También podría gustarte
- Medicion de DurezaDocumento6 páginasMedicion de DurezaChristine BrownAún no hay calificaciones
- Funcionamiento en Paralelo de Generadores SincronosDocumento30 páginasFuncionamiento en Paralelo de Generadores SincronosChristine Brown100% (1)
- Alineacion Del VehiculoDocumento8 páginasAlineacion Del VehiculoantonioAún no hay calificaciones
- Procedimiento Utpa - API 1104Documento25 páginasProcedimiento Utpa - API 1104Christine Brown100% (1)
- RetroexcavadoraDocumento14 páginasRetroexcavadoraYerko Moyano Nuñez0% (1)
- Manual Del Curso Ajustes y ToleranciasDocumento84 páginasManual Del Curso Ajustes y ToleranciasChristine Brown33% (3)
- Afilado de BurilDocumento60 páginasAfilado de Burilulises rhoadsAún no hay calificaciones
- Soportes y Trampas de VaporDocumento33 páginasSoportes y Trampas de Vaporwilliam100% (1)
- Conferencia Nfpa 77, 2014Documento98 páginasConferencia Nfpa 77, 2014Sandra Milena MorenoAún no hay calificaciones
- Significado de Apellidos de Origen QuechuaDocumento24 páginasSignificado de Apellidos de Origen QuechuaOscar LlanosAún no hay calificaciones
- Significado de Apellidos de Origen QuechuaDocumento24 páginasSignificado de Apellidos de Origen QuechuaOscar LlanosAún no hay calificaciones
- Dimensionamiento de Baterias PDFDocumento109 páginasDimensionamiento de Baterias PDFCésar Díaz LiberonaAún no hay calificaciones
- Resumen Flujo PotencialDocumento9 páginasResumen Flujo PotencialAnonymous 83giJcSAún no hay calificaciones
- Ensayos No Destructivos ESABDocumento16 páginasEnsayos No Destructivos ESABDhym HumarAún no hay calificaciones
- Chavetas y Pasadores JZCDocumento20 páginasChavetas y Pasadores JZCChristine BrownAún no hay calificaciones
- Operaciones de Cilindrado y Roscado en El Torno PDFDocumento9 páginasOperaciones de Cilindrado y Roscado en El Torno PDFjorge antonio aguilar valienteAún no hay calificaciones
- Manual de OxiacetilenicoDocumento104 páginasManual de OxiacetilenicoJhans JosueAún no hay calificaciones
- Eco y ReverberacionDocumento21 páginasEco y ReverberacionMelissa CruzadoAún no hay calificaciones
- Maquinas-Herramientas. TrabajoDocumento22 páginasMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- PulvimetalurgiaDocumento117 páginasPulvimetalurgiadyve_3Aún no hay calificaciones
- Tallado de RoscasDocumento49 páginasTallado de RoscasEder Mendoza0% (1)
- FresadoraDocumento5 páginasFresadorabrenda adrianoAún no hay calificaciones
- Velocidad y Profundidad de Corte 2.0 PDFDocumento8 páginasVelocidad y Profundidad de Corte 2.0 PDFJesus GarciaAún no hay calificaciones
- Esmerilado de PiezasDocumento43 páginasEsmerilado de PiezasMatias0% (1)
- Geometria de La Herramienta de CorteDocumento33 páginasGeometria de La Herramienta de CorteJhonathan AlejandroAún no hay calificaciones
- Tecnología de Las Máquinas HerramientasDocumento44 páginasTecnología de Las Máquinas HerramientasSteven100% (1)
- Fresadora ExpoDocumento56 páginasFresadora ExpoDany Sanchez CastroAún no hay calificaciones
- Hoja de Proceso WinunisoftDocumento3 páginasHoja de Proceso WinunisoftJorge RaicevichAún no hay calificaciones
- Engranaje Conico y Tornillo Sin FinDocumento16 páginasEngranaje Conico y Tornillo Sin FinronaldAún no hay calificaciones
- Sistema Isometrico en AutocadDocumento27 páginasSistema Isometrico en Autocadedgardy21Aún no hay calificaciones
- F 1140Documento2 páginasF 1140Borja Álvarez DíazAún no hay calificaciones
- EsmeriladoDocumento39 páginasEsmeriladoJuan David Suarez Tejada100% (1)
- Plantilla Hoja de ProcesosDocumento12 páginasPlantilla Hoja de ProcesosjenifferAún no hay calificaciones
- LIBRO PF Tema 4Documento92 páginasLIBRO PF Tema 4Moises Martinez EscribaAún no hay calificaciones
- Consideraciones Varilla Rosca Acme - CuadradaDocumento2 páginasConsideraciones Varilla Rosca Acme - CuadradagpagliardiniAún no hay calificaciones
- Apuntes Clases Taller Tecnologia-Unsa PDFDocumento34 páginasApuntes Clases Taller Tecnologia-Unsa PDFAnto MoralesAún no hay calificaciones
- Unidad 7 - Herramientas de CorteDocumento32 páginasUnidad 7 - Herramientas de CorteRodrigo BordónAún no hay calificaciones
- TornoDocumento8 páginasTornoRobert pinedaAún no hay calificaciones
- 2020 Operador de Maquinas PDFDocumento218 páginas2020 Operador de Maquinas PDFgermanAún no hay calificaciones
- Soldadura Taller 1g 2g 3gDocumento7 páginasSoldadura Taller 1g 2g 3gKevin Ronaldo Arenas AguilarAún no hay calificaciones
- Trabajo Final de Manufactura Industrial 2 de Upiicsa Del IpnDocumento37 páginasTrabajo Final de Manufactura Industrial 2 de Upiicsa Del IpnMoises Carpinterias MdoAún no hay calificaciones
- 4 - Sistemas de RoscasDocumento39 páginas4 - Sistemas de RoscasMariano MayorAún no hay calificaciones
- Maquinas RectificadoraDocumento27 páginasMaquinas RectificadoraFrederickAún no hay calificaciones
- Informe de Practicas Pre Profesionales (1) 1Documento77 páginasInforme de Practicas Pre Profesionales (1) 1YOSHEP LUNA SILVAAún no hay calificaciones
- AutoCAD 2017Documento20 páginasAutoCAD 2017hector vasquez zeladaAún no hay calificaciones
- Seguridad E Higiene Industrial - Ley #29783 - Rogger Olivares 2021200Documento31 páginasSeguridad E Higiene Industrial - Ley #29783 - Rogger Olivares 2021200Noe Otoniel Palacios AtocheAún no hay calificaciones
- Acoplamientos y AlineaciónDocumento18 páginasAcoplamientos y AlineaciónJavier Solís FernándezAún no hay calificaciones
- GUIA#3mecanizado DE TORNODocumento44 páginasGUIA#3mecanizado DE TORNOjose luis pacheco bautistaAún no hay calificaciones
- IV-01. - Roscado en El TornoDocumento10 páginasIV-01. - Roscado en El TornoFernando Apolo100% (1)
- Torneado CónicoDocumento12 páginasTorneado Cónicocamino8888100% (3)
- Platos Universales de Torno y AccesoriosDocumento6 páginasPlatos Universales de Torno y AccesoriosJacobo Huertos NaranjoAún no hay calificaciones
- Clase 19 - Diagrama Hierro CarbonoDocumento22 páginasClase 19 - Diagrama Hierro CarbonoJOSE VALENTIN FLORES RODRIGUEZAún no hay calificaciones
- EL TORNO (Imprimir)Documento18 páginasEL TORNO (Imprimir)jhezabel belmonteAún no hay calificaciones
- Formación de VirutaDocumento8 páginasFormación de VirutaCoecima Ing MantenimientoAún no hay calificaciones
- Catalogo FandeliDocumento172 páginasCatalogo FandelipradojuanAún no hay calificaciones
- Tornillo Sin Fin CoronaDocumento13 páginasTornillo Sin Fin Coronaalex carvajalAún no hay calificaciones
- Velocidad de Corte, Avance y Tiempo de Torneado. - KKDocumento30 páginasVelocidad de Corte, Avance y Tiempo de Torneado. - KKAlvaro VargasAún no hay calificaciones
- Volumen 01 Modulo TornoDocumento63 páginasVolumen 01 Modulo TornoFrancisco Javier Villate GaonaAún no hay calificaciones
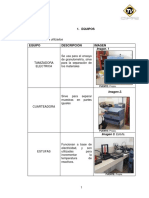
- Imagenes de Equipos Lab Escrito Gguia-1Documento13 páginasImagenes de Equipos Lab Escrito Gguia-1JOTURIWOAún no hay calificaciones
- Modulo 9 MetalmecanicaDocumento196 páginasModulo 9 MetalmecanicaRodriguezcecilia100% (1)
- IPERC SoldeoDocumento9 páginasIPERC SoldeoDavid EduardoAún no hay calificaciones
- Chill TestingDocumento15 páginasChill TestingLaura PérezAún no hay calificaciones
- Ejercicio Mecanizado 1 (Cond - Corte, Tiempos, Costos)Documento27 páginasEjercicio Mecanizado 1 (Cond - Corte, Tiempos, Costos)AntonioBadillaAún no hay calificaciones
- Tratamientos Termicos - TallerDocumento101 páginasTratamientos Termicos - TallerING. MEC CASIANO INCABUENO ROQUEAún no hay calificaciones
- Principales Materiales Usados para Herramientas de CorteDocumento11 páginasPrincipales Materiales Usados para Herramientas de CorteLuis Cortez100% (1)
- Hoja de ProcesosDocumento5 páginasHoja de ProcesosGuido AndinoAún no hay calificaciones
- Ejercicio TorneadoDocumento11 páginasEjercicio TorneadoMiguel LincangoAún no hay calificaciones
- Engrane ConicoDocumento7 páginasEngrane ConicoKevin Barrera100% (1)
- Cadena CinemáticaDocumento13 páginasCadena CinemáticaEd AntonioAún no hay calificaciones
- Diagrama Hierro-CarbonoDocumento28 páginasDiagrama Hierro-CarbonoEDISON IDROVOAún no hay calificaciones
- Roscas y Su TalladoDocumento68 páginasRoscas y Su TalladoEsteban VelasquezAún no hay calificaciones
- Roscas y Su TalladoDocumento68 páginasRoscas y Su TalladoMelvin Peña50% (2)
- Roscas y Su TalladoDocumento68 páginasRoscas y Su Talladoanon_304185364Aún no hay calificaciones
- GUIA Nº4 Roscas y Su Tallado Sin TornoDocumento57 páginasGUIA Nº4 Roscas y Su Tallado Sin TornoCamilo FuentesAún no hay calificaciones
- Dms - Excepciones - Cnes 2011 - 31012019 - Lado M, Endonza 31-01Documento49 páginasDms - Excepciones - Cnes 2011 - 31012019 - Lado M, Endonza 31-01Christine BrownAún no hay calificaciones
- Excepciones CNE S 2011 - Enero - 2019Documento17 páginasExcepciones CNE S 2011 - Enero - 2019Christine BrownAún no hay calificaciones
- Tolerancias MedidaDocumento23 páginasTolerancias MedidaChristine BrownAún no hay calificaciones
- EI Tema 3.3.tiristorDocumento9 páginasEI Tema 3.3.tiristorChristine BrownAún no hay calificaciones
- Tornillos y Pernos JZCDocumento27 páginasTornillos y Pernos JZCChristine BrownAún no hay calificaciones
- Acabado SuperficialDocumento21 páginasAcabado SuperficialChristine BrownAún no hay calificaciones
- Informe N°6 de Fisica 1Documento18 páginasInforme N°6 de Fisica 1Christine BrownAún no hay calificaciones
- Dibujo Tecnico1Documento41 páginasDibujo Tecnico1Christine BrownAún no hay calificaciones
- Problemas de La Página 219 Del Libro GrossmanDocumento9 páginasProblemas de La Página 219 Del Libro GrossmanChristine BrownAún no hay calificaciones
- Secado de La Fruta (Final)Documento13 páginasSecado de La Fruta (Final)Cristian Giovanni Coaguila QuispeAún no hay calificaciones
- Un Poco de Historia Sobre El Cálculo de EstructurasDocumento6 páginasUn Poco de Historia Sobre El Cálculo de EstructurasKathya Martinez MoreAún no hay calificaciones
- Taller Elementos BásicosDocumento3 páginasTaller Elementos BásicosCarlosJonathánCastaño100% (4)
- Ejercico de CualiDocumento3 páginasEjercico de Cualiwendy quispeAún no hay calificaciones
- Ensayos Destructivos Aplicados A Los AcerosDocumento21 páginasEnsayos Destructivos Aplicados A Los AcerosMILTONAún no hay calificaciones
- Ejercicios Pre Examen FinalDocumento3 páginasEjercicios Pre Examen FinalChristian DíazAún no hay calificaciones
- Problemas de Transformadores Reales PDFDocumento2 páginasProblemas de Transformadores Reales PDFROSA BERNAOLAAún no hay calificaciones
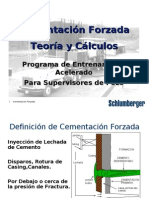
- Cementación Forzada - Teoría y CálculosDocumento55 páginasCementación Forzada - Teoría y CálculosMario Montes de OcaAún no hay calificaciones
- Mecanismo 4 Barras ReporteDocumento13 páginasMecanismo 4 Barras ReporteMimi Flores Salazar100% (1)
- Data Studio-Pasco-Informe 1Documento30 páginasData Studio-Pasco-Informe 1Parrucho Ecb50% (2)
- Tema 2 Ondas PlanasDocumento40 páginasTema 2 Ondas Planasmiguel_engineerAún no hay calificaciones
- Informe - Taller Acoplamiento de ImpedanciasDocumento42 páginasInforme - Taller Acoplamiento de ImpedanciasCamilo BautistaAún no hay calificaciones
- Seminario DinamicaDocumento5 páginasSeminario DinamicaArmando Diaz0% (1)
- Resolución Del Primer Examen de ElectrotecniaDocumento4 páginasResolución Del Primer Examen de ElectrotecniaJacobson JBAún no hay calificaciones
- Aislamiento y Elucidación de La Estructura Principal de La EzetimibaDocumento5 páginasAislamiento y Elucidación de La Estructura Principal de La EzetimibaDeivy Horta TkdAún no hay calificaciones
- Tema 02Documento63 páginasTema 02José Antonio Pelegrina CalventeAún no hay calificaciones
- Eplan For BeginnersDocumento3 páginasEplan For BeginnersingguedezandresAún no hay calificaciones
- Calculo de Fuerzas en Un VehiculoDocumento5 páginasCalculo de Fuerzas en Un Vehiculowerr dfjjf ssffAún no hay calificaciones
- Ensayos de Circuito Abierto y Cortocircuito en Trasformadores MonofasicosDocumento5 páginasEnsayos de Circuito Abierto y Cortocircuito en Trasformadores MonofasicosJose A. Gonzalez MarquezAún no hay calificaciones
- Experimento 5 - MyE I 2022Documento3 páginasExperimento 5 - MyE I 2022Belen RancañoAún no hay calificaciones
- Unidad II Cap. 2 Reacciones OrgánicasDocumento10 páginasUnidad II Cap. 2 Reacciones OrgánicasDaniel Tapia BurgosAún no hay calificaciones
- Control de Voldura 2 Jumbo 3Documento19 páginasControl de Voldura 2 Jumbo 3katherine rosarioAún no hay calificaciones
- Practica 8 Termo¡Documento13 páginasPractica 8 Termo¡Venus Almazan RojasAún no hay calificaciones