También podría gustarte
- Manual de Soldadura - OERLIKONDocumento287 páginasManual de Soldadura - OERLIKONRicardo Nicolás Barchetta92% (13)
- Tabla de CodosDocumento10 páginasTabla de CodosGerald Vargas100% (7)
- Taller 3 - Simulación MontecarloDocumento2 páginasTaller 3 - Simulación MontecarloApuestas Julano0% (1)
- Tema 1 y Tema 28 de La Oposicion A Matematicas de SecundariaDocumento20 páginasTema 1 y Tema 28 de La Oposicion A Matematicas de Secundariamaxbazu100% (2)
- PRÁCTICA #1. Dinamo Excitación Shunt. Ensayo en Vacio y en Carga.Documento2 páginasPRÁCTICA #1. Dinamo Excitación Shunt. Ensayo en Vacio y en Carga.fmartosf100% (2)
- Resumenes Proexplo 2019Documento346 páginasResumenes Proexplo 2019Morryzon Adrian100% (1)
- Copia de CERTIFIED WELDERS LIST - Rev0 (00000003)Documento1 páginaCopia de CERTIFIED WELDERS LIST - Rev0 (00000003)NoeJosueMazrtinezAcianoAún no hay calificaciones
- Manual VT Nivel I y II Cap IV Rev ODocumento4 páginasManual VT Nivel I y II Cap IV Rev ONoeJosueMazrtinezAcianoAún no hay calificaciones
- 1.-Permiso Trabajo Con Equipos Radiactivos O.B Turno BDocumento1 página1.-Permiso Trabajo Con Equipos Radiactivos O.B Turno BNoeJosueMazrtinezAcianoAún no hay calificaciones
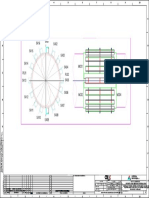
- Esquema para PH de Spool Con Camisa de Anclaje Mapeado 3Documento1 páginaEsquema para PH de Spool Con Camisa de Anclaje Mapeado 3NoeJosueMazrtinezAcianoAún no hay calificaciones
- Manual VT Nivel I y II Cap III Rev ODocumento16 páginasManual VT Nivel I y II Cap III Rev ONoeJosueMazrtinezAcianoAún no hay calificaciones
- Manual VT Nivel I y II Cap V Rev ODocumento30 páginasManual VT Nivel I y II Cap V Rev OGerardo CastilloAún no hay calificaciones
- Manual VT Nivel I y II Cap II Rev ODocumento26 páginasManual VT Nivel I y II Cap II Rev OGerardo CastilloAún no hay calificaciones
- Manual VT Nivel I y II Cap I Rev ODocumento30 páginasManual VT Nivel I y II Cap I Rev OGerardo CastilloAún no hay calificaciones
- Conexiones 23Documento16 páginasConexiones 23Joc LuisAún no hay calificaciones
- Toma El ControlDocumento16 páginasToma El ControlLuis UrestiAún no hay calificaciones
- Información de Radiografía Industrial.Documento1 páginaInformación de Radiografía Industrial.NoeJosueMazrtinezAcianoAún no hay calificaciones
- Información de Radiografía Industrial.Documento1 páginaInformación de Radiografía Industrial.NoeJosueMazrtinezAcianoAún no hay calificaciones
- 2 - Presentación ASMEVIIIDocumento91 páginas2 - Presentación ASMEVIIIAvelino SantiagoAún no hay calificaciones
- Criterios y Recomendaciones Insp. VisualDocumento3 páginasCriterios y Recomendaciones Insp. VisualNoeJosueMazrtinezAcianoAún no hay calificaciones
- 06 Metalurgia Del AceroDocumento47 páginas06 Metalurgia Del Aceroquerero7Aún no hay calificaciones
- 2 Fundamentos de Terminología y Definiciones-10Documento99 páginas2 Fundamentos de Terminología y Definiciones-10Jesus FonsecaAún no hay calificaciones
- Gmaw InfraDocumento48 páginasGmaw InfraNoeJosueMazrtinezAciano100% (1)
- Guia 2 Cuarto Año AproximacionesDocumento4 páginasGuia 2 Cuarto Año AproximacionesDaxida ValeroAún no hay calificaciones
- Flor e Inflorecencia 6.1Documento19 páginasFlor e Inflorecencia 6.1Daiana tabordaAún no hay calificaciones
- Vector Velocidad y AceleracionDocumento4 páginasVector Velocidad y AceleracionParrita Edu ClarimarAún no hay calificaciones
- Trabajo Domiciliario Ex Parcial 2023 0Documento3 páginasTrabajo Domiciliario Ex Parcial 2023 0Ximena Agama AlvarezAún no hay calificaciones
- Proceso Calculo Vida Útil SKFDocumento3 páginasProceso Calculo Vida Útil SKFAnder Arretxe GarcíaAún no hay calificaciones
- Resumen PreformulacionDocumento12 páginasResumen PreformulacionS Andrea Bravo MirandaAún no hay calificaciones
- Mecánica Newtoniana: 2020 A Hoja de Trabajo 5Documento5 páginasMecánica Newtoniana: 2020 A Hoja de Trabajo 5Leonardo SerranoAún no hay calificaciones
- Truper SOT 250Documento10 páginasTruper SOT 250David RivasAún no hay calificaciones
- L.5 Circuitos LLDocumento13 páginasL.5 Circuitos LLCristhian PortocarreroAún no hay calificaciones
- 3ER EXAMEN PARCIAL 2020-I TunelDocumento4 páginas3ER EXAMEN PARCIAL 2020-I TunelJULIO CESAR BARRIENTOS CUCHOAún no hay calificaciones
- Ficha Tecnica Sistema Hidraulico de Accionamiento Directo TADS Bosch Rexroth HagglundsDocumento20 páginasFicha Tecnica Sistema Hidraulico de Accionamiento Directo TADS Bosch Rexroth HagglundselaAún no hay calificaciones
- Quimica 2Documento6 páginasQuimica 2Sebastian FrancoAún no hay calificaciones
- Evaluaciones EDO PUCE 2017 1Documento15 páginasEvaluaciones EDO PUCE 2017 1KAGGHGAún no hay calificaciones
- Indicadores de EspacioDocumento7 páginasIndicadores de EspacioDenise Correa Diaz0% (1)
- Neurona en EsDocumento11 páginasNeurona en EsYadira LlumiquingaAún no hay calificaciones
- FORMATO - Reporte de Resultados Laboratorio 2023-1Documento2 páginasFORMATO - Reporte de Resultados Laboratorio 2023-1Erly Ronal Chavez CarbajalAún no hay calificaciones
- Determinacion de La Constante de Equilibrio para Una Reaccion HomogeneaDocumento4 páginasDeterminacion de La Constante de Equilibrio para Una Reaccion Homogeneamaricel ramirezAún no hay calificaciones
- Tareacolaborativaderepartoproporcional PDFDocumento3 páginasTareacolaborativaderepartoproporcional PDFpaola pinillos58% (12)
- Rutas de Recolección SIGDocumento25 páginasRutas de Recolección SIGJuan Antonio Araiza AguilarAún no hay calificaciones
- Control Estadistico de La CalidadDocumento190 páginasControl Estadistico de La CalidadLuis German Alejos ZapataAún no hay calificaciones
- X8705102 WinCE CastellanoDocumento36 páginasX8705102 WinCE CastellanoEcocec Centralita Electronica ComplementariaAún no hay calificaciones
- Términos Utilizados para El Estudio Del MotorDocumento107 páginasTérminos Utilizados para El Estudio Del MotorcarmegrAún no hay calificaciones
- Haulotte HA 26 PXDocumento2 páginasHaulotte HA 26 PXJESUS ROMEROAún no hay calificaciones
- Practica N°2 Medicion de PresionDocumento5 páginasPractica N°2 Medicion de PresionLeonardo Alejandro Vargas TorrezAún no hay calificaciones
- Robert Fludd - Una Breve Experiencia TeatralDocumento3 páginasRobert Fludd - Una Breve Experiencia Teatraljuan jalilAún no hay calificaciones
- AUB PL3b ResueltaDocumento21 páginasAUB PL3b ResueltaLORENZO Martínez MerchanteAún no hay calificaciones