También podría gustarte
- Fisuración en FrióDocumento42 páginasFisuración en Frióvitucha100% (1)
- Presentación Unidad 5 - Inoxidables GeneralDocumento49 páginasPresentación Unidad 5 - Inoxidables GeneralSodapeepo kAún no hay calificaciones
- Tratamientos TermicosDocumento135 páginasTratamientos TermicosDanilo ILaquize AltamiranoAún no hay calificaciones
- Tratamientos Termicos 2018-2019Documento107 páginasTratamientos Termicos 2018-2019Michelle Camacho HerediaAún no hay calificaciones
- Electro-obtención del cobreDocumento27 páginasElectro-obtención del cobreNatán RodrigezAún no hay calificaciones
- Ciencia y Tecnología de Los Materiales Final PPTfibnalDocumento27 páginasCiencia y Tecnología de Los Materiales Final PPTfibnalJuanPool SaavedraAún no hay calificaciones
- Material Practica 3Documento9 páginasMaterial Practica 3edgar lopezAún no hay calificaciones
- Acero M42Documento6 páginasAcero M42Alexis BarolinAún no hay calificaciones
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
- DEFORMACION DE H13 FelipeDocumento10 páginasDEFORMACION DE H13 FelipeLUIS FELIPE PANIAGUA PINOAún no hay calificaciones
- Aluminio 6082Documento1 páginaAluminio 6082Gerardo Delás MedinaAún no hay calificaciones
- Hoja Informativa 040620Documento13 páginasHoja Informativa 040620Kaleb LeonAún no hay calificaciones
- Ejercicios Afino Metalurgia SecundariaDocumento2 páginasEjercicios Afino Metalurgia SecundariaCalis ThenicsAún no hay calificaciones
- 7018RHDocumento1 página7018RHMario MoranAún no hay calificaciones
- Aleaciones-Del-Aluminio Trabajo para PresentarDocumento38 páginasAleaciones-Del-Aluminio Trabajo para PresentarJavier Nicolas Quintanilla FloresAún no hay calificaciones
- SEMINARIO Sabado 30.07Documento11 páginasSEMINARIO Sabado 30.07Victor Angel Fuertes SaboyaAún no hay calificaciones
- 18 UTP 6820 MoLC REV. 01Documento1 página18 UTP 6820 MoLC REV. 01Ivan RsAún no hay calificaciones
- Hierro Esponja 2011Documento80 páginasHierro Esponja 2011Marco Antonio Ojeda PradoAún no hay calificaciones
- Semana 5 (Teoría) - Alto Horno Hierro EsponjaDocumento87 páginasSemana 5 (Teoría) - Alto Horno Hierro EsponjaPochito Anacleto Grandote PardoAún no hay calificaciones
- Barra Aluminio 7075 T6 Redonda PDFDocumento2 páginasBarra Aluminio 7075 T6 Redonda PDFJohnny Diaz VargasAún no hay calificaciones
- Barra Aluminio 7075 t6 RedondaDocumento2 páginasBarra Aluminio 7075 t6 RedondaKhryztyan Resendiz RamirezAún no hay calificaciones
- Barra Aluminio 7075 T6 Redonda PDFDocumento2 páginasBarra Aluminio 7075 T6 Redonda PDFChristian Reséndiz RamírezAún no hay calificaciones
- Barra Al 7075 T6 Ficha TécnicaDocumento2 páginasBarra Al 7075 T6 Ficha TécnicaMARIA JOSEAún no hay calificaciones
- Barra Aluminio 7075 T6 Redonda PDFDocumento2 páginasBarra Aluminio 7075 T6 Redonda PDFJohnny Diaz VargasAún no hay calificaciones
- Hoja Informativa 020620Documento7 páginasHoja Informativa 020620Kaleb LeonAún no hay calificaciones
- Tecnologías de Unión- Tema 7 -Soldeo Por Arco Con Electrodos Protegidos-SMAWDocumento12 páginasTecnologías de Unión- Tema 7 -Soldeo Por Arco Con Electrodos Protegidos-SMAWEvander LunaAún no hay calificaciones
- Uniones SoldadasDocumento22 páginasUniones SoldadasManuelAún no hay calificaciones
- CDP Proceso SmawDocumento37 páginasCDP Proceso SmawJORGE CAICEDOAún no hay calificaciones
- Presentación Unidad 3 - Aceros Estructura y PropiedadesDocumento40 páginasPresentación Unidad 3 - Aceros Estructura y PropiedadesZuleiky NoriegaAún no hay calificaciones
- Propiedades Técnicas Materiales ReciclablesDocumento30 páginasPropiedades Técnicas Materiales ReciclablesmcaamalAún no hay calificaciones
- Tenacito 110 PDFDocumento1 páginaTenacito 110 PDFJulio CesarAún no hay calificaciones
- Tablas 1Documento34 páginasTablas 1SolangeFuentesNavarroAún no hay calificaciones
- Soldadura de PlataDocumento5 páginasSoldadura de PlataHSEQ HabytecAún no hay calificaciones
- U4-Soldabilidad Aceros Al CarbonoDocumento18 páginasU4-Soldabilidad Aceros Al CarbonoRoberto DavisAún no hay calificaciones
- Tablas de Secciones y Tipos de Aleaciones para de Conductores Cobre y AluminioDocumento11 páginasTablas de Secciones y Tipos de Aleaciones para de Conductores Cobre y AluminioWalterAún no hay calificaciones
- Electrodos Verticales: Resistencia Total*: 8.62 (Ω)Documento7 páginasElectrodos Verticales: Resistencia Total*: 8.62 (Ω)NELSONAún no hay calificaciones
- InduraDocumento1 páginaInduraLuis Pinto RojasAún no hay calificaciones
- Nicro6020 EsDocumento2 páginasNicro6020 EsRomina AvilésAún no hay calificaciones
- Inox CWDocumento1 páginaInox CWEnriqueGDAún no hay calificaciones
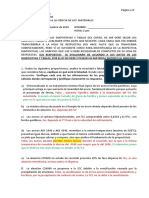
- SOLUCION ICM42020-iIDocumento6 páginasSOLUCION ICM42020-iIAlexis samuel calle chinchayAún no hay calificaciones
- EXSATIG512Documento1 páginaEXSATIG512joseAún no hay calificaciones
- Procesos de Union para Materiales Ceramicos y CompuestosDocumento113 páginasProcesos de Union para Materiales Ceramicos y CompuestosElmar CuellarAún no hay calificaciones
- Transformaciones de FaseDocumento27 páginasTransformaciones de FaseLuis Epigmenio Bermejo BustamanteAún no hay calificaciones
- Uniones Soldadas-1Documento22 páginasUniones Soldadas-1JAIME FERNANDO PORTERO CHUGCHILANAún no hay calificaciones
- FAbCO 115Documento1 páginaFAbCO 115Luis Pinto RojasAún no hay calificaciones
- Diagrama Hierro-Carbono y Microestructuras FerrosasDocumento31 páginasDiagrama Hierro-Carbono y Microestructuras FerrosasMatias Sanchez VergaraAún no hay calificaciones
- Lección 01 - Diagrama Fe-CDocumento45 páginasLección 01 - Diagrama Fe-CFacundo TecheraAún no hay calificaciones
- INFORME #006 Niquelado BrillanteDocumento7 páginasINFORME #006 Niquelado BrillanteNoemi Quispe VillacortaAún no hay calificaciones
- Acero 1045 Ficha TecnicaDocumento2 páginasAcero 1045 Ficha Tecnicaa20095643Aún no hay calificaciones
- Clasificación de alambres GMAWDocumento7 páginasClasificación de alambres GMAWEduard NuñezAún no hay calificaciones
- Laboratorio 2Documento7 páginasLaboratorio 2ROSITA JASURYAún no hay calificaciones
- Catálogo Gritec KUPFERDocumento15 páginasCatálogo Gritec KUPFERGustavo arayaAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- A bq842s PDFDocumento71 páginasA bq842s PDFAntonio ArellanoAún no hay calificaciones
- Jerarquia de ControlesDocumento1 páginaJerarquia de ControlesWilliam Berrospi GarciaAún no hay calificaciones
- Iso 27001-2013Documento25 páginasIso 27001-2013William Berrospi GarciaAún no hay calificaciones
- 10 Mejores Trabajos Investigacion Tecnologia MineraDocumento220 páginas10 Mejores Trabajos Investigacion Tecnologia MineraDaniel CcamaAún no hay calificaciones
- Varsol Sura PDFDocumento2 páginasVarsol Sura PDFDuvan VanegasAún no hay calificaciones
- Tec Apli Seg Ind SoldDocumento11 páginasTec Apli Seg Ind SoldWilliam Berrospi GarciaAún no hay calificaciones
- Codigo Nacional de Electricidad Suministro 2001Documento312 páginasCodigo Nacional de Electricidad Suministro 2001Elmer Ugarte LopezAún no hay calificaciones
- Tabla de Conversión de DurezasDocumento5 páginasTabla de Conversión de DurezasWilliam Berrospi GarciaAún no hay calificaciones
- Articulo Falla Eje SoldadoDocumento8 páginasArticulo Falla Eje SoldadoWilliam Berrospi GarciaAún no hay calificaciones
- Guía para Una Entrevista Laboral de Exito PDFDocumento25 páginasGuía para Una Entrevista Laboral de Exito PDFWilliam Berrospi GarciaAún no hay calificaciones
- Actualización en El Código AwsDocumento60 páginasActualización en El Código AwsWilliam Berrospi GarciaAún no hay calificaciones
- Fragilización por hidrógeno: una problemática con poca visiónDocumento7 páginasFragilización por hidrógeno: una problemática con poca visiónWilliam Berrospi GarciaAún no hay calificaciones
- Instalación y pruebas de sistemas de tubería industrialDocumento95 páginasInstalación y pruebas de sistemas de tubería industrialcarlosAún no hay calificaciones
- Tratamiento Termico Costuras Caldero 11Documento11 páginasTratamiento Termico Costuras Caldero 11William Berrospi GarciaAún no hay calificaciones
- Cat Nomenclatura EsDocumento7 páginasCat Nomenclatura EsGerman RodriguezAún no hay calificaciones
- Cuadernoescritura Alfabeto Edades5+v3 PDFDocumento31 páginasCuadernoescritura Alfabeto Edades5+v3 PDFWilliam Berrospi Garcia100% (1)
- Historia Del AtletismoDocumento7 páginasHistoria Del AtletismoWilliam Berrospi GarciaAún no hay calificaciones
- Manual Tenaris Casing TubingDocumento48 páginasManual Tenaris Casing TubingAndres Camilo Peña Sanchez100% (4)
- Viaje Al Interior Del OleoductoDocumento4 páginasViaje Al Interior Del OleoductoWilliam Berrospi GarciaAún no hay calificaciones
- 0252016-CU-RE-HS-25 Inspección de Arnes de SeguridadDocumento1 página0252016-CU-RE-HS-25 Inspección de Arnes de SeguridadWilliam Berrospi GarciaAún no hay calificaciones
- Indicadores MinigraficosDocumento3 páginasIndicadores MinigraficosWilliam Berrospi GarciaAún no hay calificaciones
- HT - Sikaflex 2C SLDocumento5 páginasHT - Sikaflex 2C SLWilliam Berrospi GarciaAún no hay calificaciones
- La FelicidadDocumento1 páginaLa FelicidadWilliam Berrospi GarciaAún no hay calificaciones
- Niveles Inspector SoldaduraDocumento22 páginasNiveles Inspector SoldaduraWilliam Berrospi Garcia100% (1)
- Normas ahorro energíaDocumento7 páginasNormas ahorro energíaWilliam Berrospi GarciaAún no hay calificaciones
- En Iso 6946 Aenor 5a099ed01723dd3f8cfeb2aaDocumento3 páginasEn Iso 6946 Aenor 5a099ed01723dd3f8cfeb2aaWilliam Berrospi GarciaAún no hay calificaciones
- 01 - CARLOS SANITA - Fund - de Confiabilidad - Casos PracticosDocumento22 páginas01 - CARLOS SANITA - Fund - de Confiabilidad - Casos PracticosWilliam Berrospi GarciaAún no hay calificaciones
- Check List de Hot Tap - InicioDocumento1 páginaCheck List de Hot Tap - InicioWilliam Berrospi GarciaAún no hay calificaciones
- C F G M - Tuberías PDFDocumento26 páginasC F G M - Tuberías PDFtheputitoAún no hay calificaciones
- Alberdi, Juan Bautista - Una Entrevista Historica PDFDocumento5 páginasAlberdi, Juan Bautista - Una Entrevista Historica PDFCésar Sampedro EstradaAún no hay calificaciones
- Manejo de Catalogo Acoples DODGEDocumento46 páginasManejo de Catalogo Acoples DODGEPedro Julio PérezAún no hay calificaciones
- Alternativas de Operación.Documento2 páginasAlternativas de Operación.Paula Andrea GarciaAún no hay calificaciones
- Métodos científicos clasificaciónDocumento2 páginasMétodos científicos clasificaciónJulio Jesus Vc79% (39)
- Diapositivas de AlgebraDocumento34 páginasDiapositivas de AlgebraRaul B. ReyesAún no hay calificaciones
- Cálculo de parámetros eléctricos y dimensionamiento de conductoresDocumento3 páginasCálculo de parámetros eléctricos y dimensionamiento de conductoresLeandro Leao Zeballos100% (1)
- Resumen 7 Hábitos de Los Adolescentes EfectivosDocumento35 páginasResumen 7 Hábitos de Los Adolescentes EfectivosYeroy Roynel100% (2)
- Volquetes para transporte y descarga de materialesDocumento22 páginasVolquetes para transporte y descarga de materialesJohn CornejoAún no hay calificaciones
- Hábitos de Vida Saludable PDFDocumento1 páginaHábitos de Vida Saludable PDFGener EdinsoAún no hay calificaciones
- Ensayo de La Historia de La Iridiología Unidad 1Documento3 páginasEnsayo de La Historia de La Iridiología Unidad 1Iliana OrdoñezAún no hay calificaciones
- Catalogo PlanosDocumento39 páginasCatalogo PlanosMartinAún no hay calificaciones
- Mecanismos Geneticos BasicosDocumento3 páginasMecanismos Geneticos Basicosalmafuerte3ro100% (1)
- Viscosidad de los fluidosDocumento37 páginasViscosidad de los fluidosAlexis Ene MAún no hay calificaciones
- PC N°1 - Grupo N°3 - Delimitacion de Una Cuenca.Documento12 páginasPC N°1 - Grupo N°3 - Delimitacion de Una Cuenca.Leito BardalesAún no hay calificaciones
- Examen de confección de vestidos y la industria textilDocumento5 páginasExamen de confección de vestidos y la industria textilRocio RMAún no hay calificaciones
- Los AnticuchosDocumento3 páginasLos Anticuchoscecilia garfiasAún no hay calificaciones
- MatemáticasDocumento4 páginasMatemáticasHanna AmayaAún no hay calificaciones
- Patrimonio Inmaterial FichasDocumento4 páginasPatrimonio Inmaterial FichasAlexander Cruz limaAún no hay calificaciones
- AZTECASDocumento7 páginasAZTECASALE BURROLAAún no hay calificaciones
- Decroux Dinamica RitmicaDocumento18 páginasDecroux Dinamica RitmicaVictor Paulo de SeixasAún no hay calificaciones
- Trabajo de Investigacion Creencias Irracionales y Bienestar EmocionalDocumento31 páginasTrabajo de Investigacion Creencias Irracionales y Bienestar EmocionalKenrich SlooteAún no hay calificaciones
- Esquemas de Aplicacion - Linea ArquitectonicaDocumento11 páginasEsquemas de Aplicacion - Linea ArquitectonicaWendyAún no hay calificaciones
- FARMACOGENETICADocumento8 páginasFARMACOGENETICAAngelita Ascarrunz AmurrioAún no hay calificaciones
- Practica 3 SimulaciónDocumento2 páginasPractica 3 SimulaciónNikole Elizabeth SantaCruz CarrascoAún no hay calificaciones
- 11º Enzimas Cardíacas y MuscularesDocumento29 páginas11º Enzimas Cardíacas y MuscularesNelidaMamaniAún no hay calificaciones
- Lectura Semana 29 de MayoDocumento21 páginasLectura Semana 29 de MayoEscuela Timoteo Araya Alegria Villa AlegreAún no hay calificaciones
- Soldadura AST Montaje EstructuraDocumento1 páginaSoldadura AST Montaje EstructuraJuan Manuel Ayala BarreraAún no hay calificaciones
- Investigadora Universitaria Desarrolla Biopelícula A Base de Almidón Extraído Del ChayoteDocumento1 páginaInvestigadora Universitaria Desarrolla Biopelícula A Base de Almidón Extraído Del ChayoteDvJosuéAún no hay calificaciones
- Aplicación de La Integral Definida A Partir de Los Instrumentos Deportivos Utilizados en La Vida CotidianaDocumento3 páginasAplicación de La Integral Definida A Partir de Los Instrumentos Deportivos Utilizados en La Vida CotidianaJorge Mariio DiiAzAún no hay calificaciones