También podría gustarte
- Curso de Riggers FLUORDocumento70 páginasCurso de Riggers FLUORFranki Cv100% (3)
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Catalogo Prodinsa 2015Documento60 páginasCatalogo Prodinsa 2015Juanito Johns100% (1)
- CaldereríaDocumento70 páginasCaldereríaCristianJhon0% (1)
- Diseño de Rosca de TornillosDocumento9 páginasDiseño de Rosca de Tornillosjcmendez506Aún no hay calificaciones
- Postes y Crucetas.Documento36 páginasPostes y Crucetas.Guillermo Luis AcostaAún no hay calificaciones
- Elementos de IzajeDocumento123 páginasElementos de IzajePol HitoAún no hay calificaciones
- Correas TransportadorasDocumento25 páginasCorreas TransportadorasedwinAún no hay calificaciones
- Refractarios en HornosDocumento366 páginasRefractarios en Hornoscoli15100% (1)
- Curso de Riggers FLUORDocumento83 páginasCurso de Riggers FLUORFabián Martínez100% (1)
- Caterpillar (Selección de Cucharones Excavadoras)Documento8 páginasCaterpillar (Selección de Cucharones Excavadoras)Celin PadillaAún no hay calificaciones
- Tipos de LimasDocumento8 páginasTipos de LimasKAREN YASARELI BALTAZAR SANDOVALAún no hay calificaciones
- Sandvik TorneadoDocumento65 páginasSandvik TorneadoCamiliAún no hay calificaciones
- RemachadoDocumento49 páginasRemachadoMauricio PerezAún no hay calificaciones
- Aceros de Perforacion 1.0Documento38 páginasAceros de Perforacion 1.0Wilson TobarAún no hay calificaciones
- Informe Prueba de Flotacion de Plomo y ZincDocumento7 páginasInforme Prueba de Flotacion de Plomo y ZincGiann Culquitante MorenoAún no hay calificaciones
- Maquinas para TrefiladoDocumento20 páginasMaquinas para TrefiladomnnickAún no hay calificaciones
- Clase 4 PerforaciónDocumento72 páginasClase 4 PerforaciónWILBER OSORIO HUAIRAAún no hay calificaciones
- Curso Control Solidos II Parte (2)Documento44 páginasCurso Control Solidos II Parte (2)Ramarys BalzaAún no hay calificaciones
- Mallas Zaranda1Documento3 páginasMallas Zaranda1Mauricio ChoqueAún no hay calificaciones
- Armaduras de Acero PDFDocumento10 páginasArmaduras de Acero PDFDay QuintanillaAún no hay calificaciones
- Shale Shakers ZarandaDocumento9 páginasShale Shakers ZarandaRodrigo Luizaga AndiaAún no hay calificaciones
- Clase 3 PerforaciónDocumento73 páginasClase 3 PerforaciónOlger Gonzales QuispeAún no hay calificaciones
- Tipos de CribasDocumento10 páginasTipos de CribasRamon PalmaAún no hay calificaciones
- CRIBASDocumento13 páginasCRIBASorion_rjAún no hay calificaciones
- Surtek ConstruccionDocumento12 páginasSurtek ConstruccionPC IvnAún no hay calificaciones
- Leccion 3 (Cuerdas)Documento22 páginasLeccion 3 (Cuerdas)Diego RoblesAún no hay calificaciones
- 2 Construcción de BandasDocumento15 páginas2 Construcción de BandasLENNIN NICOLSAún no hay calificaciones
- Tempco ProductsDocumento12 páginasTempco Productsdariel riveroAún no hay calificaciones
- Bandas SincronasDocumento101 páginasBandas SincronasMonsibais D Iván100% (1)
- PlaquitasDocumento6 páginasPlaquitasDiegoAún no hay calificaciones
- Universidad Nacional de Piura (Zarandas Diapositivas) - 1Documento17 páginasUniversidad Nacional de Piura (Zarandas Diapositivas) - 1Yuvitza MorenoAún no hay calificaciones
- Presentacion de CadenasDocumento87 páginasPresentacion de Cadenasrikelm100% (2)
- Caracteristicas SemperitDocumento3 páginasCaracteristicas SemperitCarlosMamaniAún no hay calificaciones
- Endurance AFM Capacitacion 2022Documento90 páginasEndurance AFM Capacitacion 2022Chris Bravo HuertaAún no hay calificaciones
- Anexo 5 - Instrucciones Del FabricanteDocumento12 páginasAnexo 5 - Instrucciones Del FabricanteAnderson Alejandro Benites ZelayaAún no hay calificaciones
- Mecanismos de FricciónDocumento18 páginasMecanismos de FricciónViviana Sagnay OrtizAún no hay calificaciones
- TREFILADODocumento22 páginasTREFILADOMarta Troncoso BarbosaAún no hay calificaciones
- Herramientas y Equip de Perf IIDocumento35 páginasHerramientas y Equip de Perf IIsoylismithmaciasAún no hay calificaciones
- Especificacion de LD Gavion Con Cola - Grupo GeofortDocumento2 páginasEspecificacion de LD Gavion Con Cola - Grupo GeofortapoloAún no hay calificaciones
- Sostenimiento SubterraneoDocumento19 páginasSostenimiento Subterraneoclaudia5catherine5hoAún no hay calificaciones
- Procesos de Rectificado Proyecto 29Documento13 páginasProcesos de Rectificado Proyecto 29it's CODAún no hay calificaciones
- Catalogo DiscosDocumento20 páginasCatalogo DiscosSonia SimeAún no hay calificaciones
- Material de Apoyo Prediseño en MaderaDocumento17 páginasMaterial de Apoyo Prediseño en MaderaCarolina OyhanartAún no hay calificaciones
- Investigacion #6Documento9 páginasInvestigacion #6BryanMárquezAún no hay calificaciones
- Cortes Por Insicion 1Documento30 páginasCortes Por Insicion 1Priscila Flores100% (1)
- 10 TrefiladoDocumento15 páginas10 TrefiladoInvestigación y Desarrollo Blair MusicAún no hay calificaciones
- Herramientas de RoscadoDocumento25 páginasHerramientas de RoscadoCristian RamirezAún no hay calificaciones
- Catalogo de Bandas para ReciclajeDocumento8 páginasCatalogo de Bandas para Reciclajejhon jairo arangoAún no hay calificaciones
- Introduccion TrefiladoDocumento40 páginasIntroduccion TrefiladoValeria Castillo JerezAún no hay calificaciones
- 4 Mallas-Metalicas MailDocumento20 páginas4 Mallas-Metalicas MailJosué Abel Mamani RevillaAún no hay calificaciones
- Reparaciones MecánicasDocumento37 páginasReparaciones MecánicasJaviera ArlineAún no hay calificaciones
- Robles Sanchez Gabriela Exposicion U3Documento12 páginasRobles Sanchez Gabriela Exposicion U3Gavy RoblesAún no hay calificaciones
- 19 05 2020-Reciclaje-CastDocumento8 páginas19 05 2020-Reciclaje-CastGESTION COMERCIALAún no hay calificaciones
- Principios Mecánicos en El Control de Las FuerzasDocumento46 páginasPrincipios Mecánicos en El Control de Las Fuerzasyina montoyaAún no hay calificaciones
- Ing° Juan Turriate Manrique 2022Documento33 páginasIng° Juan Turriate Manrique 2022Maria Vargas EspinozaAún no hay calificaciones
- PDF Talleres Gestion Financier A JuankDocumento65 páginasPDF Talleres Gestion Financier A JuankTatiana GordilloAún no hay calificaciones
- Trabajo Escrito Software Ceideul (SGVP)Documento48 páginasTrabajo Escrito Software Ceideul (SGVP)Jesus Alejandro OtaholaAún no hay calificaciones
- Teg Meor FinalDocumento77 páginasTeg Meor FinalJesus Alejandro OtaholaAún no hay calificaciones
- Curso Control Solidos III Parte (2)Documento41 páginasCurso Control Solidos III Parte (2)Oriiana LayaAún no hay calificaciones
- Curso Control Solidos I Partes (2)Documento35 páginasCurso Control Solidos I Partes (2)Oriiana LayaAún no hay calificaciones
- Ensayo - Participación de La Mujer en El Mundo EmpresarialDocumento3 páginasEnsayo - Participación de La Mujer en El Mundo EmpresarialJesus Alejandro OtaholaAún no hay calificaciones
- Recommended Cementation For Monolithic Zirconia CrownsDocumento4 páginasRecommended Cementation For Monolithic Zirconia CrownsEduardo MondragonAún no hay calificaciones
- Clase 4-Clasificación de SuelosDocumento10 páginasClase 4-Clasificación de SuelosJohn Anthony EscobarAún no hay calificaciones
- Catalogo de Conceptos Cancha Galage ActualizadoDocumento5 páginasCatalogo de Conceptos Cancha Galage ActualizadogabrielaAún no hay calificaciones
- Informe Lb1-Cabrams-Prob-2021-1fj - Va6cDocumento7 páginasInforme Lb1-Cabrams-Prob-2021-1fj - Va6cIveth HuariAún no hay calificaciones
- El Vidrio y Sus ReglasDocumento2 páginasEl Vidrio y Sus ReglasdelfigiordanoAún no hay calificaciones
- Memoria Descriptiva 20210713 180704 354Documento10 páginasMemoria Descriptiva 20210713 180704 354arAún no hay calificaciones
- Detalle de Cordon - Cuneta Rebajado Detalle de Cordon - CunetaDocumento1 páginaDetalle de Cordon - Cuneta Rebajado Detalle de Cordon - CunetaObra XDia100% (1)
- Listado General de InsumosDocumento2 páginasListado General de InsumosLuis RevoredoAún no hay calificaciones
- Lista de Materiales Mas ComunesDocumento12 páginasLista de Materiales Mas ComunesJohan Macías ÁlavaAún no hay calificaciones
- Catalogo 1 Duragrif 2015Documento67 páginasCatalogo 1 Duragrif 2015Jose Manuel Noriega MalagaAún no hay calificaciones
- Acabados General de Proyecto de ViviendaDocumento2 páginasAcabados General de Proyecto de ViviendaJose RiverosAún no hay calificaciones
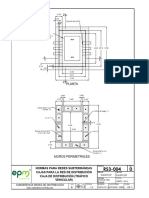
- Rs3-004 Trafico Vehicular 960.760Documento5 páginasRs3-004 Trafico Vehicular 960.760Diego G. Parra T.Aún no hay calificaciones
- Extracción de Zinc Por Fusión y AfinoDocumento6 páginasExtracción de Zinc Por Fusión y AfinoAnonymous ldKWxd1nAún no hay calificaciones
- Cronograma ValorizadoDocumento1 páginaCronograma ValorizadoHamerson LlmAún no hay calificaciones
- Dossier de Calidad FM 010614Documento89 páginasDossier de Calidad FM 010614Marita Carrion PadillaAún no hay calificaciones
- COTIZACIONES SaneamientoDocumento5 páginasCOTIZACIONES SaneamientojasonAún no hay calificaciones
- Calculo de Perdida de Cargas en TuberiasDocumento12 páginasCalculo de Perdida de Cargas en TuberiaslizAún no hay calificaciones
- Uy M-9-89 - MarshallDocumento9 páginasUy M-9-89 - MarshallPlanta IdalarAún no hay calificaciones
- Fundicion Inf5Documento4 páginasFundicion Inf5Roberto RomeroAún no hay calificaciones
- El BronceDocumento8 páginasEl BronceMey Cortez100% (1)
- Especificaciones TecnicasDocumento55 páginasEspecificaciones TecnicasJhon Anaya FerreiraAún no hay calificaciones
- Informe Canalizaciones ElectricasDocumento13 páginasInforme Canalizaciones ElectricasCHRISTIAN NELSON GOMEZ ABDALAAún no hay calificaciones
- Ejercicio 9. Separación de Basura-WS5PDocumento5 páginasEjercicio 9. Separación de Basura-WS5PEdrey Jandery Rodriguez de la TrinidadAún no hay calificaciones
- 1 MDDocumento21 páginas1 MDAndrea Lupita Solis ÁlvarezAún no hay calificaciones
- Fichas Tecnicas SonnebornDocumento120 páginasFichas Tecnicas SonnebornantonioAún no hay calificaciones
- Tipos y Caracteristicas de Envases y Embalajes PDFDocumento18 páginasTipos y Caracteristicas de Envases y Embalajes PDFRaquelita Huaman CuriAún no hay calificaciones
- Presupuestoclienteresumen 20230726 103816 752Documento18 páginasPresupuestoclienteresumen 20230726 103816 752Lucio Torres PaucarAún no hay calificaciones
- Curso Diferenccia Tma en HelicopterosDocumento3 páginasCurso Diferenccia Tma en HelicopterosDiego GalanAún no hay calificaciones