2
7
8 3
1
2 5
3
8 6
7
8
API Reg. 5
3
4 2
1
4 2
5
8 3
1
4 5
3
8 6
7
8
API FH 5
3
4 3 3
5
32 3
1
2 5
1
2 6
7
8
4
1
2 API IF 6
1
8 3
3
4 3
3
4 4
1
8 5
7
8 6
1
2
Hydril IF 6
7
8 3
3
4 3
7
8 4 5
13
16 6
1
4
Hughes XH 6
7
8 3
1
4 3
1
4 3
3
8 5
5
8 6
1
4
API Reg. or UT 6
3
4 2
3
4 3
1
4 3
7
8 6
3
8 7
7
8
5
1
2 API FH 7
7
8 4 4 4
1
2 6
1
2 7
1
4
API IF 7
3
8 4
13
16 4
13
16 5
1
4 7
1
8 7
7
8
API Reg. or UT 7
3
4 3
1
2 4 4
3
4 7
1
8 7
7
8
6
5
8 API FH 8
7
8 5 5 5
1
2 7
1
2 8
1
4
API IF 8
1
2 5
29
32 5
29
32 6
1
4 8
3
8 9
7
8
7
5
8 API Reg. 8
7
8 4 4
1
4 5
1
4 8
1
8 9
7
8
8
5
8 API Reg. 10
7
8 4
3
4 5
1
4 6
1
4 9 10
1
8
C A B
Tabla de Conversin 266
DATOS DE TUBERA DE PERFORACIN
Excentricidad Interna
OD Peso ID ID
Tam. Tub. (lb) Tub. Exc.
2
3
8 2,375 4,80 2,000 1,437
2,375 6,65 1,815 1,125
2,875 6,45 2,469 1,875
2
7
8 2,875 8,35 2,323 1,625
2,875 10,40 2,151 1,187
3,500 8,50 3,063 2,437
3
1
2 3,500 11,20 2,900 2,125
3,500 13,30 2,764 1,875
3,500 15,50 2,602 1,750
4 4,000 14,00 3,340 2,375
4,000 15,70 3,240 2,250
4,500 12,75 4,000 3,250
4,500 13,75 3,958 3,156
4
1
2 4,500 16,60 3,826 2,812
4,500 18,10 3,754 2,687
4,500 20,00 3,640 2,812
OD Peso ID ID
Tam. Tub. (lb) Tub. Exc.
5 5,000 19,50 4,276 3,781
5
1
2 5,500 21,90 4,778 3,812
5,500 24,70 4,670 3,500
5,563 19,00 4,975 4,125
5
9
16 5,563 22,20 4,859 3,812
5,563 25,25 4,733 3,500
6,625 22,20 6,065 5,187
6
5
8 6,625 25,20 5,965 5,000
6,625 31,90 5,761 4,625
7
5
8 7,625 29,25 6,969 6,000
8
5
8 8,625 40,00 7,825 6,625
OD Peso ID ID
Tam. Tub. (lb) Tub. Exc.
2
3
8 2,375 6,65 1,815 2,656
2
7
8 2,875 10,40 2,151 3,219
3
1
2 3,500 13,30 2,764 3,824
3,500 15,50 2,602 3,824
4 4,000 14,00 3,340 4,500
4,000 15,70 3,240 4,500
OD Peso ID ID
Tam. Tub. (lb) Tub. Exc.
4
1
2 4,500 16,60 3,826 5,000
4,500 20,00 3,640 5,000
5
9
16 5,563 22,20 4,859 6,063
5,563 25,25 4,733 6,063
6
5
8 6,625 25,20 5,965 7,125
Excentricidad Externa
Nota: Todas las dimensiones estn indicadas en pulgadas, a menos que se indi-
que al contrario.
Tabla de Conversin 267
TUBERA DE PERFORACIN HEVI-WATE
Tabla de Capacidad y Desplazamiento
Tubera de Perforacin Hevi-Wate
Capacidad Desplazamiento
Tamao gal bl gal por bl por gal bl gal por bl por
Nom. por por 100 100 por por 100 100
(pulg.) Junta* Junta* pies pies Junta* Junta* pies pies
3
1
2 5,30 ,126 17,7 ,421 11,61 ,276 38,7 ,921
4 8,13 ,194 27,1 ,645 13,62 ,325 45,4 1,082
4
1
2 9,37 ,223 31,2 ,743 18,82 ,448 62,7 1,493
5 11,14 ,265 37,1 ,883 22,62 ,539 75,4 1,796
* Los nmeros para la capacidad y desplazamiento por junta estn basados en juntas
de 30 pies.
Tabla de Conversin 268
TUBERA DE PERFORACIN HEVI-WATE
Rango de Datos Dimensionales II
Tubera
Propiedades
Mecnicas de
Dimensin de la Seccin
Tubera Normal de Tubera
Excentri- Excentri- Punto Punto
Espesor cidad cidad Cedente Cedente
Tamao Dimetro de rea del del por Tens. por Tors.
Nom. Interno Pared (pulg.
2
) Centro Elevador (lb) ( pie-lb)
3
1
2 2
1
16 ,719 6,280 4 3
5
8 345.400 19.575
4 2
9
16 ,719 7,409 4
1
2 4
1
8 407.550 27.635
4
1
2 2
3
4 ,875 9,965 5 4
5
8 548.075 40.715
5 3 1,000 12,566 5
1
2 5
1
8 691.185 56.495
Unin de Tubera Vstago
Peso Aprox.
Incl.
Tubera
Propiedades y Uniones
Mecnicas (lb)
Torq.
Punto Cedente Punto Cedente de
Tam. Tamao de por Tensin por Torsin 30 pies Enros.
Nom. Conexin OD ID (lb) ( pie-lb) peso/pie peso/junta (pie-lb)
3
1
2 NC 38(3
1
2 IF) 4
3
4 2
3
16 748.750 17.575 25,3 760 9.900
4 NC 40(4 FH) 5
1
4 2
11
16 711.475 23.525 29,7 880 13.250
4
1
2 NC 46(4 IF) 6
1
4 2
7
8 1.024.500 38.800 41,0 1.230 21.800
5 NC 50(4
1
2 IF) 6
1
2 3
1
16 1.266.000 51.375 49,3 1.480 29.400
Tabla de Conversin 269
TUBERA DE PERFORACIN HEVI-WATE
Rango de Datos Dimensionales II (cont.)
Tubera
Propiedades
Mecnicas de
Dimensin de la Seccin
Tubera Normal de Tubera
Excentri- Excentri- Punto Punto
Espesor cidad cidad Cedente Cedente
Tamao Dimetro de rea del del por Tens. por Tors.
Nom. Interno Pared (pulg.
2
) Centro Elevador (lb) ( pie-lb)
4
1
2 2
3
4 ,875 9,965 5 4
5
8 548.075 40.715
5 3 1,000 12,566 5
1
2 5
1
8 691.185 56.495
Unin de Tubera Vstago
Peso Aprox.
Incl.
Tubera
Propiedades y Uniones
Mecnicas (lb)
Torq.
Punto Cedente Punto Cedente de
Tam. Tamao de por Tensin por Torsin 30 pies Enros.
Nom. Conexin OD ID (lb) ( pie-lb) peso/pie peso/junta (pie-lb)
4
1
2 NC 46(4 IF) 6
1
4 2
7
8 1.024.500 38.800 41,0 1.750 21.800
5 NC 50(4
1
2 IF) 6
1
2 3
1
16 1.266.000 51.375 49,3 2.130 29.400
Nota: Todas las dimensiones estn indicadas en pulgadas, a menos que se indi-
que al contrario.
Tabla de Conversin 270
DATOS DE TUBERA
No Excntrica
Tam- OD
ao del
API OD lb ID Acople
1,900 1,900 2,75 1,610 2,200
2
3
8 2,375 4,00 2,041 2,875
2
3
8 2,375 4,60 1,995 2,875
2
7
8 2,875 6,40 2,441 3,500
3
1
2 3,500 7,70 3,068 4,250
Tam- OD
ao del
API OD lb ID Acople
3
1
2 3,500 9,20 2,992 4,250
3
1
2 3,500 10,20 2,922 4,250
4 4,000 9,50 3,548 4,750
4
1
2 4,500 12,60 3,958 5,200
Tam- OD
ao del
API OD lb ID Acople
1,660 1,660 2,40 1,380 2,200
1,900 1,900 2,90 1,610 2,500
2
3
8 2,375 4,70 1,995 3,063
2
7
8 2,875 6,50 2,441 3,668
Tam- OD
ao del
API OD lb ID Acople
3
1
2 3,500 9,30 2,992 4,500
4 4,000 11,00 3,476 5,000
4
1
2 4,500 12,75 3,958 5,563
Excntrica Externamente
Nota: Todas las dimensiones se indican en pulgadas, a menos que se
indique al contrario.
Tabla de Conversin 271
PESOS DE CUELLOS DE PERFORACIN (LB/PIE)
Cuello Dimetro Interno del Cuello (pulg.)
OD 1
1
2 1
3
4 2 2
1
4 2
1
2 2
3
4 3 3
1
4 3
1
2 3
3
4 4
3
3
8 24,4 22,2
3
1
2 26,7 24,5
3
3
4 31,5 29,3
3
7
8 34,0 31,9 29,4 26,5
4
3
8 36,7 34,5 32,0 29,2
4
1
8 39,4 37,2 34,7 31,9
4
1
4 42,2 40,0 37,5 34,7
4
1
2 48,0 45,8 43,3 40,5
4
3
4 54,2 52 49,5 46,7 43,5
5
3
8 60,1 58,5 55,9 53,1 49,9
5
1
4 67,5 65,3 62,8 59,9 56,8 53,3
5
1
2 74,7 72,5 69,9 67,2 63,9 60,5 56,7
5
3
4 82,1 79,9 77,5 74,6 71,5 67,9 64,1
6
3
8 89,9 87,8 85,3 82,5 79,3 75,8 71,9 67,8 63,3
6
1
4 98,1 95,9 93,5 90,6 87,5 83,9 80,1 75,9 71,5
6
1
2 106,6 104,5 101,9 99,1 95,9 92,5 88,6 84,5 79,9
6
3
4 115,5 113,3 110,8 107,9 104,8 101,3 97,5 93,3 88,8
7
3
8 124,6 122,5 119,9 117,1 113,9 110,5 106,6 102,5 97,9 93,1 87,9
7
1
4 134,1 131,9 129,5 126,6 123,5 119,9 116,1 111,9 107,5 102,6 97,5
7
1
2 143,9 141,7 139,3 136,5 133,3 129,8 125,9 121,8 117,3 112,5 107,3
7
3
4 154,1 151,9 149,5 146,6 143,5 139,9 136,1 131,9 127,5 122,6 117,5
8
3
8 164,6 162,5 159,9 157,1 153,9 150,5 146,6 142,5 137,9 133,1 127,9
8
1
4 175,4 173,3 170,8 167,9 164,8 161,3 157,5 153,3 148,8 143,9 138,8
8
1
2 186,6 184,4 181,9 179,1 175,9 168,6 172,5 164,5 159,9 155,1 149,9
8
3
4 198,1 195,9 193,9 190,6 187,4 183,9 180,1 175,9 171,4 166,6 161,5
9
3
8 207,8 205,3 202,4 199,3 195,8 191,9 187,8 183,3 178,5 173,3
9
1
2 232,4 229,9 227,1 223,9 220,4 216,6 212,4 207,9 203,1 197,9
10
3
8 255,9 253,1 249,9 246,4 242,6 238,4 233,9 229,1 223,9
10
1
2 283,3 280,4 277,3 273,8 269,9 265,8 261,3 256,4 251,3
11
3
8 305,9 302,4 298,6 294,4 289,9 285,1 279,9
Para obtener los pesos de cuellos espirales, se debe sustraer el 4%.
Tabla de Conversin 272
PESOS DE CUELLOS DE PERFORACIN DE 30 PIES (LB)
Cuello Dimetro Interno del Cuello (pulg.)
OD 1
1
2 1
3
4 2 2
1
4 2
1
2 2
3
4 3 3
1
4 3
1
2 3
3
4 4
3
3
8 730 665
3
1
2 799 734
3
3
4 944 879
3
7
8 1.020 955 880 795
4
1
2 1.099 1.034 959 874
4
1
8 1.180 1.115 1.040 955
4
1
4 1.264 1.199 1.124 1.039
4
1
2 1.439 1.374 1.299 1.214
4
3
4 1.624 1.559 1.484 1.399 1.304
5
1
2 1.819 1.754 1.679 1.594 1.499
5
1
4 2.024 1.959 1.884 1.799 1.704 1.599
5
1
2 2.239 2.174 2.099 2.014 1.919 1.814 1.699
5
3
4 2.464 2.399 2.324 2.239 2.144 2.039 1.924
6
1
2 2.699 2.634 2.559 2.474 2.379 2.274 2.159 2.034 1.899
6
1
4 2.944 2.879 2.804 2.719 2.624 2.519 2.404 2.279 2.144
6
1
2 3.199 3.134 3.059 2.974 2.879 2.774 2.659 2.534 2.399
6
3
4 3.463 3.398 3.323 3.238 3.143 3.039 2.924 2.799 2.664
7
1
2 3.738 3.673 3.598 3.513 3.418 3.313 3.199 3.074 2.939 2.794 2.639
7
1
4 4.023 3.958 3.883 3.798 3.703 3.598 3.483 3.358 3.223 3.078 2.924
7
1
2 4.318 4.253 4.178 4.093 3.998 3.893 3.778 3.653 3.518 3.373 3.219
7
3
4 4.623 4.558 4.483 4.398 4.303 4.198 4.083 3.958 3.823 3.678 3.523
8
1
2 4.938 4.873 4.798 4.713 4.618 4.513 4.398 4.273 4.138 3.993 3.838
8
1
4 5.263 5.198 5.123 5.038 4.943 4.838 4.723 4.598 4.463 4.318 4.163
8
1
2 5.598 5.533 5.458 5.373 5.278 5.058 5.173 4.933 4.798 4.653 4.498
8
3
4 5.943 5.878 5.803 5.718 5.623 5.518 5.403 5.278 5.143 4.998 4.843
9
1
2 6.233 6.158 6.073 5.978 5.873 5.758 5.633 5.498 5.353 5.198
9
1
2 6.972 6.897 6.812 6.498 6.717 6.613 6.373 6.238 6.093 5.938
10
1
2 7.677 7.592 7.497 7.392 7.277 7.152 7.017 6.872 6.717
10
1
2 8.497 8.412 8.317 8.212 8.097 7.972 7.837 7.692 7.537
11
1
2 9.177 9.072 8.957 8.832 8.697 8.552 8.397
Para obtener los pesos de cuellos espirales, se debe sustraer el 4%.
Tabla de Conversin 273
FACTOR DE FLOTABILIDAD Y FACTOR DE SEGURIDAD
Efecto de Flotabilidad en la Sarta de Perforacin
Debido al efecto de flotabilidad, no se dispone de todo el peso
del cuello de perforacin para cargar la mecha en los hoyos per-
forados con fluido. Para obtener el peso del cuello de perfora-
cin corregido, o boyado, se debe utilizar el factor de correccin
por flotabilidad de la tabla de Factores de Flotabilidad en la
pgina 274 de la presente seccin.
Ejemplo:
Un cuello de perforacin tiene un peso de 79.000 lb en
el aire. Cunto pesar en lodo con un peso de 12 lb/gal?
Peso boyado del cuello de perforacin =
Peso del cuello de perforacin x factor de flotabilidad =
79.000 lb x 0,817 =
64.543 lb
Factor de Seguridad
La tubera de perforacin podra daarse si se corre bajo com-
presin. Para asegurar que la tubera de perforacin siempre se
encuentre bajo tensin, lo que mover el punto de cambio de
tensin a compresin, es decir, la zona neutral, hacia abajo a la
sarta del cuello de perforacin inflexible, donde se tolerar. Por
lo tanto, el clculo del peso de mecha mximo disponible debe
incluir un Factor de Seguridad (SF) del 10 al 15%, el cual se
escribe como 1,10 1,15. En las formaciones ms duras, se
debe incrementar el factor de seguridad hasta el 25%.
Ejemplo: Utilizando el mismo ejemplo anterior:
Peso de mecha mximo disponible =
Peso del cuello de perforacin boyado
=
1,15
64.543 lb
=
1,15
56.124 lb
El peso boyado de la sarta del cuello de perforacin, incorpo-
rando el factor de seguridad, es 56.124 lb.
Tabla de Conversin 274
FACTORES DE FLOTABILIDAD
Peso de Peso de Peso de
Lodo Factor de Lodo Factor de Lodo Factor de
lb/gal Flotabilidad lb/gal Flotabilidad lb/gal Flotabilidad
8,4 ,872 13,0 ,801 17,6 ,731
8,6 ,869 13,2 ,798 17,8 ,728
8,8 ,866 13,4 ,795 18,0 ,725
9,0 ,863 13,4 ,795 18,2 ,723
9,2 ,860 13,6 ,792 18,4 ,720
9,4 ,856 14,0 ,786 18,6 ,717
9,6 ,853 14,2 ,783 18,8 ,714
9,8 ,850 14,4 ,780 19,0 ,711
10,0 ,847 14,6 ,777 19,2 ,708
10,2 ,844 14,8 ,774 19,4 ,705
10,4 ,841 15,0 ,771 19,6 ,702
10,6 ,838 15,2 ,768 19,8 ,698
10,8 ,835 15,4 ,765 20,0 ,694
11,0 ,832 15,6 ,76 20,2 ,691
11,2 ,829 15,8 ,759 20,4 ,688
11,4 ,826 16,0 ,755 20,6 ,685
11,6 ,823 16,2 ,753 20,8 ,682
11,8 ,820 16,4 ,750 21,0 ,679
12,0 ,817 16,6 ,747 22,0 ,664
12,2 ,814 16,8 ,744 23,0 ,649
12,4 ,811 17,0 ,740 24,0 ,633
12,6 ,808 17,2 ,737
12,8 ,805 17,4 ,734
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
7
5
Bomba de Doble Accin de 10 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 3 3
1
2 4 4
1
2 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 8
25 30 40 50 60 80 90 90 100 110 120 130 140 150 170 180 200
30 30 40 60 70 90 100 110 120 140 150 160 170 190 200 210 240
35 40 50 70 90 110 120 130 140 160 170 190 200 220 230 250 280
40 40 50 70 90 120 130 140 160 170 190 200 220 230 250 270 310
45 40 60 80 110 130 150 160 180 190 210 230 240 260 280 300 350
50 50 70 90 120 150 160 180 200 210 230 250 270 290 310 340 380
55 50 70 100 130 160 180 200 220 230 260 280 300 320 350 370 420
60 60 80 110 140 180 190 210 230 260 280 300 330 350 380 400 460
65 60 90 120 150 190 210 230 250 280 300 330 350 380 410 440 500
70 70 100 130 160 200 230 250 270 300 330 350 380 410 440 470 540
75 70 100 140 180 220 240 270 290 320 350 380 410 440 470 510 580
80 80 110 150 190 230 260 290 310 340 370 400 440 470 500 540 620
85 80 120 150 200 250 280 300 330 360 390 430 460 500 540 570 650
Volumen de la Bomba versus
Tamao del Revestidor
Los tamaos de revesti-
dor varan dependiendo
del tamao de la bomba,
las carreras por minuto
y la tasa de circulacin
requerida en GPM. Las
siguientes tablas presen-
tan las posibles tasas de
circulacin cuando se
utilicen varios tamaos
de bombas dobles y
triples, basadas en una
eficiencia volumtrica
de la bomba del 95%.
El GPM se calcula en
incrementos de 10 GPM
para los fines de leer las
curvas y la correcta selec-
cin del orificio.
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
7
6
Bomba de Doble Accin de 12 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 4
1
2 4
3
4 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4
25 70 80 90 100 110 120 130 140 160 170 180 200
30 90 100 110 120 130 150 160 170 190 200 220 240
35 100 110 130 140 150 170 190 200 220 240 260 280
40 110 120 140 150 170 180 200 220 240 260 280 300
45 120 140 150 170 190 210 230 250 270 290 310 340
50 140 150 170 190 210 230 250 270 300 320 350 370
55 150 170 190 210 230 250 280 300 330 350 380 410
60 160 180 200 230 250 280 300 330 360 390 420 450
65 180 200 220 250 270 300 330 360 390 420 450 490
70 190 210 240 270 290 320 350 380 420 450 490 520
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
7
7
Bomba de Doble Accin de 14 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 4
3
4 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 7
3
4
25 90 100 110 130 140 150 170 180 190 210 230 240 260
30 110 120 140 150 170 180 200 220 230 250 270 290 310
35 130 140 160 180 190 210 230 250 270 290 320 340 360
40 140 150 170 190 210 230 250 270 290 320 340 370 390
45 150 170 190 210 240 260 280 310 330 360 390 410 440
50 170 190 210 240 260 290 310 340 370 400 430 460 490
55 190 210 240 260 290 320 340 370 410 440 470 510 540
60 210 230 260 290 310 340 380 410 440 480 510 550 590
65 220 250 280 310 340 370 410 440 480 520 560 600 640
70 240 270 300 330 370 400 440 480 520 560 600 640 690
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
7
8
Bomba de Doble Accin de 15 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 7
3
4
25 110 120 130 150 160 180 190 210 230 240 260 280
30 130 150 160 180 190 210 230 250 270 290 310 330
35 150 170 190 210 230 250 270 290 320 340 360 390
40 170 180 200 220 250 270 290 320 340 370 390 420
45 190 210 230 250 280 300 330 360 380 410 440 480
50 210 230 250 280 310 340 360 400 430 460 490 530
55 230 250 280 310 340 370 400 430 470 510 540 580
60 250 280 310 340 370 400 440 470 510 550 590 630
65 270 300 330 360 400 440 470 510 550 600 640 690
70 290 320 360 390 430 470 510 550 600 640 690 740
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
7
9
Bomba de Doble Accin de 16 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 4
3
4 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 7
3
4 8 8
1
4 8
1
2
25 100 110 130 140 150 170 190 200 220 240 260 270 290 310 340 360
30 120 140 150 170 190 200 220 240 260 280 310 330 350 380 400 430
35 140 160 180 200 220 240 260 280 310 330 360 380 410 440 470 500
40 150 170 190 210 230 260 280 310 330 360 390 420 450 480 510 540
45 170 190 220 240 260 290 320 340 370 400 440 470 500 540 570 610
50 190 210 240 270 290 320 350 380 420 450 480 520 560 600 640 680
55 210 240 260 290 320 350 390 420 460 490 530 570 610 660 700 740
60 230 260 290 320 350 390 420 460 500 540 580 620 670 720 760 810
65 250 280 310 350 380 420 460 500 540 580 630 680 720 770 830 880
70 270 300 330 370 410 450 490 540 580 630 680 730 780 830 890 950
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
8
0
Bomba de Doble Accin de 18 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 7
3
4 8 8
1
4 8
1
2
25 130 140 160 170 190 210 230 250 270 290 310 330 350 380 400
30 150 170 190 210 230 250 270 300 320 340 370 400 420 450 480
35 180 200 220 240 270 290 320 350 370 400 430 460 500 530 560
40 190 220 240 260 290 320 340 370 400 440 470 500 540 570 610
45 220 240 270 300 330 360 390 420 450 490 530 560 600 640 690
50 240 270 300 330 360 400 430 470 510 540 590 630 670 720 760
55 270 300 330 360 400 440 470 510 560 600 640 690 740 790 840
60 290 320 360 400 430 480 520 560 610 650 700 750 800 860 910
65 310 350 390 430 470 510 560 610 660 710 760 820 870 930 990
70 340 380 420 460 510 550 600 650 710 760 820 880 940 1.000 1.070
T
a
b
l
a
d
e
C
o
n
v
e
r
s
i
n
2
8
1
Bomba de Doble Accin de 20 pulg.
Carreras
Galones por minuto utilizando revestidor indicado
por
Minuto 5 5
1
4 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4 7
1
2 7
3
4 8 8
1
4 8
1
2
25 140 160 180 190 210 220 250 270 300 320 340 370 390 420 450
30 170 190 210 230 250 260 300 330 360 380 410 440 470 500 540
35 200 220 250 270 300 310 350 380 410 450 480 510 550 590 630
40 210 240 270 290 320 350 380 420 450 480 520 560 600 640 680
45 240 270 300 330 360 400 430 470 510 540 590 630 670 720 760
50 270 300 330 370 400 440 480 520 560 610 650 700 750 790 850
55 290 330 370 400 440 480 530 570 620 670 720 770 820 870 930
60 320 360 400 440 480 530 570 620 670 730 780 840 890 950 1.020
65 350 390 430 480 520 570 620 680 730 790 850 910 970 1.030 1.100
70 370 420 460 510 560 620 670 730 790 850 910 980 1.040 1.110 1.180
Tabla de Conversin 282
Bomba de Triple Accin, Carrera de 7 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 4
1
2 5 5
1
2 6 6
1
2 7
40 60 70 80 100 120 130
60 80 100 120 150 170 200
70 100 120 140 170 200 230
80 110 140 160 200 230 270
90 120 150 180 220 260 300
100 140 170 200 240 290 330
110 150 190 230 270 320 370
120 170 200 250 290 340 400
140 190 240 290 340 400 470
160 220 270 330 390 460 530
Bomba de Triple Accin, Carrera de 8 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 3 3
1
4 3
1
2 4 4
1
2 5 5
1
2 6 6
1
4
40 30 30 40 50 60 80 100 110 120
60 40 50 60 80 90 120 140 170 180
70 50 60 70 90 110 140 160 200 210
80 60 70 80 100 130 160 190 220 240
90 60 70 90 110 140 170 210 250 270
100 70 80 100 120 160 190 240 280 300
110 80 90 110 140 170 210 260 310 330
120 80 100 120 150 190 230 280 340 360
140 100 120 130 170 220 270 330 390 430
160 110 130 150 200 250 310 380 450 490
180 130 150 170 220 280 350 420 500 550
Tabla de Conversin 283
Bomba de Triple Accin, Carrera de 9 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 4
1
2 5 5
1
2 6 6
1
2
40 70 90 110 130 140
60 110 130 160 190 200
70 120 150 180 220 240
80 140 170 210 250 270
90 160 200 240 280 310
100 180 220 260 310 340
110 190 240 290 350 370
120 210 260 320 380 410
130 230 280 340 410 440
140 250 310 370 440 480
150 270 330 390 470 510
Bomba de Triple Accin, Carrera de 8
1
2 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 4
1
4 4
1
2 4
3
4 5 5
1
4 5
1
2 5
3
4 6 6
1
4
40 60 70 70 80 90 100 110 120 130
60 90 100 110 120 140 150 160 180 190
70 100 120 130 140 160 170 190 210 230
80 120 130 150 160 180 200 220 240 260
90 130 150 170 190 200 220 250 270 290
100 150 170 190 210 230 250 270 300 320
110 160 180 200 230 250 270 300 330 350
120 180 200 220 250 270 300 330 360 390
140 210 230 260 290 320 350 380 420 450
160 240 270 300 330 360 400 440 470 520
180 270 300 330 370 410 450 490 530 580
Tabla de Conversin 284
Bomba de Triple Accin, Carrera de 10 pulg.
Bomba de Triple Accin, Carrera de 9
1
4 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 4
1
2 4
3
4 5 5
1
4 5
1
2 5
3
4 6 6
1
4
40 70 80 90 100 110 120 130 140
60 110 120 130 150 160 180 190 210
70 130 140 160 170 190 210 230 250
80 150 160 180 200 220 240 260 280
90 160 180 200 220 240 270 290 320
100 180 200 220 250 270 300 320 350
110 200 220 250 270 300 330 360 390
120 220 240 260 300 330 360 390 420
130 240 260 290 320 350 390 420 460
150 270 300 340 370 410 450 490 530
170 310 340 380 420 460 510 550 600
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 5
1
4 5
1
2 5
3
4 6 6
1
4
40 70 90 110 130 140
40 110 120 130 140 150
60 160 180 190 210 230
70 190 210 220 240 280
80 210 230 260 280 300
90 240 260 290 310 340
100 270 290 320 350 380
110 290 320 350 380 420
120 320 350 390 420 450
130 350 380 420 450 490
140 370 410 450 490 530
160 430 470 510 560 610
Tabla de Conversin 285
Bomba de Triple Accin, Carrera de 12 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 5
1
2 5
3
4 6 6
1
4 6
1
2 6
3
4 7 7
1
4
40 140 150 170 180 200 210 230 240
50 180 190 210 230 250 270 290 310
60 210 230 250 270 300 320 340 370
70 250 270 290 320 340 370 400 430
80 280 310 330 360 390 420 460 490
90 320 350 380 410 440 480 510 550
100 350 390 420 450 490 530 570 610
110 390 420 460 500 540 580 630 670
120 420 460 500 550 590 640 680 730
130 460 500 540 590 640 690 740 800
140 490 540 590 640 690 740 800 860
Bomba de Triple Accin, Carrera de 11 pulg.
Carreras
Galones por Minuto Utilizando el Revestidor Indicado
por
Minuto 5
1
2 6 6
1
2 7
40 130 150 180 210
50 160 190 230 260
60 190 230 270 310
70 230 270 320 370
80 260 310 360 420
90 290 350 410 470
100 320 380 450 520
110 350 420 500 580
120 390 460 540 630
130 420 500 590 680
Tabla de Conversin 286
Tabla de Conversin de Dureza
Valores Aproximados
Rockwell
Brinell
Rockwell
Brinell
C No. C B No.
66 31 293
65 745 30 285
64 712 29 277
62 682 28 269
60 653 27 262
59 627 25 255
58 601 24 248
57 578 23 100 241
55 555 22 99 235
54 534 21 98 229
52 514 19 97 223
51 495 18 96 217
50 477 16 96 212
49 461 15 95 207
47 444 14 94 201
46 429 13 93 197
45 415 12 92 192
43 401 10 91 187
42 388 9 90 183
40 375 8 89 179
39 363 6 88 174
38 352 5 87 170
37 341 4 86 167
36 331
34 321
33 311
32 302
Tabla de Conversin 287
Tabla de Dureza del Dimetro de Impresin
Brinell
500 kg 3.000
Rockwell
de
Dim. B.H.N. kg C B Tensin
2,00 158 946 Dureza de Rockwell
2,05 150 896 y resistencia a la
2,10 143 857 tensin solamente se aplican
2,15 136 817 a B.H.N. con carga de 3.000 kg.
2,20 130 782 68 368
2,25 124 744 67 360
2,30 119 713 65 354
2,35 114 683 63 341
2,40 109 652 62 329
2,45 105 627 60 317
2,50 100 600 58 305
2,55 96 578 56 295
2,60 93 555 55 120 284
2,65 89 532 53 119 273
2,70 86 512 52 119 263
2,75 83 495 50 117 253
2,80 80 477 48 116 242
2,85 77 460 47 116 233
2,90 74 444 46 115 221
2,95 72 430 44 114 211
3,00 70 418 43 114 202
3,05 67 402 42 113 193
3,10 65 387 41 112 185
3,15 63 375 39 112 178
3,20 61 364 38 110 171
3,25 59 351 37 110 165
3,30 57 340 36 109 159
3,35 55 332 35 108 154
3,40 54 321 34 108 148
3,45 52 311 32 107 143
3,50 50 302 31 106 139
3,55 49 293 30 105 135
3,60 48 286 29 104 131
3,65 46 277 28 104 127
3,70 45 269 27 104 124
3,75 44 262 26 103 121
3,80 43 255 25 102 117
3,85 41 248 24 102 115
3,90 40 241 23 100 112
3,95 39 235 22 99 109
Tabla de Conversin 288
Tabla de Dureza del Dimetro de Impresin (cont.)
Brinell
500 kg 3.000
Rockwell
de
Dim. B.H.N. kg C B Tensin
4,00 38,0 228 21 98 107
4,05 37,0 223 20 97 105
4,10 36,0 217 18 96 103
4,15 35,0 212 17 96 100
4,20 34,5 207 16 95 98
4,25 33,6 202 15 94 96
4,30 32,6 196 14 93 95
4,35 32,0 192 12 92 93
4,40 31,2 187 12 91 91
4,45 30,4 183 11 90 89
4,50 29,7 179 10 89 87
4,55 29,1 174 9 88 85
4,60 28,4 170 8 87 84
4,65 27,8 166 7 86 82
4,70 27,2 163 6 85 81
4,75 26,5 159 5 84 79
4,80 25,9 156 4 83 78
4,85 25,4 153 3 82 76
4,90 24,9 149 2 81 75
4,95 24,4 146 1 80 74
5,00 23,8 143 0 79 72
5,05 23,3 140 -2 78 71
5,10 22,8 137 -3 77 70
5,15 22,3 134 76 68
5,20 21,8 131 74 66
5,25 21,5 128 73 65
5,30 21,0 126 72 64
5,35 20,6 124 71 63
5,40 20,1 121 70 62
5,45 19,7 118 69 61
5,50 19,3 116 68 60
5,55 19,0 114 67 59
5,60 18,6 112 66 58
5,65 18,2 109 65 56
5,70 17,8 107 64 55
5,75 17,5 105 62 54
5,80 17,2 103 61 53
5,85 16,9 101 60 52
5,90 16,6 99 59 51
5,95 16,2 97 57 50
Tabla de Conversin 289
FACTORES DE CONVERSIN
Fracciones a Decimales
1
64 ,0156
17
64 ,2656
33
64 ,5156
49
64 ,7656
1
32 ,0312
9
32 ,2812
17
32 ,5312
25
32 ,7812
3
64 ,0468
19
64 ,2968
35
64 ,5468
51
64 ,7968
1
16 ,0625
5
16 ,3125
9
16 ,5625
13
16 ,8125
5
64 ,0781
21
64 ,3281
37
64 ,5781
53
64 ,8281
3
32 ,0937
11
32 ,3437
19
32 ,5937
27
32 ,8437
7
64 ,1093
23
64 ,3593
39
64 ,6093
55
64 ,8593
1
8 ,1250
3
8 ,3750
5
8 ,6250
7
8 ,8750
9
64 ,1406
25
64 ,3906
41
64 ,6406
57
64 ,8906
5
32 ,1562
13
32 ,4062
21
32 ,6562
29
32 ,9062
11
64 ,1718
27
64 ,4218
43
64 ,6718
59
64 ,9218
3
16 ,1875
7
16 ,4375
11
16 ,6875
15
16 ,9375
13
64 ,2031
29
64 ,4531
45
64 ,7031
61
64 ,9531
7
32 ,2187
15
32 ,4687
23
32 ,7187
31
32 ,9687
15
64 ,2343
31
64 ,4843
47
64 ,7343
63
64 ,9843
1
4 ,2500
1
2 ,5000
3
4 ,7500 1 1,0000
Tabla de Conversin 290
FACTORES DE CONVERSIN
Sistema Ingls al Sistema Mtrico
Multiplicar Por Para Obtener
Acres 43.560 Pies cuadrados
Acres 0,001562 Millas cuadradas
Acres 4.840 Yardas cuadradas
Barriles, agua 31,5 Galones
Barriles, agua 263 Libras
Barriles, petrleo (API) 42,0 Galones
Barriles por da 0,02917 Galones por minuto
Centmetro 0,3937 Pulgadas
Centmetros cbicos 0,006102 Pulgadas cbicas
Pies cbicos 1.728 Pulgadas cbicas
Pies cbicos 0,03704 Yardas cbicas
Pies cbicos 7,481 Galones
Pies cbicos 0,1781 Barriles (campo petrolero)
Pies cbicos 28,3160 Litros
Pies cbicos 0,03704 Yardas cbicos
Pies cbicos por minuto 0,4719 Litros por segundo
Pulgadas cbicas 16,3871 Centmetros cbicos
Yardas cbicas 27 Pies cbicos
Yardas cbicas 0,764555 Metros cbicos
Grados (ngulo) 0,01745 Radianes
Grados Fahrenheit (F) [Grado F-32]1.8 (o x 5/9) Grados Celsio
Pies 30,48 Centmetros
Pies 12 Pulgadas
Pies 0,3048 Metros
Pies ,0001894 Millas
Pies de agua ,4335 Libras por
(profundidad) pulgada cuadrada
Pies 0,3048 Metros
Pie libras 1,35582 julio
Pie libras 0,138255 Metro-kilogramos
Furlong 660 Pies
Galones (imperiales) 1,209 Galones (EEUU)
Galones (imperiales) 4,54609 Litros
Galones (EEUU) 3.785,434 Centmetros cbicos
Galones (EEUU) ,02381 Barriles, petrleo
Galones (EEUU) ,1337 Pies cbicos
Galones (EEUU) 3,785 Litros
Galones por minuto ,002228 Pies cbicos por segundo
Galones por minuto 34.286 Barriles por da
Granos 64,79891 Miligramos
Gramos ,03527 Onzas
Pulgadas ,08333 Pies
Pulgadas 25,4 Milmetros
Pulgadas de agua ,03613 Libras por pulgada cuadrada
Tabla de Conversin 291
FACTORES DE CONVERSIN (CONT.)
Sistema Ingls al Sistema Mtrico
Multiplicar Por Para Obtener
Kilmetros 3.281 Pies
Kilmetros ,6214 Millas
Kilmetros por hora ,6214 Millas por hora
Nudos 6.080 Pies
Nudos 1,152 Millas
Nudos por hora 1,152 Millas por hora
Litros ,03531 Pies cbicos
Litros ,2642 Galones
Metros 3,281 Pies
Metros 39,37 Pulgadas
Metros 1,094 Yardas
Millas 5.280 Pies
Millas 1,609 Kilmetros
Millas 1.760 Yardas
Millas por hora 88 Pie por minuto
Millas por hora 1,609 Kilmetros por hora
Millas por hora ,8684 Nudos por hora
Minutos ,01667 Horas
Minutos (ngulo) ,0002909 Radianes
Minutos (ngulo) 60 Segundos (ngulo)
Onzas (fluidos) 1,805 Pulgadas cbicas
Onzas por 1,72999 Gramos por
pulgada cbica centmetro cbico
Paschal (unidad de
fuerza, presin) 1,0 Newton por metro cuadrado
Pintas 28,87 Pulgadas cbicas
Pintas ,125 Galones
Libras 453,6 Gramos
Libras ,4536 Kilogramos
Libras de agua ,01602 Pies cbicos de agua
Libras de agua 27,68 Pulgadas cbicas de agua
Libras de agua ,1198 Galones
Libras por pie cbico ,01602 Gramos por centmetro cbico
Libras por pie cbico 16,0185 Kilogramos por metro cbico
Libras por pie cuadrado 4,8803 Kilogramos por metro cuadrado
Libras por pie cuadrado 47,8803 Newton por metro cuadrado
Libras por pulg. cuadrada 2,307 Pies de agua
Libras por pulg. cuadrada 2,036 Pulgadas de mercurio
Libras por pulg. cuadrada 0,689476 Newtons por cent. cuadrado
Cuarto (de galn) (EEUU) 57,75 Pulgadas cbicas
Cuarto (de galn) (EEUU) 946,4 Centmetros cbicos
Cuarto (de galn) (EEUU) 0,946331 Litros
Radianes 57,30 Grados
Radianes por segundo 9,549 Revoluciones por minuto
Tabla de Conversin 292
FACTORES DE CONVERSIN (CONT.)
Sistema Ingls al Sistema Mtrico
Multiplicar Por Para Obtener
Centmetros cuadrados ,1550 Pulgadas cuadradas
Pies cuadrados 144 Pulgadas cuadradas
Pies cuadrados ,00002296 Acres
Pies cuadrados 929 Centmetros cuadrados
Pulgadas cuadradas 6,4516 Centmetros cuadrados
Pulgadas cuadradas ,006944 Pies cuadrados
Millas cuadradas 640 Acres
Millas cuadradas 2,59 Kilmetros cuadrados
Kilmetros cuadrados 247,1 Acres
Metros cuadrados 10,76 Pies cuadrados
Metros cuadrados ,0002471 Acres
Yardas cuadradas 9 Pies cuadrados
Yardas cuadradas ,8361 Metros cuadrados
Temperatura
grados Cent 1,8 (agregar 32 grados) Temp grados Fahr.
Temperatura 5/9 o 0,5556
Grados Fahr. (sustraer 32 grados) Temp grados Cent.
Toneladas (largas) 2.240 Libras
Toneladas (mtricas) 2.205 Libras
Toneladas (cortas) 2.000 Libras
Yardas ,9144 Metros
Yardas 91,44 Centmetros
Tabla de Conversin 293
ndice de Referencias a Productos
Anchor-Stock, Recuperable ............................................................ 67
Datos de Tubera de Revestimiento API ........................................... 232
reas de Crculos y Boquillas .......................................................... 151
Ecuaciones para la Seleccin de Mechas ......................................... 247
Peso de Mecha Ecuaciones para la Velocidad Rotativa ................. 247
Factores de Flotabilidad .................................................................. 274
Datos de Tubera de Revestimiento API ........................................... 232
Tubera de Revestimiento, Dimensiones .......................................... 232
Tubera de Revestimiento, Dimetro Excntrico ............................... 214
Tubera de Revestimiento, Recomendaciones para
Asentar Sartas Consecutivas de Poco Espacio Libre ...................... 93
Lista de Intercambio de Conexiones, Rotativas con Reborde ........... 262
Factores de Conversin, Ingls y Mtrico ........................................ 290
Factores de Conversin, Fracciones a Decimales ............................. 289
Factores de Conversin, Dureza ...................................................... 286
Factores de Conversin, Peso de Lodo ............................................ 149
Pesos de Cuellos de Perforacin ...................................................... 271
Especificaciones de Fresas Perforadoras ............................................ 53
Datos de Tubera de Perforacin ..................................................... 266
Datos de Tubera de Perforacin, Hevi-Wate ................................... 267
Ecuaciones para las Propiedades de Fluidos de Perforacin ............. 251
Especificaciones de Ensanchadores de Fondo
Tipo Perforador (DTU) ................................................................ 115
Disponibilidad de Conos para Ensanchadores DTU ........................... 89
Clasificacin de Mechas Romas, IADC ............................................ 244
Datos de Bombas de Lodo de Doble Accin .................................... 275
Dimetro Excntrico, Tubera de Revestimiento ............................... 214
Especificaciones de Economill ....................................................... 52
Econo-Stock, Recuperable .............................................................. 70
Ecuaciones, Clculos Hidrulicos .................................................... 248
Tolerancias del Dimetro de Calibre Abrehoyos/Escariadores ....... 157
Tolerancias del Dimetro de Calibre Ensanchadores de Fondo ..... 132
Especificaciones de Abrehoyos GTA ................................................ 181
Tabla de Conversin de Dureza ...................................................... 286
Dimetro de Impresin de Dureza .................................................. 287
Datos de Tubera de Perforacin Hevi-Wate ................................. 267
Especificaciones de Escariadores ..................................................... 203
Abrehoyos, Especificaciones GTA .................................................... 181
Abrehoyos, Especificaciones de Master Driller ............................. 163
Abrehoyos, rea Anular Neta Removida ......................................... 140
Abrehoyos, Especificaciones SDD .................................................... 171
Abrehoyos/Escariadores, Tolerancias de Dimetro de Calibre .......... 157
Abrehoyos/Escariadores, Recomendaciones
sobre Pesos y Rotativas ............................................................... 156
Ecuaciones para Clculos Hidrulicos ............................................. 248
Tasa de Flujo para Herramientas Hidrulicas, Mnima .................... 138
295
ndice de Referencias a Productos
Fuerza de Apertura de Herramientas Hidrulicas ............................ 137
Herramientas Hidrulicas, Combinaciones de Chorros .................... 148
Mechas Romas IADC, Clasificacin ................................................. 244
Dimetro de Impresin, Dureza ...................................................... 287
Combinaciones de Chorros para Herramientas Hidrulicas ............. 148
rea de Boquillas de Chorros .......................................................... 148
Especificaciones de Fresas de Ripios ................................................. 43
Especificaciones de Junk-Sub ........................................................ 45
Especificaciones de Junkmaster ..................................................... 55
K-Mill, Especificaciones de Tubera de Revestimiento ........................ 14
K-Mill, Tasas de Flujo ......................................................................... 9
Especificaciones de K-Mill ................................................................. 14
Torque de Enrosque, Mnimo Recomendado ................................... 254
Torque de Enrosque, Top Sub ...................................................... 264
Cortatubos Marino, Especificaciones de Longitud del Cortador ....... 220
Cortatubos Marino, Tasas de Flujo .................................................. 209
Cortatubos Marino, Especificaciones ............................................... 218
Unin Giratorio Marina de Soporte, Especificaciones ...................... 223
Especificaciones de Master Driller ............................................... 163
Fresado, Recomendaciones para la Operacin General ....................... 5
Fresado, Tasas Normales .................................................................... 5
Datos de Bombas de Lodo, Doble Accin ....................................... 275
Datos de Bombas de Lodo, Triple Accin ........................................ 282
Peso de Lodo .................................................................................. 149
Peso de Lodo, Factores de Flotabilidad ............................................ 273
Peso de Lodo, Factores de Conversin ............................................ 149
rea Anular Neta Removida con Ensanchador
de Fondo o Abrehoyos ................................................................ 140
rea de Boquilla/Orificio ................................................................. 151
Trackmaster de un slo Viaje ........................................................ 74
Tamaos de Orificios para Ensanchadores
Tipo Perforador y Reamaster ................................................... 143
Tamaos de Orificios para K-Mill,
Ensanchadores SPX/Tipo Arrastre y Tipo Roca ........................... 144
Pack-Stock, Recuperable ................................................................ 65
Especificaciones de Fresas Pilotos ..................................................... 32
Cortatubos, Especificaciones de la Longitud de Cortador ................ 220
Cortatubos, Tasas de Flujo y Velocidades Rotativas ......................... 209
Cortatubos, Especificaciones ........................................................... 219
Cada de Presin a travs de Un Orificio ......................................... 146
Parmetros de Operacin del Reamaster ........................................ 94
Especificaciones de Ensanchador de Fondo Reamaster (XTU) ...... 105
Anchor-Stock Recuperable ............................................................. 67
Econo-Stock Recuperable ............................................................. 70
Pack-Stock Recuperable ................................................................. 65
Tabla de Comparacin de Mechas para Roca .................................. 234
296
Ensanchador de Fondo Tipo Roca (RTU) ........................................ 123
Lista de Intercambio de Conexiones Rotativas con Reborde ............ 262
Disponibilidad de Conos para el Ensanchador de Fondo RTY ........... 89
Especificaciones del Abrehoyos SDD ............................................... 171
Fresa de Seccin, Tasas de Flujo ......................................................... 9
Fresa de Seccin, Especificaciones .................................................... 27
Barra de Compuesto Servcoloy ......................................................... 59
Barra de Concentrado Servcoloy ....................................................... 59
Equipos de Campo de Servcoloy S ................................................ 60
Fresa de Ripios Acampanada, Especificaciones ................................. 55
Sartas de Tubera de Revestimiento Consecutivas
de Poco Espacio Libre, Recomendaciones ..................................... 93
Tamaos de Longitud de Sub Espaciador ........................................ 212
Especificaciones del Ensanchador de Fondo SPX/Tipo Arrastre ....... 131
Top Sub Estabilizador, Dimetros de Cuchillos ............................ 220
Top Sub Estabilizador, Especificaciones ........................................ 219
Unin Giratorio Marina de Soporte, Especificaciones ...................... 223
Especificaciones de Fresas Ahusadas ................................................. 51
Dimensiones de Uniones de Tubera Vstago,
Mnimo Mximo Recomendados .............................................. 265
Torque de Enrosque, Mnimo Recomendado ................................... 254
Torque de Enrosque, Top Sub ...................................................... 264
rea de Flujo Total (TFA) ................................................................ 223
Trackmaster ................................................................................... 74
Datos de Bombas de Lodo de Triple Accin .................................... 282
Datos de Tubos de Produccin ........................................................ 270
Ensanchador de Fondo, Disponibilidad de Conos ............................. 89
Ensanchador de Fondo, Especificaciones del
Tipo Perforador (DTU) ................................................................ 115
rea Anular Neta Removida con Ensanchador
de Fondo o Abrehoyos ................................................................ 140
Ensanchador de Fondo, Especificaciones del Reamaster (XTU) .... 105
Ensanchador de Fondo, Especificaciones del Tipo Roca (RTU) ....... 123
Ensanchador de Fondo, Especificaciones del Tipo Arrastre (SPX) .... 131
Ensanchador de Fondo STU, Especificaciones
del Torque de Enrosque ................................................................ 99
Ensanchador de Fondo XTU, Especificaciones
del Torque de Enrosque ................................................................ 99
Ensanchador de Fondo, Tolerancias de Dimetros de Calibre .......... 132
Zapatas de Lavado, Especificaciones ................................................. 60
Recomendaciones Sobre Pesos y Rotativas para
Abrehoyos/Escariadores .............................................................. 156
Especificaciones del Torque de Enrosque del
Ensanchador de Fondo XTU ......................................................... 99
ndice de Referencias a Productos
297
8
MANUAL DE DATOS PARA
APLICACIONES CORRECTIVAS
POZO ABAJO
Octava Edicin
P.O. Box 60068 Houston, Texas 77205-0068
U.S. and Canada: 800/US SMITH Tel: 281-443-3370
Fax: 281-233-5121 www.siismithservices.com
Cualquier solicitud para reproducir o traducir todo y cualquier parte del
material contenido en este manual, debe ser enviado a: Marketing Services
Manager, Smith International, P.O. Box 60068, Houston, Texas 77205-0068
También podría gustarte
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- Curso CementaciónDocumento42 páginasCurso CementaciónDiego Castillo100% (1)
- Empaques ECPDocumento15 páginasEmpaques ECPjuan2610100% (1)
- Maltrato TripticoDocumento2 páginasMaltrato TripticoJei Rivera0% (1)
- Presentación Drill Pipe Pemex Diciembre 2017 Entregable PDFDocumento110 páginasPresentación Drill Pipe Pemex Diciembre 2017 Entregable PDFDavid Klinkenberg100% (2)
- Pressure Control Equipment Esp PDFDocumento176 páginasPressure Control Equipment Esp PDFJael Castellanos MoralesAún no hay calificaciones
- 09 Motores de FondoDocumento40 páginas09 Motores de FondoRojasEduardo100% (1)
- Unidad 4 Herramientas de PerforacionDocumento11 páginasUnidad 4 Herramientas de PerforacionJunior VazquezAún no hay calificaciones
- Monografia ChancadoDocumento7 páginasMonografia ChancadoyeseniaAún no hay calificaciones
- Curso Básico de Prevención de Pegas de TuberíaDocumento245 páginasCurso Básico de Prevención de Pegas de TuberíaAlvaro HernándezAún no hay calificaciones
- WeatherfordDocumento153 páginasWeatherfordJuan Lorenzo100% (1)
- Componentes de Torre de Perforacion RotariaDocumento130 páginasComponentes de Torre de Perforacion RotariaMary Camacho AvanAún no hay calificaciones
- Capítulo 8. Cable de PerforaciónDocumento15 páginasCapítulo 8. Cable de PerforaciónVittorio Martinez AizaAún no hay calificaciones
- Conexiones RoscadasDocumento78 páginasConexiones RoscadasMarco Antonio Romero Acosta100% (1)
- Manual DrilcoDocumento98 páginasManual DrilcoLucano Márquez100% (3)
- Plan de Leccion #2 PROBLEMAS DE POZO DURANTE LA PERFORACIONDocumento55 páginasPlan de Leccion #2 PROBLEMAS DE POZO DURANTE LA PERFORACIONGiorgina RamirezAún no hay calificaciones
- 3 Siete Pasos para Discernir La VocacionDocumento16 páginas3 Siete Pasos para Discernir La VocacionCongregacion siervas de crsito sacerdoteAún no hay calificaciones
- HIdraulica de Perforacion PetroleraDocumento170 páginasHIdraulica de Perforacion PetroleraAdolfo AnguloAún no hay calificaciones
- Equipos de Perforacion y Reparacion de PozosDocumento40 páginasEquipos de Perforacion y Reparacion de Pozoseden100% (2)
- Martillos para Perforación RotariaDocumento5 páginasMartillos para Perforación RotariaRichard Omar Chamba PardoAún no hay calificaciones
- Conexiones de Tubulares APIDocumento39 páginasConexiones de Tubulares APIAlejo Calahorrano33% (3)
- BHA DireccionalesDocumento41 páginasBHA DireccionalespendexxAún no hay calificaciones
- Formulas Curso de Pega de TuberiaDocumento6 páginasFormulas Curso de Pega de TuberiaGeorgePc1 Pc1Aún no hay calificaciones
- Downhole Mud MotorsDocumento24 páginasDownhole Mud MotorsginozkyAún no hay calificaciones
- Pruebas de AlijoDocumento8 páginasPruebas de AlijoEnriqueMoralesAún no hay calificaciones
- Introduccion A Colgadores Version LargaDocumento59 páginasIntroduccion A Colgadores Version LargaZeín López MartínezAún no hay calificaciones
- Herramientas de Terminacion (Completion Tools)Documento30 páginasHerramientas de Terminacion (Completion Tools)Ricardo Javier Gutierrez MontillaAún no hay calificaciones
- Drilling JarDocumento10 páginasDrilling JarChristian Leal100% (1)
- Tipos de PackerDocumento6 páginasTipos de Packervicbru08100% (2)
- Sar Bachan de Soamiji Maharaj, Stanzas 1 A 69 (Español)Documento40 páginasSar Bachan de Soamiji Maharaj, Stanzas 1 A 69 (Español)Sant_Mat_eBooks0% (1)
- Junk Mill PlanoDocumento2 páginasJunk Mill PlanoedfuenteslAún no hay calificaciones
- Perforando Sin ProblemasDocumento281 páginasPerforando Sin ProblemasLuis Alberto Lopez EstevaAún no hay calificaciones
- EspasmoliticosDocumento10 páginasEspasmoliticosstarkasmiAún no hay calificaciones
- Cálculo Del Tiempo Óptimo de Pesca 2017 Con GráficoDocumento4 páginasCálculo Del Tiempo Óptimo de Pesca 2017 Con GráficoJosé Carreón100% (1)
- ESTABILIZADORDocumento11 páginasESTABILIZADORNeify Robles HernandezAún no hay calificaciones
- Guaya FinaDocumento40 páginasGuaya FinaRonaldEscalona100% (1)
- Breaker Owners Manual SpaDocumento52 páginasBreaker Owners Manual SpaaderezoAún no hay calificaciones
- 07 La Sarta de Perforacià N - Diseà o y Seleccià NDocumento200 páginas07 La Sarta de Perforacià N - Diseà o y Seleccià Nhector_ricardez090% (1)
- Casing Running Masterclass Southern Cone Session 2Documento79 páginasCasing Running Masterclass Southern Cone Session 2Seguridad HigieneAún no hay calificaciones
- Motores de FondoDocumento22 páginasMotores de FondoericksR12Aún no hay calificaciones
- Herramientas EspecialesDocumento101 páginasHerramientas EspecialesLuis Antonio Garcia EsparzaAún no hay calificaciones
- Motor de FondoDocumento23 páginasMotor de FondoMorochoMorochoAún no hay calificaciones
- Los Reformadores SocialesDocumento5 páginasLos Reformadores SocialesClaudia Ordoñez73% (11)
- Motores de Fondo PDFDocumento25 páginasMotores de Fondo PDFJoseMi Vacaflor IllanesAún no hay calificaciones
- Corrida y Cementacion de CasingDocumento28 páginasCorrida y Cementacion de CasingJuan VelásquezAún no hay calificaciones
- Guía 16-Selección y Operación de MolinosDocumento32 páginasGuía 16-Selección y Operación de MolinosJavier Johnson LesciurAún no hay calificaciones
- Graficador BOP2Documento12 páginasGraficador BOP2Federico D'AmicoAún no hay calificaciones
- Bombeo MecanicoDocumento57 páginasBombeo MecanicoYamilex Alvarado0% (1)
- Principios Basicos BarrenasDocumento237 páginasPrincipios Basicos BarrenasMario Sarmiento100% (2)
- Coiled Tubing PDFDocumento34 páginasCoiled Tubing PDFtrandres23Aún no hay calificaciones
- ANEXO 2 Operaciones Con Brocas JUNK MILLDocumento6 páginasANEXO 2 Operaciones Con Brocas JUNK MILLRonald LlerenaAún no hay calificaciones
- Pega de La Tubería de PerforaciónDocumento23 páginasPega de La Tubería de PerforaciónCARLOS VIELMA100% (1)
- 12 Hydra JarDocumento75 páginas12 Hydra JarveromesaAún no hay calificaciones
- 04 - Torque y ArrastreDocumento37 páginas04 - Torque y ArrastreLady ArciniegasAún no hay calificaciones
- Manipuleo y MontajeDocumento51 páginasManipuleo y MontajeHector BarriosAún no hay calificaciones
- Principales Ventajas Motor de FondoDocumento1 páginaPrincipales Ventajas Motor de FondoRonald MaiguaAún no hay calificaciones
- Preventores Cabezales y Conexiones SuperficialesDocumento13 páginasPreventores Cabezales y Conexiones SuperficialesIsaac Anivarro ContrerasAún no hay calificaciones
- Ampl. Hidr. ServcoDocumento16 páginasAmpl. Hidr. ServcoTec ReynosaAún no hay calificaciones
- Documento 4Documento29 páginasDocumento 4yolijimAún no hay calificaciones
- Guia Analisis de Botadero-Equipos MinaDocumento19 páginasGuia Analisis de Botadero-Equipos Minaoscar hermosillaAún no hay calificaciones
- ANEXO 5 Operaciones de Washover.Documento7 páginasANEXO 5 Operaciones de Washover.Ronald LlerenaAún no hay calificaciones
- Eleccion Del VibradorirDocumento26 páginasEleccion Del VibradorirAnita Gaspar CantorinAún no hay calificaciones
- Recomendacion de Marcos Vyr PDFDocumento12 páginasRecomendacion de Marcos Vyr PDFAnthony J̷̷̠̠̄̄z̷̷̠̠̄̄ ̷̠̄L̷̷̠̠̄̄ū̷̷̠̠̄q̷̷̠̠̄̄ū̷̷̠̠̄ē̷̷̠̠̄Aún no hay calificaciones
- Cata Logo Fusos InaDocumento41 páginasCata Logo Fusos InaDiogoGonçalvesAún no hay calificaciones
- Riesgos y LimitacionesDocumento9 páginasRiesgos y LimitacionesJhalder Ponce AnampaAún no hay calificaciones
- Ud 2 - 1Documento25 páginasUd 2 - 1David HernándezAún no hay calificaciones
- 05-04-2020 172821 PM Normas-ISO U PDFDocumento53 páginas05-04-2020 172821 PM Normas-ISO U PDFChristian Moran SalazarAún no hay calificaciones
- Matriz Tramites Digitales 2023Documento69 páginasMatriz Tramites Digitales 2023promotoriaasesoresAún no hay calificaciones
- Desarrollo Ontogénico Del CerebroDocumento14 páginasDesarrollo Ontogénico Del CerebroKhrîîz Ëvïi BïbiBüûAún no hay calificaciones
- Final de Protesis FijaDocumento11 páginasFinal de Protesis FijaMatias ezeAún no hay calificaciones
- Auto Apertura de InstrucciónDocumento5 páginasAuto Apertura de InstrucciónAna MariaAún no hay calificaciones
- Plan Anual de SST - Talsa 2022Documento36 páginasPlan Anual de SST - Talsa 2022Eduardo Martin Arteaga MorenoAún no hay calificaciones
- Ingenieria Del Proceso Del CobreDocumento83 páginasIngenieria Del Proceso Del CobreMauricio Carlos Ramirez PayéAún no hay calificaciones
- Memoria Lineas Forradas LMTF VDFDocumento30 páginasMemoria Lineas Forradas LMTF VDFEsteban Ibarra RuizAún no hay calificaciones
- Bombas y Turbinas CaracteristicasDocumento10 páginasBombas y Turbinas CaracteristicastueresuecoAún no hay calificaciones
- Páginas Desde03. Anatomía y Fisiología Animal (Presentación) Autor Agustín BertucciDocumento21 páginasPáginas Desde03. Anatomía y Fisiología Animal (Presentación) Autor Agustín BertucciDaniele CibatiAún no hay calificaciones
- Escenario Natural.: Unidad 2Documento34 páginasEscenario Natural.: Unidad 2Dariela Duque sanchezAún no hay calificaciones
- Cartilla de Autoconstrucción en Guadua Como Estructura Portante y Bahareque Encementado Como Cerramiento. Arq. Juan David Mora - Ar. Daniel Serrano.Documento42 páginasCartilla de Autoconstrucción en Guadua Como Estructura Portante y Bahareque Encementado Como Cerramiento. Arq. Juan David Mora - Ar. Daniel Serrano.Camilo José QuinteroAún no hay calificaciones
- 04musculos Del DorsoDocumento20 páginas04musculos Del DorsoSamiiAún no hay calificaciones
- 6.13 Cuadro Ramas de La Aorta y Vena PortaDocumento4 páginas6.13 Cuadro Ramas de La Aorta y Vena PortaGerGvAún no hay calificaciones
- T2 - Metodologia de La InvestigaciónDocumento5 páginasT2 - Metodologia de La Investigaciónhumberto cabrera ocasAún no hay calificaciones
- Practica Rentabilidad JRDocumento61 páginasPractica Rentabilidad JRAlejandro León VargasAún no hay calificaciones
- Dimensiones Del Sol: Sistema SolarDocumento3 páginasDimensiones Del Sol: Sistema SolarStefana MorenoAún no hay calificaciones
- Voleibol IntroduccionDocumento4 páginasVoleibol IntroduccionOscar Rivera100% (1)
- DiversidadOrganismos LagosDocumento6 páginasDiversidadOrganismos LagosKevin MoreiraAún no hay calificaciones
- Syllabus LabDocumento17 páginasSyllabus LabHéctor RaúlAún no hay calificaciones
- Inca HuascarDocumento2 páginasInca Huascarjuan100% (1)
- Problemas de Tarea Cap. 05 PDFDocumento4 páginasProblemas de Tarea Cap. 05 PDFJose Carlos Broto ZamoraAún no hay calificaciones
- Semiología QuirúrgicaDocumento102 páginasSemiología QuirúrgicaDanielaAún no hay calificaciones
- Commissions/peru01 Report/Peru01 Report - Vol2 PDFDocumento5 páginasCommissions/peru01 Report/Peru01 Report - Vol2 PDFCristina NeyraAún no hay calificaciones