También podría gustarte
- TFS RoblesLozanoWilder 2017Documento85 páginasTFS RoblesLozanoWilder 2017Daniel Camilo SalamancaAún no hay calificaciones
- Indicador 2Documento1 páginaIndicador 2Daniel Camilo SalamancaAún no hay calificaciones
- Indicador 3Documento1 páginaIndicador 3Daniel Camilo SalamancaAún no hay calificaciones
- Quintero Paredes Adriana 2021Documento123 páginasQuintero Paredes Adriana 2021Daniel Camilo SalamancaAún no hay calificaciones
- Mayorgalaura 2016Documento216 páginasMayorgalaura 2016Daniel Camilo SalamancaAún no hay calificaciones
- Iso 50001Documento69 páginasIso 50001Daniel Camilo SalamancaAún no hay calificaciones
- P102741 - IDOM - PBS (ID) Repatronamiento 17-06-2022Documento6 páginasP102741 - IDOM - PBS (ID) Repatronamiento 17-06-2022Daniel Camilo SalamancaAún no hay calificaciones
- Cambio Caudal Normal A ActualDocumento2 páginasCambio Caudal Normal A Actualkikin312012Aún no hay calificaciones
- CostosproyectoDocumento7 páginasCostosproyectoDaniel Camilo SalamancaAún no hay calificaciones
- ProyectosDocumento7 páginasProyectosDaniel Camilo SalamancaAún no hay calificaciones
- Calculo Energia Solar FotovoltaicaDocumento6 páginasCalculo Energia Solar FotovoltaicaJavier Taipe GutierrezAún no hay calificaciones
- CostosproyectoDocumento7 páginasCostosproyectoDaniel Camilo SalamancaAún no hay calificaciones
- Diagrama de Actividades y Acciones PROYECTO 2021Documento1 páginaDiagrama de Actividades y Acciones PROYECTO 2021Daniel Camilo SalamancaAún no hay calificaciones
- DocDocumento4 páginasDocDaniel Camilo SalamancaAún no hay calificaciones
- Circular 019 de 2020Documento2 páginasCircular 019 de 2020Daniel Camilo SalamancaAún no hay calificaciones
- Salud Ocupacional2Documento50 páginasSalud Ocupacional2Daniel Camilo SalamancaAún no hay calificaciones
- Registra en La Solicitud Los Datos de Todos Los ApartadosDocumento8 páginasRegistra en La Solicitud Los Datos de Todos Los ApartadosDaniel Camilo SalamancaAún no hay calificaciones
- SeguridadyprevenciónDocumento36 páginasSeguridadyprevenciónDaniel Camilo SalamancaAún no hay calificaciones
- 2 Diagramas P Id PDFDocumento43 páginas2 Diagramas P Id PDFFreddy YugchaAún no hay calificaciones
- Bog 03Documento2 páginasBog 03Daniel Camilo SalamancaAún no hay calificaciones
- 50 Expresiones en InglesDocumento9 páginas50 Expresiones en InglesJenifer Vasquez VargasAún no hay calificaciones
- Seguridad en La ConstrucciónDocumento17 páginasSeguridad en La ConstrucciónDaniel Camilo SalamancaAún no hay calificaciones
- EVACUACIÓNDocumento18 páginasEVACUACIÓNDaniel Camilo Salamank TAún no hay calificaciones
- Factores de RiesgoDocumento12 páginasFactores de RiesgoDaniel Camilo Salamank TAún no hay calificaciones
- Fiebre Amarilla. NotasDocumento6 páginasFiebre Amarilla. NotasDaniel Camilo Salamank TAún no hay calificaciones
- Evitando La Operación Manual de CargasDocumento8 páginasEvitando La Operación Manual de CargasDaniel Camilo Salamank TAún no hay calificaciones
- Materiales Que Irritan La PielDocumento11 páginasMateriales Que Irritan La PielDaniel Camilo SalamancaAún no hay calificaciones
- Evacuacion AceriaDocumento4 páginasEvacuacion AceriaDaniel Camilo SalamancaAún no hay calificaciones
- Maquinas HerramientasDocumento23 páginasMaquinas HerramientasGonzaloAún no hay calificaciones
- Materiales Compuestos TeoriaDocumento29 páginasMateriales Compuestos TeoriazodravemlaAún no hay calificaciones
- Histologia NathaDocumento81 páginasHistologia NathanathaliaAún no hay calificaciones
- Procedimiento de Limpieza y Desinfección de InstalacionesDocumento13 páginasProcedimiento de Limpieza y Desinfección de InstalacionesJorge Luis Mouat GonzalezAún no hay calificaciones
- NREL TP-510-42619 Determination of Extractives in Biomass - Laboratory Analytical Procedure (LAP) - Issue Date 7 - 17 - 2005.en - EsDocumento12 páginasNREL TP-510-42619 Determination of Extractives in Biomass - Laboratory Analytical Procedure (LAP) - Issue Date 7 - 17 - 2005.en - EsAngie Estefania Rivera CordobaAún no hay calificaciones
- Vicecomodorogustavomarambio 3ºaño Quimica Ciclobásico Guianº4 PDFDocumento6 páginasVicecomodorogustavomarambio 3ºaño Quimica Ciclobásico Guianº4 PDFWelled StarAún no hay calificaciones
- En Memoria Del DR Armando RamirezDocumento10 páginasEn Memoria Del DR Armando RamirezEnrique MartinezAún no hay calificaciones
- Práctica 2 CinéticaDocumento12 páginasPráctica 2 CinéticaXanath PotAún no hay calificaciones
- Ficha de Pigmentos Naturales EcopinturasDocumento7 páginasFicha de Pigmentos Naturales EcopinturascarlosAún no hay calificaciones
- Poe-Pa-357 Determinación de Grasa en Alimentos y HarinasDocumento4 páginasPoe-Pa-357 Determinación de Grasa en Alimentos y HarinasLaura MarcelaAún no hay calificaciones
- Final Limpio Seg.3Documento14 páginasFinal Limpio Seg.3David VillalbaAún no hay calificaciones
- Actividad - SEMANA - 19 - Ciencia y TecnologiaDocumento3 páginasActividad - SEMANA - 19 - Ciencia y TecnologiaJerry JerryAún no hay calificaciones
- GranulometríaDocumento9 páginasGranulometríaElys BritoAún no hay calificaciones
- Tema 4 - Tabla Periódica Moderna - Descripción GeneralDocumento19 páginasTema 4 - Tabla Periódica Moderna - Descripción Generaljunior villegasAún no hay calificaciones
- ACRONAL30Documento3 páginasACRONAL30yuliana robledoAún no hay calificaciones
- Aspectos Tecnicos Sobre Proteccion Personal y Manejo de EmergenciasDocumento13 páginasAspectos Tecnicos Sobre Proteccion Personal y Manejo de EmergenciasyiselAún no hay calificaciones
- Determinacion Complexometrica de Plomo Cinc y MangamesoDocumento5 páginasDeterminacion Complexometrica de Plomo Cinc y Mangamesopariapaza_050% (1)
- Taller 1. Estados Agregación y Presión de VaporDocumento3 páginasTaller 1. Estados Agregación y Presión de VaporEsteban CastañoAún no hay calificaciones
- Taller 5 Décimo Estructura AtómicaDocumento6 páginasTaller 5 Décimo Estructura AtómicaMiguel FlorezAún no hay calificaciones
- Formato de Practica de ClorfenaminaDocumento3 páginasFormato de Practica de Clorfenaminajanet huanca choqueAún no hay calificaciones
- Planificación Ciencias Naturales Mayo 2NbDocumento2 páginasPlanificación Ciencias Naturales Mayo 2NbJose Manuel Polanco RamosAún no hay calificaciones
- Manual Técnico 2022Documento67 páginasManual Técnico 2022Obra TaridaAún no hay calificaciones
- Extracción de Adn de FrutaDocumento8 páginasExtracción de Adn de FrutaluisafernandaospilopAún no hay calificaciones
- Informe AnalisisDocumento8 páginasInforme AnalisisAngelica Ortiz MAún no hay calificaciones
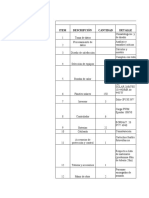
- Tipo de Orden Número ReqDocumento2 páginasTipo de Orden Número ReqVictor MonteroAún no hay calificaciones
- OK Semana 6 Valoracion RedoxDocumento35 páginasOK Semana 6 Valoracion RedoxJuan Diego Granda CadilloAún no hay calificaciones
- El Rio Viviente Capitulo 4 y 5Documento2 páginasEl Rio Viviente Capitulo 4 y 5Gabriela100% (1)
- Ficha TolbrinDocumento4 páginasFicha TolbrinRafael PretellAún no hay calificaciones
- Guía de Trabajo, La Tabla PeriódicaDocumento4 páginasGuía de Trabajo, La Tabla Periódicajose cortez florezAún no hay calificaciones
- Zanahoria PDFDocumento11 páginasZanahoria PDFjhoselin paca gomezAún no hay calificaciones
- FORMATO PROTAGONISTAS POTENCIALES PARA LA ENTREGA de ZINC Laguna P, Bluefields, Corn Island, Desembocadura (Recuperado Automáticamente)Documento9 páginasFORMATO PROTAGONISTAS POTENCIALES PARA LA ENTREGA de ZINC Laguna P, Bluefields, Corn Island, Desembocadura (Recuperado Automáticamente)Noel Abella AguilarAún no hay calificaciones