También podría gustarte
- Guía de Trabajo Conocimientos Previos Administración de ProyectosDocumento7 páginasGuía de Trabajo Conocimientos Previos Administración de Proyectosjosua reyes100% (1)
- Monografia de Impuesto A La Renta de Tercera CategoriaDocumento23 páginasMonografia de Impuesto A La Renta de Tercera CategoriaFernando Catacora73% (11)
- Análisis Situacional La MartinaDocumento3 páginasAnálisis Situacional La MartinaEduardo Enmanuel Santamaria Mendoza0% (1)
- Nom 006 y Osha 2236 de Grupo Chacmool Eq 7Documento16 páginasNom 006 y Osha 2236 de Grupo Chacmool Eq 7david riveraAún no hay calificaciones
- Estudio de Tiempos Exposicion FelipeDocumento17 páginasEstudio de Tiempos Exposicion FelipeVirgilio Colli TilanAún no hay calificaciones
- Formato 3.1 Definición y Tipos de RiesgosDocumento16 páginasFormato 3.1 Definición y Tipos de RiesgosMartinez Andon100% (1)
- Estudio y Diseño Del TrabajoDocumento79 páginasEstudio y Diseño Del TrabajoCECILIA MARIBEL LOOR MORA100% (1)
- Es (Registro Mercantil)Documento3 páginasEs (Registro Mercantil)Valentina FajardoAún no hay calificaciones
- A3 Automatizada MGVDocumento4 páginasA3 Automatizada MGVMontserrat Garcia VieyraAún no hay calificaciones
- Comp2. Analisis de Operaciones 2022Documento80 páginasComp2. Analisis de Operaciones 2022Gabriel PerMeAún no hay calificaciones
- Examen Unidad I Estudio Del Trabajo-1Documento4 páginasExamen Unidad I Estudio Del Trabajo-1Cynthia HMAún no hay calificaciones
- Investigacion de Estudio de Trabajo Balanceo de LineasDocumento20 páginasInvestigacion de Estudio de Trabajo Balanceo de LineasFaustinoAún no hay calificaciones
- Sistemas de Tiempos PredeterminadosDocumento28 páginasSistemas de Tiempos PredeterminadosRaulUlloaAún no hay calificaciones
- Division de Operacion en ElementosDocumento2 páginasDivision de Operacion en ElementosJonathan Romero PerezAún no hay calificaciones
- Manual - Practicas Estudio Del Trabajo I DOZ R 1.2Documento8 páginasManual - Practicas Estudio Del Trabajo I DOZ R 1.2Javier HernandezAún no hay calificaciones
- Introduccion Al Estudio Del TrabajoDocumento26 páginasIntroduccion Al Estudio Del Trabajopao100% (1)
- Análisis de OperacionesDocumento6 páginasAnálisis de OperacionesGabbo ConlledoAún no hay calificaciones
- CC LapicesDocumento5 páginasCC LapicesMelissa CardozoAún no hay calificaciones
- Parte Del Desarrollo. Parcial 1 PDFDocumento1 páginaParte Del Desarrollo. Parcial 1 PDFAriel A. MendozaAún no hay calificaciones
- Estudio Del Trabajo 1, Unidad 5 TiemposDocumento41 páginasEstudio Del Trabajo 1, Unidad 5 TiemposPepe NeriiAún no hay calificaciones
- Lista de Chequeo Mantenimiento y EnsambleDocumento4 páginasLista de Chequeo Mantenimiento y EnsambleZoraida SotoAún no hay calificaciones
- Practica 2.0Documento11 páginasPractica 2.0Hans PilzAún no hay calificaciones
- Reporte Practica 3 Hombre - MáquinaDocumento5 páginasReporte Practica 3 Hombre - MáquinaLester GómezAún no hay calificaciones
- Reporte Práctica 06 Balance de LineasDocumento7 páginasReporte Práctica 06 Balance de LineasDiego VelásquezAún no hay calificaciones
- Indice de Medicion y Mejoramiento de La ProductividadDocumento79 páginasIndice de Medicion y Mejoramiento de La ProductividadYasahir Arturo SánchezAún no hay calificaciones
- Tema 2 Analisis de Las OperacionesDocumento10 páginasTema 2 Analisis de Las OperacionesJuan PaniaguaAún no hay calificaciones
- Ejercicios TaladroDocumento1 páginaEjercicios TaladroRUCKMEN GAMERAún no hay calificaciones
- Práctica 1 (Diagrama de Operacion de Proceso)Documento3 páginasPráctica 1 (Diagrama de Operacion de Proceso)Jonathan GutierrezAún no hay calificaciones
- Ejemplo de Diagrama de Causa y Efecto - MinitabDocumento1 páginaEjemplo de Diagrama de Causa y Efecto - MinitabEusebio Rodriguez Barragan100% (1)
- Planificacion de Requerimientos de MaterDocumento15 páginasPlanificacion de Requerimientos de MaterLuis JimenezAún no hay calificaciones
- Cap1,2 ProductividadDocumento9 páginasCap1,2 ProductividadConejita PerritoAún no hay calificaciones
- Cronometraje IndustrialDocumento8 páginasCronometraje IndustrialBryanMArtínezAún no hay calificaciones
- 2.3 Sistemas de Medición, Temperatura, Presión, Torsión y Esfuerzos Mecánicos.Documento8 páginas2.3 Sistemas de Medición, Temperatura, Presión, Torsión y Esfuerzos Mecánicos.Susi Jimenez100% (1)
- Cap. 8 Medicion Del Trabajo CompletoDocumento75 páginasCap. 8 Medicion Del Trabajo Completozuleyka linoAún no hay calificaciones
- Estructura de Plan de RequerimientosDocumento11 páginasEstructura de Plan de RequerimientosYOLLYMRAún no hay calificaciones
- Formatos MTMDocumento2 páginasFormatos MTMhectorosasAún no hay calificaciones
- Graficas X-R y X-SDocumento31 páginasGraficas X-R y X-SIsaac Moreno SaldiernaAún no hay calificaciones
- Estudio Del Trabajo IIDocumento89 páginasEstudio Del Trabajo IIJuan Carlos QuinteroAún no hay calificaciones
- 1.4 Higiene, Seguridad y Salud OcupacionalDocumento18 páginas1.4 Higiene, Seguridad y Salud OcupacionalValeria AguilarAún no hay calificaciones
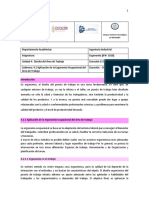
- 4.2 Aplicación de La Ergonomía Ocupacional en El Área de TrabajoDocumento2 páginas4.2 Aplicación de La Ergonomía Ocupacional en El Área de TrabajoLuna CalvoAún no hay calificaciones
- Ejercicio de Variación Secular Con N Par e Impar. III 2020Documento13 páginasEjercicio de Variación Secular Con N Par e Impar. III 2020stephany corralesAún no hay calificaciones
- 1.6.2 Diagrama de Pareto PDFDocumento3 páginas1.6.2 Diagrama de Pareto PDFCETROM100% (1)
- Estudio de Movimientos U3Documento32 páginasEstudio de Movimientos U3Martin RamirezAún no hay calificaciones
- Unidad 3 Estudio de MovimientosDocumento35 páginasUnidad 3 Estudio de MovimientosJesus Ibarra100% (1)
- Evolución de La Administración de MantenimientoDocumento4 páginasEvolución de La Administración de MantenimientoMiguel LimonAún no hay calificaciones
- Muestreo de Aceptación Por AtributosDocumento10 páginasMuestreo de Aceptación Por AtributosSergioAún no hay calificaciones
- Practica 1 Estudio Del Trabajo 1Documento3 páginasPractica 1 Estudio Del Trabajo 1Rey David Manuel SantiagoAún no hay calificaciones
- Estudio Del Trabajo Unidad 3 Estudio de MovimientosDocumento4 páginasEstudio Del Trabajo Unidad 3 Estudio de MovimientosLuis HernandezAún no hay calificaciones
- Conceptos, Relaciones, Métodos Tiempo-Costo y Siemens (SAM)Documento8 páginasConceptos, Relaciones, Métodos Tiempo-Costo y Siemens (SAM)Isidro Castelan HerreraAún no hay calificaciones
- Operaciones de ManufacturaDocumento48 páginasOperaciones de ManufacturamyssaelAún no hay calificaciones
- 4.2 Aplicación de La Ergonomía en El Área OcupacionalDocumento5 páginas4.2 Aplicación de La Ergonomía en El Área OcupacionalAzul RodriguezAún no hay calificaciones
- Conceptos de Bocos 2 UnidadDocumento30 páginasConceptos de Bocos 2 UnidadAnonymous C5BinIaEqd100% (1)
- Unidad 1. Procesos de Maquinado Parte 2.Documento20 páginasUnidad 1. Procesos de Maquinado Parte 2.Dannis GanemAún no hay calificaciones
- Documental Códigos SecretosDocumento1 páginaDocumental Códigos SecretosDaniela BonillaAún no hay calificaciones
- Estaciones 44444 PDFDocumento4 páginasEstaciones 44444 PDFDANIEL RAMOS CARRANZAAún no hay calificaciones
- Cuestionario Subtemas 5.1 y 5.2 Pacheco SandovalDocumento8 páginasCuestionario Subtemas 5.1 y 5.2 Pacheco SandovalEli RubalcavaAún no hay calificaciones
- Modelos de Programacion EnteraDocumento3 páginasModelos de Programacion EnteraAndy Bogard100% (1)
- Unidad 4. IoDocumento22 páginasUnidad 4. IoPedrodmAún no hay calificaciones
- Antologia Estudio de TrabajoDocumento56 páginasAntologia Estudio de TrabajofattimaAún no hay calificaciones
- Estudio de Tiempos y MovimientosDocumento47 páginasEstudio de Tiempos y MovimientosLuis Enrique Soto GarciaAún no hay calificaciones
- Portafolio de Evidencias - Segunda Unidad.01Documento40 páginasPortafolio de Evidencias - Segunda Unidad.01jaimesAún no hay calificaciones
- 1 Cortes de Gomory 1 Jueves 10 MarzoDocumento6 páginas1 Cortes de Gomory 1 Jueves 10 MarzoStiven GiraldoAún no hay calificaciones
- Medios Gráficos para El Analista de Métodos - 15ADocumento66 páginasMedios Gráficos para El Analista de Métodos - 15AEmma SantanaAún no hay calificaciones
- Digrama de OperacionesDocumento17 páginasDigrama de OperacionesIvanCisneros100% (1)
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Manual de HosteleriaDocumento29 páginasManual de HosteleriaPS Yessenia100% (1)
- Evidencia Actividad #3 Graficos Powerpoint 2010Documento12 páginasEvidencia Actividad #3 Graficos Powerpoint 2010Yenferson Esneider FrancoAún no hay calificaciones
- Examen Auditoria HSEQDocumento5 páginasExamen Auditoria HSEQDani Cortes100% (1)
- Los Suscritos Representante Legal o Autorizado y Contador Publico o Revisora Fiscal deDocumento3 páginasLos Suscritos Representante Legal o Autorizado y Contador Publico o Revisora Fiscal deAUXILIAR CONTABLEAún no hay calificaciones
- Balance Ejercicio Económico 2023Documento17 páginasBalance Ejercicio Económico 2023guisasolaugustocopigAún no hay calificaciones
- Analisis de Consumidor FodaDocumento9 páginasAnalisis de Consumidor FodaJosé Luis Santander VargasAún no hay calificaciones
- Unidad 1 Conta de Costos PDFDocumento56 páginasUnidad 1 Conta de Costos PDFPonce JoséAún no hay calificaciones
- Tema - Foro de Debate 02 - Diseño de ProcesosDocumento16 páginasTema - Foro de Debate 02 - Diseño de Procesosluz loayzaAún no hay calificaciones
- Manual de Profepa Vers 1.1Documento148 páginasManual de Profepa Vers 1.1Erika MuAún no hay calificaciones
- Formato CotizacionDocumento2 páginasFormato CotizacionDiego Plazas100% (2)
- Codex RotuladoDocumento66 páginasCodex RotuladoSandra Patricia VargasAún no hay calificaciones
- Exposición Contrato de DepósitoDocumento6 páginasExposición Contrato de DepósitoJosé Alonso Beltrán PérezAún no hay calificaciones
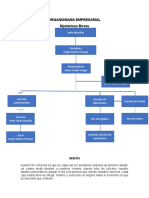
- Organigrama EmpresarialDocumento3 páginasOrganigrama EmpresarialSERGIO ANDRES TAMAYO ROJASAún no hay calificaciones
- BASC - Glosario-Terminos PDFDocumento8 páginasBASC - Glosario-Terminos PDFTefy RiveraAún no hay calificaciones
- 100 Casos Practicos Del IgvDocumento55 páginas100 Casos Practicos Del IgvJennyAguedo93% (14)
- Caso Distribuidora Carlitos - DesarrolloDocumento4 páginasCaso Distribuidora Carlitos - DesarrolloAlison Jhennifer CruzattAún no hay calificaciones
- Ud 2. GEFEDocumento91 páginasUd 2. GEFEmfmunizAún no hay calificaciones
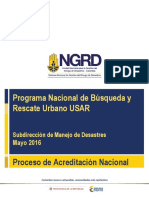
- Proceso de Acreditaci N Nacional USARDocumento39 páginasProceso de Acreditaci N Nacional USARClubes Zona QuindíoAún no hay calificaciones
- Clasificacion de La InformacionDocumento33 páginasClasificacion de La InformacionRocioDelPilarCasabonaVivancoAún no hay calificaciones
- Módulo 4. Patentes y Marcas. Acciones CivilesDocumento19 páginasMódulo 4. Patentes y Marcas. Acciones CivilesCarlos VargasAún no hay calificaciones
- Analisis Del Decreto Supremo N 011 79 VCDocumento3 páginasAnalisis Del Decreto Supremo N 011 79 VCHERALD JOSE RODRIGUEZ PEREZAún no hay calificaciones
- Diagnostico de La Educación Ambiental en VenezuelaDocumento16 páginasDiagnostico de La Educación Ambiental en VenezuelaJhonnathan RodriguezAún no hay calificaciones
- Metodo MOSTDocumento42 páginasMetodo MOSTDVj Gerardo FernandezAún no hay calificaciones
- Atencin Al Cliente Financiero IDocumento224 páginasAtencin Al Cliente Financiero INerio Burga50% (2)
- Giovanny Muñoz y William Daniel Hernández Variable Rivalidad en La Industria Del CalzadoDocumento7 páginasGiovanny Muñoz y William Daniel Hernández Variable Rivalidad en La Industria Del CalzadogiovaynAún no hay calificaciones