También podría gustarte
- Solución Problemas T2 CECDocumento38 páginasSolución Problemas T2 CECNide Vázquez60% (5)
- Presentacion SPC PDFDocumento46 páginasPresentacion SPC PDFMegan MirandaAún no hay calificaciones
- Probabilidad y Estadística: Ingeniería IndustrialDocumento14 páginasProbabilidad y Estadística: Ingeniería IndustrialHumberto EspinozaAún no hay calificaciones
- Método de Los Tres MomentosDocumento55 páginasMétodo de Los Tres MomentosLR Raul86% (63)
- Ejercicios Condecal - X-RDocumento20 páginasEjercicios Condecal - X-RKike Manotas100% (5)
- TRABAJO6Documento18 páginasTRABAJO6Bryan E. ReynosoAún no hay calificaciones
- 3.1-3.3 LaboratorioDocumento13 páginas3.1-3.3 LaboratorioAlessandra ArroyoAún no hay calificaciones
- Montaje y reparación de los sistemas mecánicos. FMEE0208De EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Econometría I: manual de Eviews: Estimulación de un modelo de exportaciónDe EverandEconometría I: manual de Eviews: Estimulación de un modelo de exportaciónAún no hay calificaciones
- VW 10540 1 EsDocumento4 páginasVW 10540 1 EsYo Gold100% (1)
- Guia de PRODUCCION ENVASADO Y COMERCIALIZACION DE MIEL PDFDocumento12 páginasGuia de PRODUCCION ENVASADO Y COMERCIALIZACION DE MIEL PDFYo GoldAún no hay calificaciones
- Enunciados Practica 1 InterseccionesDocumento4 páginasEnunciados Practica 1 Interseccionessucayume100% (2)
- Preguntas Tipo Examen Propuestas Por El Equipo-1Documento7 páginasPreguntas Tipo Examen Propuestas Por El Equipo-1Andrea FernandezAún no hay calificaciones
- PREGUNTAS Proceso y Control ProblemasDocumento7 páginasPREGUNTAS Proceso y Control ProblemasKevin Medina VillagomezAún no hay calificaciones
- Resolución Ejercicio1Documento90 páginasResolución Ejercicio1CARLOS JOAQUIN MOSCOSO DURAZNOAún no hay calificaciones
- Fundamentos Control Estadístico de ProcesosDocumento8 páginasFundamentos Control Estadístico de ProcesosJuan Camilo Brand OrtizAún no hay calificaciones
- Informe de Calidad en Una PapeleraDocumento22 páginasInforme de Calidad en Una PapeleraGianmarco OrtizAún no hay calificaciones
- Control Priscila FDocumento72 páginasControl Priscila FRonny BarreraAún no hay calificaciones
- Gráficos de Control EstadísticoDocumento73 páginasGráficos de Control EstadísticoMercedes Guillermina Godoy BarbosaAún no hay calificaciones
- Parcial 3 Calidad Jueves-2Documento3 páginasParcial 3 Calidad Jueves-2Daniel MuñosAún no hay calificaciones
- Metodos Estadisticos para El Control de La CalidadDocumento6 páginasMetodos Estadisticos para El Control de La CalidadLiz Montero MoralesAún no hay calificaciones
- Laboratorio Unidad 2Documento47 páginasLaboratorio Unidad 2Enrique HernandezAún no hay calificaciones
- Control de Procesos Por VariablesDocumento35 páginasControl de Procesos Por VariablesJose Alejandro Vergara MoralesAún no hay calificaciones
- Parcial 3 Calidad JuevesDocumento4 páginasParcial 3 Calidad JuevesDaniel MuñosAún no hay calificaciones
- Presentacion Diagramas de Control Atributos PDFDocumento27 páginasPresentacion Diagramas de Control Atributos PDFHernandez Rodriges Alexis BryamAún no hay calificaciones
- Graficas en MinitabDocumento31 páginasGraficas en Minitabrlexl6darvAún no hay calificaciones
- Tarea Modulo 4 IbarraDocumento6 páginasTarea Modulo 4 IbarraChristian Donoso AguilarAún no hay calificaciones
- Capitulo 6. Cartas de Control Por VariableDocumento41 páginasCapitulo 6. Cartas de Control Por VariableJAVIER FERNÁNDEZAún no hay calificaciones
- HABILITACION Control de CalidadDocumento20 páginasHABILITACION Control de CalidadLaura A FlorezAún no hay calificaciones
- CdeC Características Planes MIL STD 414Documento3 páginasCdeC Características Planes MIL STD 414CarolinaRodríguezAún no hay calificaciones
- ExamneDocumento16 páginasExamneErvin Nogales0% (1)
- ARVELO Ejercicios de Cap 5 y 7Documento3 páginasARVELO Ejercicios de Cap 5 y 7SaryGironAún no hay calificaciones
- CEP1 Ejercicios SDocumento15 páginasCEP1 Ejercicios SNayla Estefania100% (1)
- Presentacion ADEI Avanzado PDFDocumento26 páginasPresentacion ADEI Avanzado PDFB6D4N0Aún no hay calificaciones
- ControlCalidad Laboratorio2 20162Documento6 páginasControlCalidad Laboratorio2 20162Jose Escobar CarmenAún no hay calificaciones
- Informe Lab Calificado 3Documento13 páginasInforme Lab Calificado 3Maricielo CerroAún no hay calificaciones
- Clases Control Estadistico de Procesos - 2ºPRACTDocumento5 páginasClases Control Estadistico de Procesos - 2ºPRACTMartin Mendoza Leon0% (1)
- Mtb15 Control Estad ProcesoDocumento47 páginasMtb15 Control Estad ProcesoIrvin MarotzAún no hay calificaciones
- Cec U2Documento22 páginasCec U2Enrique HernandezAún no hay calificaciones
- Graficos Del Control para Atributos PDFDocumento17 páginasGraficos Del Control para Atributos PDFAntonio EspinozaAún no hay calificaciones
- 2.5 Graficas de Control Por AtributosDocumento31 páginas2.5 Graficas de Control Por AtributosMaría Fernanda Pérez MorenoAún no hay calificaciones
- Taller 2 Control Estadistico de La CalidadDocumento12 páginasTaller 2 Control Estadistico de La CalidadCarlos Augusto Gallego LondoñoAún no hay calificaciones
- Gráfico X-RDocumento13 páginasGráfico X-Rgorgojok95Aún no hay calificaciones
- Control Estadistico de La CalidadDocumento19 páginasControl Estadistico de La CalidadJeferson Mendoza100% (1)
- Fase - 3 - Grupo - 212023 - 68Documento40 páginasFase - 3 - Grupo - 212023 - 68sebastianAún no hay calificaciones
- Cartas de ContrlDocumento27 páginasCartas de ContrlJorge Peres100% (1)
- Control D CalidadDocumento13 páginasControl D CalidadIsaac GutierrezAún no hay calificaciones
- Actividad 2.3Documento8 páginasActividad 2.3Sara Lizbeth Escobedo LunaAún no hay calificaciones
- CalidadddDocumento4 páginasCalidadddjocelinrmoreno240Aún no hay calificaciones
- Control Estadistico de Procesos 1205368495313762 4Documento48 páginasControl Estadistico de Procesos 1205368495313762 4Roftell RamírezAún no hay calificaciones
- Cartas de ControlDocumento110 páginasCartas de ControlGlenn Araya VillalobosAún no hay calificaciones
- Graficas de ControlDocumento141 páginasGraficas de Controlmikex69Aún no hay calificaciones
- Universidad Centroamericana Jose SimeonDocumento6 páginasUniversidad Centroamericana Jose Simeonjeaf90Aún no hay calificaciones
- Laboratorio 2.2-2.3Documento33 páginasLaboratorio 2.2-2.3Enrique HernandezAún no hay calificaciones
- Laboratorio 2.3Documento32 páginasLaboratorio 2.3Enrique HernandezAún no hay calificaciones
- Algunos Ejemplos Sobre Control EstadistiDocumento17 páginasAlgunos Ejemplos Sobre Control EstadistiWilliam GuarnizAún no hay calificaciones
- Graficos de Control PDFDocumento37 páginasGraficos de Control PDFLaura TorresAún no hay calificaciones
- Actividad 2.2 Cec2017a D - 1Documento5 páginasActividad 2.2 Cec2017a D - 1Martha L Pv RAún no hay calificaciones
- Problemas MinitabDocumento11 páginasProblemas MinitabMontserrat SotoAún no hay calificaciones
- Proyecto Six Sigma-PracticoDocumento7 páginasProyecto Six Sigma-PracticoMiguel Reynoso MagañaAún no hay calificaciones
- Introducción Al SPCDocumento21 páginasIntroducción Al SPCAlstar Lozoya100% (3)
- Replanteo y preparación de tuberías. IMAI0108De EverandReplanteo y preparación de tuberías. IMAI0108Aún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Optimización de cadenas de abastecimiento con base en aplicaciones reales: metodología, alcances, limitaciones y beneficiosDe EverandOptimización de cadenas de abastecimiento con base en aplicaciones reales: metodología, alcances, limitaciones y beneficiosAún no hay calificaciones
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Man Desc CEMSDocumento4 páginasMan Desc CEMSYo GoldAún no hay calificaciones
- Manual Calidad Proveedores Grupo Sese 24-01-17 Rev00Documento36 páginasManual Calidad Proveedores Grupo Sese 24-01-17 Rev00Yo GoldAún no hay calificaciones
- 11 - FMEA AIAG - VDA - Cambios, Desafíos, y Nuevos Conceptos - FMEA-MSRDocumento3 páginas11 - FMEA AIAG - VDA - Cambios, Desafíos, y Nuevos Conceptos - FMEA-MSRYo Gold86% (7)
- AEC Six SigmaDocumento21 páginasAEC Six SigmaYo GoldAún no hay calificaciones
- 2 - Contrato de SeguroDocumento170 páginas2 - Contrato de SeguroYo GoldAún no hay calificaciones
- 3 - Institucion AseguradoraDocumento126 páginas3 - Institucion AseguradoraYo GoldAún no hay calificaciones
- 4 - Distribucion Del Riesgo Entre Aseguradoras - Coaseguro y ReaseguroDocumento44 páginas4 - Distribucion Del Riesgo Entre Aseguradoras - Coaseguro y ReaseguroYo Gold0% (1)
- Guia Docente 2009 2010Documento3 páginasGuia Docente 2009 2010beacr22_22Aún no hay calificaciones
- B3 Documentacion de Sistemas de La Calidad PDFDocumento26 páginasB3 Documentacion de Sistemas de La Calidad PDFYo GoldAún no hay calificaciones
- ARIMADocumento6 páginasARIMAYo GoldAún no hay calificaciones
- Procesos Estocásticos Normales y Estacionarios de CovarianzaDocumento5 páginasProcesos Estocásticos Normales y Estacionarios de CovarianzaYo GoldAún no hay calificaciones
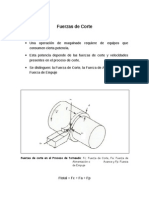
- Fuerzas de CorteDocumento9 páginasFuerzas de CorteDiana CarrilloAún no hay calificaciones
- Señalizacion Seguridad IndustrialDocumento6 páginasSeñalizacion Seguridad IndustrialSiul OlloverAún no hay calificaciones
- Ejercicios Análisis en FrecuenciaDocumento5 páginasEjercicios Análisis en FrecuenciaNicolás Malpic ForeroAún no hay calificaciones
- Liquid ADocumento1 páginaLiquid AAriel C ChAún no hay calificaciones
- Economia 2019Documento65 páginasEconomia 2019Max Junior Quispe Chambilla100% (1)
- Capitulo 5 Metodos Planimetricos para Un Levantamiento TopograficoDocumento16 páginasCapitulo 5 Metodos Planimetricos para Un Levantamiento Topograficoalejj19Aún no hay calificaciones
- Estructuras AnidadasDocumento3 páginasEstructuras AnidadasJairo PerezAún no hay calificaciones
- 2009 Inst2 4°Documento3 páginas2009 Inst2 4°Escuela 105, Salto - UruguayAún no hay calificaciones
- Saul Cabañas, Ejercicio 2 64Documento3 páginasSaul Cabañas, Ejercicio 2 64SAULAún no hay calificaciones
- SembradoraDocumento18 páginasSembradoraGabriel LopezAún no hay calificaciones
- Informe de La Balanza Lab QuimicaDocumento5 páginasInforme de La Balanza Lab QuimicaFelipe CantorAún no hay calificaciones
- Cap3 0 Signals Systems Frequency PDFDocumento182 páginasCap3 0 Signals Systems Frequency PDFWilson MorochoAún no hay calificaciones
- MONOGRAFIADocumento122 páginasMONOGRAFIAcarlos alberto hidalgo nolascoAún no hay calificaciones
- Practica 5. Fisica LabDocumento3 páginasPractica 5. Fisica LabEli CarranzaAún no hay calificaciones
- Lógica ProposicionalDocumento6 páginasLógica ProposicionalSbsagamer09Aún no hay calificaciones
- Tema 6 - El Diseño Muestral en La Encuesta Con Cuestionario EstandarizadoDocumento8 páginasTema 6 - El Diseño Muestral en La Encuesta Con Cuestionario EstandarizadopruebaAún no hay calificaciones
- 7.3 Keroseno y Aceite CrudoDocumento10 páginas7.3 Keroseno y Aceite CrudoIvoOne ParkerAún no hay calificaciones
- Pca 1bgu Filosofia 2018 PatriciaDocumento9 páginasPca 1bgu Filosofia 2018 PatriciaHumoisa MoralesAún no hay calificaciones
- Evaluación Matemática 4°, Unidad en Espiral 7Documento4 páginasEvaluación Matemática 4°, Unidad en Espiral 7Margareth FuentesAún no hay calificaciones
- Practica Alg PrimeroDocumento1 páginaPractica Alg PrimeroricardosnxzAún no hay calificaciones
- Autónomo 1.3. Distribuciones Discretas 20200717 PDFDocumento3 páginasAutónomo 1.3. Distribuciones Discretas 20200717 PDFsantiago vacaAún no hay calificaciones
- Capitulo2 150819223405 Lva1 App6892 PDFDocumento48 páginasCapitulo2 150819223405 Lva1 App6892 PDFCesar EscuderoAún no hay calificaciones
- Mapa Curricular AreasDocumento1 páginaMapa Curricular AreasmarielaAún no hay calificaciones
- WX51 Ma641 LB02 ArrascueDocumento3 páginasWX51 Ma641 LB02 ArrascueWenceslao ArrascueAún no hay calificaciones
- Metodos Numericos - Quiz 1 45 de 60 - Intento 2Documento6 páginasMetodos Numericos - Quiz 1 45 de 60 - Intento 2Alex MejiaAún no hay calificaciones
- Funciones Lógicas PDFDocumento34 páginasFunciones Lógicas PDFBernie RivasAún no hay calificaciones
- Informatica Level 7Documento11 páginasInformatica Level 7Taller de LorenaAún no hay calificaciones