También podría gustarte
- PRMCM Tarea5Documento9 páginasPRMCM Tarea5Mildred Cuello100% (4)
- Instrumentacion-Didáctica Ingenieria Del Producto y Servicio 2023 ADocumento15 páginasInstrumentacion-Didáctica Ingenieria Del Producto y Servicio 2023 Ajuancarrillod9198Aún no hay calificaciones
- Instrumentacion-Didáctica Informatica Taller de Investigacion II Periodo 2023 ADocumento10 páginasInstrumentacion-Didáctica Informatica Taller de Investigacion II Periodo 2023 Ajuancarrillod9198Aún no hay calificaciones
- Ingenieria de Sistemas para Ingenieria Industrial 2023 ADocumento13 páginasIngenieria de Sistemas para Ingenieria Industrial 2023 Ajuancarrillod9198Aún no hay calificaciones
- Instrumentacion-Didáctica Procesos de Fabricación. 2023 ADocumento14 páginasInstrumentacion-Didáctica Procesos de Fabricación. 2023 Ajuancarrillod9198Aún no hay calificaciones
- Instrumentacion-Didáctica Ingenieria Del Producto y Servicio 2023 A...Documento14 páginasInstrumentacion-Didáctica Ingenieria Del Producto y Servicio 2023 A...juancarrillod9198Aún no hay calificaciones
- Instrumentacion-Didáctica Informatica Taller de Investigacion II 2023 A...Documento11 páginasInstrumentacion-Didáctica Informatica Taller de Investigacion II 2023 A...juancarrillod9198Aún no hay calificaciones
- Ingenieria de Sistemas para Ingenieria Industrial 2023 ADocumento13 páginasIngenieria de Sistemas para Ingenieria Industrial 2023 Ajuancarrillod9198Aún no hay calificaciones
- Xdoc - MX Tratamiento Termico Del AceroDocumento10 páginasXdoc - MX Tratamiento Termico Del Acerojuancarrillod9198Aún no hay calificaciones
- Eca 2 Geometria AnaliticaDocumento8 páginasEca 2 Geometria Analiticajuancarrillod9198Aún no hay calificaciones
- Eca 1 Geometria AnaliticaDocumento13 páginasEca 1 Geometria Analiticajuancarrillod9198Aún no hay calificaciones
- Contestar Cuestionario 2 de Administracion de OperacionesDocumento4 páginasContestar Cuestionario 2 de Administracion de Operacionesjuancarrillod9198Aún no hay calificaciones
- Instrumentacion-Didáctica Administración de Operaciones II 2023 ADocumento16 páginasInstrumentacion-Didáctica Administración de Operaciones II 2023 Ajuancarrillod9198Aún no hay calificaciones
- Procesos de Fabricacion Clase 1Documento25 páginasProcesos de Fabricacion Clase 1juancarrillod9198Aún no hay calificaciones
- PROYECTODocumento69 páginasPROYECTOjuancarrillod9198Aún no hay calificaciones
- Cuestionario PROPUESTO Sobre AluminioDocumento1 páginaCuestionario PROPUESTO Sobre Aluminiojuancarrillod9198Aún no hay calificaciones
- Antony Sebastian Perez Hernandez 7b TMDocumento3 páginasAntony Sebastian Perez Hernandez 7b TMjuancarrillod9198Aún no hay calificaciones
- Mentalidad para Hacer NegociosDocumento2 páginasMentalidad para Hacer Negociosjuancarrillod9198Aún no hay calificaciones
- Cuestionario Resuelto Sobre AluminioDocumento3 páginasCuestionario Resuelto Sobre Aluminiojuancarrillod9198Aún no hay calificaciones
- Temblador Sanchez Nancy Cuestionario MRP ServiciosDocumento7 páginasTemblador Sanchez Nancy Cuestionario MRP Serviciosjuancarrillod9198Aún no hay calificaciones
- Cuestionario Que Se Contesta Con La Informacion Del Capitulo 14 Del LibroDocumento1 páginaCuestionario Que Se Contesta Con La Informacion Del Capitulo 14 Del Librojuancarrillod9198Aún no hay calificaciones
- Geografía C16Documento3 páginasGeografía C16juancarrillod9198Aún no hay calificaciones
- Cuestionario Sobre Control de Recursos Humanos y AuditoriaDocumento5 páginasCuestionario Sobre Control de Recursos Humanos y Auditoriajuancarrillod9198100% (1)
- Óscar RodríguezDocumento6 páginasÓscar Rodríguezjuancarrillod9198Aún no hay calificaciones
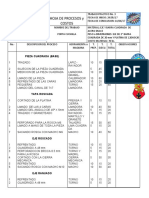
- Hoja de Procesos de Porta CuchillaDocumento3 páginasHoja de Procesos de Porta CuchillaEdi SilesAún no hay calificaciones
- San Lucas Centro Configuraciones 12Documento1 páginaSan Lucas Centro Configuraciones 12TomasitoAún no hay calificaciones
- RECTIFICADODocumento30 páginasRECTIFICADOAlvaro Mamani ChoqueAún no hay calificaciones
- Informe Pernos CalculoDocumento34 páginasInforme Pernos CalculoMANUEL ESPINOZAAún no hay calificaciones
- Sistema de RoscasDocumento17 páginasSistema de RoscasDiego Herrera RafaelAún no hay calificaciones
- Catalogo de Pernos - FebreroDocumento42 páginasCatalogo de Pernos - FebreroDanny M Hurtado TaypeAún no hay calificaciones
- Ejercicios de FresadoDocumento17 páginasEjercicios de FresadoGiovanniAún no hay calificaciones
- Precios Unitarios ARDocumento7 páginasPrecios Unitarios ARAndres TurciosAún no hay calificaciones
- Tarea MecanizadoDocumento3 páginasTarea MecanizadoDanilo MerchanAún no hay calificaciones
- Tratamientos TermicosDocumento3 páginasTratamientos Termicosoctavio conreroAún no hay calificaciones
- Herramientas de RemocionDocumento6 páginasHerramientas de RemocionAabazola CristianAún no hay calificaciones
- EscariadoDocumento4 páginasEscariadoJonny Bayas CordovaAún no hay calificaciones
- Definiciones Maquinas HerramientasDocumento1 páginaDefiniciones Maquinas HerramientasNathalie ArencibiaAún no hay calificaciones
- Procesos Sin Arranque de VirutaDocumento17 páginasProcesos Sin Arranque de VirutaMisael LopeezAún no hay calificaciones
- HerramientasDocumento226 páginasHerramientaschristian111Aún no hay calificaciones
- 090101es PDFDocumento12 páginas090101es PDFLonnie WashingtonAún no hay calificaciones
- Informe de CalidadDocumento5 páginasInforme de CalidadMiguel HermosaAún no hay calificaciones
- Programa Principal de Torno CNCDocumento61 páginasPrograma Principal de Torno CNCNayely Rojas ParionaAún no hay calificaciones
- 77Documento1 página77rlexl6darvAún no hay calificaciones
- Gantt Servicio de HUDBAY ENERO 2022Documento3 páginasGantt Servicio de HUDBAY ENERO 2022Deyvi Osmar Zegarra VillenaAún no hay calificaciones
- Dimensiones Tornillo Allen DIN 912 - ValviasDocumento2 páginasDimensiones Tornillo Allen DIN 912 - ValviasAndrs DasAún no hay calificaciones
- MoleteadoDocumento1 páginaMoleteadoAldo Velarde TorresAún no hay calificaciones
- Herramientas Manuales - CTP Santo Cristo de EsquipulasDocumento13 páginasHerramientas Manuales - CTP Santo Cristo de EsquipulasAndrés Zùñiga RetanaAún no hay calificaciones
- Informe #1 Desbaste Transversal - Manchego Villegas, KevinDocumento10 páginasInforme #1 Desbaste Transversal - Manchego Villegas, KevinKev ChegoAún no hay calificaciones
- Práctica 3 Industrial. Reconocimiento Taller de M-HDocumento3 páginasPráctica 3 Industrial. Reconocimiento Taller de M-HMauricio GuerreroAún no hay calificaciones
- Semana 7: Resistencia DE LOS MaterialesDocumento3 páginasSemana 7: Resistencia DE LOS MaterialesCRISTIAN OLIVARESAún no hay calificaciones
- Pernos, Tornillos y ArandelasDocumento33 páginasPernos, Tornillos y ArandelasEdgar Elio Quiñones QuirogaAún no hay calificaciones
- Procedimiento de Apuntalado de SobreplanchasDocumento8 páginasProcedimiento de Apuntalado de SobreplanchasVictor AlejandroAún no hay calificaciones
- Accesorios Doka PDFDocumento8 páginasAccesorios Doka PDFJavierCzo100% (1)