También podría gustarte
- Actividad 1 ForoDocumento1 páginaActividad 1 Forovaleria duranAún no hay calificaciones
- RonalddurDocumento4 páginasRonalddurvaleria duranAún no hay calificaciones
- Introducción A La HistoriaDocumento6 páginasIntroducción A La Historiavaleria duranAún no hay calificaciones
- Importancia Del ArchivistaDocumento3 páginasImportancia Del Archivistavaleria duranAún no hay calificaciones
- TRAZABILIDADDocumento2 páginasTRAZABILIDADvaleria duranAún no hay calificaciones
- 2 Sesion de Clase Lubricacion Con AceiteDocumento30 páginas2 Sesion de Clase Lubricacion Con Aceitevaleria duranAún no hay calificaciones
- Wanderley Florian Molina - Tmmi - 51-1801959-Diagrama Hierro CarbonoDocumento7 páginasWanderley Florian Molina - Tmmi - 51-1801959-Diagrama Hierro Carbonovaleria duranAún no hay calificaciones
- Desarrollo Organizacional de Una PanaderiaDocumento14 páginasDesarrollo Organizacional de Una PanaderiaJosep Josep33% (3)
- Infografía Plan de MediosDocumento1 páginaInfografía Plan de Mediosbertha garcia100% (1)
- Preguntas ContratosDocumento6 páginasPreguntas ContratosjosefinaAún no hay calificaciones
- Tarea Aprendisaje Autonomo 1 Unidad 2 ContabilidadDocumento5 páginasTarea Aprendisaje Autonomo 1 Unidad 2 Contabilidadanita ulloaAún no hay calificaciones
- Justificacion Del ProblemaDocumento11 páginasJustificacion Del ProblemaJose PatelAún no hay calificaciones
- Merca Proyecto Final FinalizadoDocumento16 páginasMerca Proyecto Final FinalizadoEna BarahonaAún no hay calificaciones
- CONTROL INTERNO Y ORGANIZACIÓN DE SISTEMAS CONTABLES. Casos Breves para Discusión 1Documento8 páginasCONTROL INTERNO Y ORGANIZACIÓN DE SISTEMAS CONTABLES. Casos Breves para Discusión 1Javiercito Remigio100% (3)
- 20-12-2023 Ramon Manuel Aguilera ZarateDocumento8 páginas20-12-2023 Ramon Manuel Aguilera ZarateOliver Israel De la Rosa LópezAún no hay calificaciones
- Examen Empresa 2022Documento11 páginasExamen Empresa 2022SaraAún no hay calificaciones
- Dornbusch Rudiger Cap4Documento23 páginasDornbusch Rudiger Cap4Omar MarínAún no hay calificaciones
- Matemática Financiera P.E Sem4Documento3 páginasMatemática Financiera P.E Sem4MAG100% (1)
- Estrategias Genericas de PorterDocumento38 páginasEstrategias Genericas de PorterS.e. RamirezAún no hay calificaciones
- Primera Nacionalización en BoliviaDocumento2 páginasPrimera Nacionalización en BoliviaBrendaArnezAún no hay calificaciones
- Examen Final EconomiaDocumento18 páginasExamen Final EconomiaYolanda Suyon GutiérrezAún no hay calificaciones
- Traduccion TriciclosDocumento12 páginasTraduccion TriciclosJuan ElladoAún no hay calificaciones
- La Concertacion de Precios y Como Afecta A Un Libre MercadoDocumento9 páginasLa Concertacion de Precios y Como Afecta A Un Libre MercadoJimmy OBAún no hay calificaciones
- Practico #1 HipotecaDocumento2 páginasPractico #1 HipotecaSara Nina TorrezAún no hay calificaciones
- EDTDocumento2 páginasEDTSteeven ArmijosAún no hay calificaciones
- Informe Matriz Dofa para La Distribuidora LDocumento10 páginasInforme Matriz Dofa para La Distribuidora Ljose orlando galvis pimientoAún no hay calificaciones
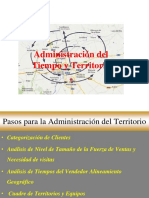
- 7 Administración de TerritorioDocumento19 páginas7 Administración de TerritorioCocoCastilloAún no hay calificaciones
- Case FurukawaDocumento6 páginasCase FurukawaQWERTYAún no hay calificaciones
- Estrategias Genericas Del Michael PorterDocumento3 páginasEstrategias Genericas Del Michael PorterArturo RamirezAún no hay calificaciones
- Segundo Examen ParcialDocumento3 páginasSegundo Examen ParcialFLOR LENNY ALVAREZ VENGOAAún no hay calificaciones
- Mapa FinalDocumento2 páginasMapa FinalNicole YuenAún no hay calificaciones
- Empresa Gourmet RealDocumento6 páginasEmpresa Gourmet Realcecilia macarenaAún no hay calificaciones
- LM 3Documento53 páginasLM 3Orlando Marino Taboada OvejeroAún no hay calificaciones
- Desarrollo de Panaderia Trigosol Maria Campos PDFDocumento3 páginasDesarrollo de Panaderia Trigosol Maria Campos PDFROBERT ALEJANDRO NECIOSUP GUIBERTAún no hay calificaciones
- Tarea 3 de La Segunda UnidadDocumento3 páginasTarea 3 de La Segunda UnidadFujoshi SanAún no hay calificaciones
- Tabla Comparativa Entre Los Diferentes Tipos de Crecimiento Empresarial y Empresas Que Puedan Conformar Un Grupo EmpresarialDocumento6 páginasTabla Comparativa Entre Los Diferentes Tipos de Crecimiento Empresarial y Empresas Que Puedan Conformar Un Grupo EmpresarialPaoPao MakeupAún no hay calificaciones
- Tarea 14Documento19 páginasTarea 14Volkswagen JettaAún no hay calificaciones
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Técnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)De EverandTécnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)Calificación: 4.5 de 5 estrellas4.5/5 (18)
- Responsabilidad social empresarial: Un desafío corporativoDe EverandResponsabilidad social empresarial: Un desafío corporativoAún no hay calificaciones
- Inventar el futuro: Postcapitalismo y un mundo sin trabajoDe EverandInventar el futuro: Postcapitalismo y un mundo sin trabajoCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Marketing gastronómico: La diferencia entre triunfar y fracasarDe EverandMarketing gastronómico: La diferencia entre triunfar y fracasarCalificación: 5 de 5 estrellas5/5 (2)
- Finanzas 3: Mercados financierosDe EverandFinanzas 3: Mercados financierosCalificación: 5 de 5 estrellas5/5 (2)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Esquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónDe EverandEsquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónCalificación: 5 de 5 estrellas5/5 (1)
- LA NEGOCIACIÓN EN 4 PASOS. Cómo negociar en situaciones difíciles, pasando del conflicto al acuerdo en los negocios y en la vida cotidianaDe EverandLA NEGOCIACIÓN EN 4 PASOS. Cómo negociar en situaciones difíciles, pasando del conflicto al acuerdo en los negocios y en la vida cotidianaCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Gerencia financiera basada en valor: Hacia un proceso sistemático para la toma de decisiones financierasDe EverandGerencia financiera basada en valor: Hacia un proceso sistemático para la toma de decisiones financierasAún no hay calificaciones
- Mercadotecnia y Ventas De Poder: “Tecnicas de promocion y mercadeo al alcance de todos!”De EverandMercadotecnia y Ventas De Poder: “Tecnicas de promocion y mercadeo al alcance de todos!”Calificación: 4 de 5 estrellas4/5 (8)