También podría gustarte
- El Marketing y El Valor para El ClienteDocumento6 páginasEl Marketing y El Valor para El ClienteJesús EscandónAún no hay calificaciones
- 1 - Material Examen Primer ParcialDocumento35 páginas1 - Material Examen Primer ParcialIan Moyeda100% (1)
- Plano de Agua ResidualDocumento1 páginaPlano de Agua ResidualMarioly Rodriguez Vidal100% (1)
- Plano de Seguridad IndustrialDocumento1 páginaPlano de Seguridad IndustrialMarioly Rodriguez Vidal0% (1)
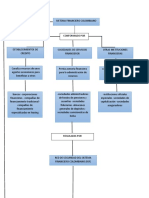
- Evidencia 1 Mapa Conceptual "El Sistema Financiero Colombiano"Documento3 páginasEvidencia 1 Mapa Conceptual "El Sistema Financiero Colombiano"Edison Ossa100% (1)
- Evaluaciones Introducción FinancieraDocumento25 páginasEvaluaciones Introducción FinancieraA1100% (1)
- 9.1. - Formato Condicional, Identificar Con Color Si Existe en ExcelDocumento2 páginas9.1. - Formato Condicional, Identificar Con Color Si Existe en ExcelMarioly Rodriguez VidalAún no hay calificaciones
- 2.1. - Si Anidado en ExcelDocumento2 páginas2.1. - Si Anidado en ExcelMarioly Rodriguez VidalAún no hay calificaciones
- 1.1 Funciones BasicasDocumento32 páginas1.1 Funciones BasicasMarioly Rodriguez VidalAún no hay calificaciones
- Clase 3Documento5 páginasClase 3Marioly Rodriguez VidalAún no hay calificaciones
- Informe Final BioetanolDocumento125 páginasInforme Final BioetanolMarioly Rodriguez VidalAún no hay calificaciones
- Presentacion BioetanolDocumento30 páginasPresentacion BioetanolMarioly Rodriguez VidalAún no hay calificaciones
- Procedimiento de CompostajeDocumento4 páginasProcedimiento de CompostajeMarioly Rodriguez VidalAún no hay calificaciones
- Plano de IluminaciónDocumento1 páginaPlano de IluminaciónMarioly Rodriguez VidalAún no hay calificaciones
- Plano de Servicio de AguaDocumento1 páginaPlano de Servicio de AguaMarioly Rodriguez VidalAún no hay calificaciones
- Lista Sustancias Quimicas Controladas PDFDocumento3 páginasLista Sustancias Quimicas Controladas PDFMarioly Rodriguez VidalAún no hay calificaciones
- Informe Final BioetanolDocumento126 páginasInforme Final BioetanolMarioly Rodriguez Vidal100% (1)
- Ejemplo de Factores A DesarrollarDocumento3 páginasEjemplo de Factores A DesarrollarRobbieJimmAún no hay calificaciones
- Caso 5 Fuerzas de PorterDocumento2 páginasCaso 5 Fuerzas de Porterplinares5550% (2)
- SubutilizacionDocumento3 páginasSubutilizacionmaira100% (1)
- Contrato Piggy Back - Sweet and Coffe, StarbucksDocumento2 páginasContrato Piggy Back - Sweet and Coffe, StarbucksMishellAún no hay calificaciones
- Power Point Obtencion RecursosDocumento36 páginasPower Point Obtencion RecursossheilaAún no hay calificaciones
- Lidia Avance - Empresa KLS Delivery - HuanucoDocumento9 páginasLidia Avance - Empresa KLS Delivery - HuanucoLidia Elvira EVAún no hay calificaciones
- Practica CalificadaDocumento4 páginasPractica CalificadaJazmín BernalAún no hay calificaciones
- C1 - Construcción Del Balance y Estado de Cuenta de Pérdidas y Ganancias - Situacion - Negocio - 2 PDFDocumento3 páginasC1 - Construcción Del Balance y Estado de Cuenta de Pérdidas y Ganancias - Situacion - Negocio - 2 PDFCatalina Tarazona OchoaAún no hay calificaciones
- Anexo Países Por PIB (PPA)Documento12 páginasAnexo Países Por PIB (PPA)CHAPZ RSELAún no hay calificaciones
- Costos 1Documento104 páginasCostos 1Robinson ObandoAún no hay calificaciones
- Diplomado de Banca y MicrofinanzasDocumento23 páginasDiplomado de Banca y MicrofinanzasCarlosAún no hay calificaciones
- 7' Eq. 6 Reserva S.A. de C.V.Documento2 páginas7' Eq. 6 Reserva S.A. de C.V.NoeAún no hay calificaciones
- 307 IndecoDocumento46 páginas307 IndecoLizardoAún no hay calificaciones
- Marco Referencia Cobit 5Documento3 páginasMarco Referencia Cobit 5Nora Alicia Rodriguez GuardadoAún no hay calificaciones
- Supermercados 2017Documento14 páginasSupermercados 2017Karina Rendon PeñaAún no hay calificaciones
- INVESTIGACION DE MERCADOS - Eje 4Documento14 páginasINVESTIGACION DE MERCADOS - Eje 4maria vanegas carcamoAún no hay calificaciones
- Proyecto de Investigacion - Edvar Moreno CotrinaDocumento44 páginasProyecto de Investigacion - Edvar Moreno CotrinaEdvar MorenoAún no hay calificaciones
- Camacho Mori, Ckriss Alex-Ortiz Gutierrez, Orlando Jose PDFDocumento69 páginasCamacho Mori, Ckriss Alex-Ortiz Gutierrez, Orlando Jose PDFNorma Isabel Javier BarrosoAún no hay calificaciones
- Ley de Oferta y DemandaDocumento5 páginasLey de Oferta y Demanda23gomezAún no hay calificaciones
- Contabilidad de Costos EnsayoDocumento2 páginasContabilidad de Costos EnsayoAnonymous 0fuzcZAún no hay calificaciones
- Perfil Del Cargo ContadorDocumento3 páginasPerfil Del Cargo ContadorYesiica Cardona100% (1)
- Procedimiento Satisfacción Del ClienteDocumento3 páginasProcedimiento Satisfacción Del Clienteingeniero100% (1)
- Karla Ivone 1Documento53 páginasKarla Ivone 1Edwin Cumpa llontopAún no hay calificaciones
- Corregido Infomre de Nina Historio de Wong Conclusiones y Sujerencias CarinaDocumento10 páginasCorregido Infomre de Nina Historio de Wong Conclusiones y Sujerencias CarinaNina Narciso PomatantaAún no hay calificaciones
- CR7 Acyrslan XDocumento8 páginasCR7 Acyrslan XGonzalez Figeri PieroAún no hay calificaciones
- EJEMPLO DE FranquiciaDocumento30 páginasEJEMPLO DE FranquiciaKaren GonzalezAún no hay calificaciones