También podría gustarte
- Formato Analisis de PuestosDocumento3 páginasFormato Analisis de PuestosIvonne Marquez80% (5)
- Energias Reovables Meto2Documento12 páginasEnergias Reovables Meto2Daniel Tamata SolorioAún no hay calificaciones
- Tipos de Párrafos (Ejercicios)Documento4 páginasTipos de Párrafos (Ejercicios)Yáñez Natalia69% (26)
- Instrumento Auditoría PEC V2.0 - (Edición 2.02)Documento36 páginasInstrumento Auditoría PEC V2.0 - (Edición 2.02)Elita E. Verdugo0% (1)
- Turbina FrancisDocumento17 páginasTurbina FrancisJorghe BarrientosAún no hay calificaciones
- Centrales Hidroelectricas y Turbinas HidraulicasDocumento9 páginasCentrales Hidroelectricas y Turbinas HidraulicasCarlosCHAún no hay calificaciones
- Turbomáquina - DefiniciónDocumento10 páginasTurbomáquina - Definiciónkarlos_jj_sanchezAún no hay calificaciones
- Informrme de Turbina FrancisDocumento29 páginasInformrme de Turbina FrancisAnonymous AESMLRqeAún no hay calificaciones
- Turbina FrancisDocumento22 páginasTurbina FrancisfernandoAún no hay calificaciones
- Laboratorio de Ingenieria Mecanica - TURBINA PELTONDocumento18 páginasLaboratorio de Ingenieria Mecanica - TURBINA PELTONEdinzOnFernandezAún no hay calificaciones
- Vamos A Estudiar Las Turbinas Hidráulicas y Luego Veremos Las Más UsadasDocumento19 páginasVamos A Estudiar Las Turbinas Hidráulicas y Luego Veremos Las Más Usadasvalentina benitezAún no hay calificaciones
- Lab 07 Bombas Serie y ParaleloDocumento19 páginasLab 07 Bombas Serie y ParaleloJesus Manuel Rueda AlcaláAún no hay calificaciones
- Selección de Bombas CentrífugasDocumento24 páginasSelección de Bombas Centrífugasdpdalu1100% (1)
- Turbinas HIdraulicasDocumento114 páginasTurbinas HIdraulicasnelson renatoAún no hay calificaciones
- Centrales Termoeléctricas ConvencionalesDocumento94 páginasCentrales Termoeléctricas ConvencionalesJuanmencias173Aún no hay calificaciones
- Informe PeltonDocumento17 páginasInforme Peltonsebas zamataAún no hay calificaciones
- Turbina de HéliceDocumento4 páginasTurbina de HéliceJhoel Quispe TiconaAún no hay calificaciones
- Bomba de Paletas.Documento3 páginasBomba de Paletas.memoAún no hay calificaciones
- Compuerta TaintorDocumento29 páginasCompuerta TaintorFernando100% (1)
- Ecuación de EulerDocumento46 páginasEcuación de EulerDiego GR100% (1)
- Turbina TubularDocumento9 páginasTurbina TubularJose Lezama PalominoAún no hay calificaciones
- Turbina Pelton..Documento12 páginasTurbina Pelton..Abraham Vizalla AucaAún no hay calificaciones
- Máquinas Hidráulicas (Electro)Documento5 páginasMáquinas Hidráulicas (Electro)RichardAlbertoSozaRiosAún no hay calificaciones
- Turbinas - Hidráulicas - Cap3 MataixDocumento44 páginasTurbinas - Hidráulicas - Cap3 Mataixmapo60% (5)
- La Generación Hidroeléctrica en El EcuadorDocumento55 páginasLa Generación Hidroeléctrica en El EcuadorVictor Macias100% (1)
- Simbología en HidráulicaDocumento11 páginasSimbología en HidráulicaAbraham LaricoAún no hay calificaciones
- Turbinas HidraulicasDocumento64 páginasTurbinas HidraulicasManuel Jacran50% (2)
- Infografía Turbinas HidráulicasDocumento1 páginaInfografía Turbinas HidráulicasDaniel B.Aún no hay calificaciones
- Turbina PeltonDocumento23 páginasTurbina Peltonisami_04Aún no hay calificaciones
- TurbomáquinasDocumento20 páginasTurbomáquinasMorgan G. VásquezAún no hay calificaciones
- Turbina Francis PDFDocumento48 páginasTurbina Francis PDFjohn100% (2)
- Diferentes Tipos de Turbinas HidroeléctricasDocumento8 páginasDiferentes Tipos de Turbinas HidroeléctricasCarlos Gabriel Rosado HerreraAún no hay calificaciones
- Calculo de Una Turbina PeltonDocumento5 páginasCalculo de Una Turbina Peltontony2003uniAún no hay calificaciones
- Turbinas Michell - BankiDocumento15 páginasTurbinas Michell - BankidgoramirezAún no hay calificaciones
- Turbinas HidráulicasDocumento81 páginasTurbinas HidráulicasZulayka ArroyoAún no hay calificaciones
- InformeDocumento18 páginasInformeFernando JuarezAún no hay calificaciones
- Informe Turbina FrancisDocumento27 páginasInforme Turbina FrancisJhonatan Ramos0% (1)
- Turbinas FrancisDocumento6 páginasTurbinas Francisturbicanche100% (1)
- Cargas IndustrialesDocumento13 páginasCargas Industrialesjose neira100% (2)
- Introduccion y Conceptos Basicos Maquinas HidraulicasDocumento11 páginasIntroduccion y Conceptos Basicos Maquinas HidraulicasRobertPerezSalazar100% (1)
- Energía Hidráulica GeneracionDocumento22 páginasEnergía Hidráulica GeneracionEngel AdriAún no hay calificaciones
- Centrales Hidroeléctrica y Su FuncionamientoDocumento11 páginasCentrales Hidroeléctrica y Su FuncionamientoluisAún no hay calificaciones
- Casa de Maquinas Minicentral HidroelectricaDocumento54 páginasCasa de Maquinas Minicentral HidroelectricaYuler Eugenio MamaniAún no hay calificaciones
- Historia de TurbinasDocumento4 páginasHistoria de TurbinasAlfredo TorizAún no hay calificaciones
- HRSGDocumento13 páginasHRSGTomas Sanchez-VegasAún no hay calificaciones
- Operacion y Caracteristicas de Pelton Francis y KaplanDocumento60 páginasOperacion y Caracteristicas de Pelton Francis y KaplanBarbie MoxhaAún no hay calificaciones
- Turbinas Deriaz ExpoDocumento52 páginasTurbinas Deriaz ExpoRuben Alvarez Ventura100% (2)
- Bombas Centrifugas Monoblock Utilizadas Como Turbinas HidráulicasDocumento5 páginasBombas Centrifugas Monoblock Utilizadas Como Turbinas HidráulicasarielbankiAún no hay calificaciones
- Informe Sobre Central ElectricaDocumento17 páginasInforme Sobre Central ElectricaRicher Cadillo0% (1)
- 01 - Esquemas de Generación y TransmisiónDocumento24 páginas01 - Esquemas de Generación y TransmisiónAnonymous BanTcoAún no hay calificaciones
- Selección de Turbinas FrancisDocumento3 páginasSelección de Turbinas FrancisCesar Augusto Castillo RoqueAún no hay calificaciones
- Investigación Sobre Los Diferentes Tipos de VálvulasDocumento29 páginasInvestigación Sobre Los Diferentes Tipos de VálvulasZurisadai Gallegos100% (1)
- Practica 2: Aplicaciones de Un Circuito Generador de Corriente ConstanteDocumento11 páginasPractica 2: Aplicaciones de Un Circuito Generador de Corriente ConstantePaul Vintimilla TapiaAún no hay calificaciones
- ELE-213 Guía2, FinishDocumento3 páginasELE-213 Guía2, Finishleuny ortega fulgencioAún no hay calificaciones
- Seleccion de TurbinasDocumento14 páginasSeleccion de TurbinasPAULO ESTEBAN APARICIO PORTUGALAún no hay calificaciones
- Parámetros Que Influyen Sobre La Eficiencia de La TurbinaDocumento32 páginasParámetros Que Influyen Sobre La Eficiencia de La TurbinaOrion AsturiasAún no hay calificaciones
- Qué Es Un Sistema de BombeoDocumento15 páginasQué Es Un Sistema de BombeoAlejandro Cetina MiamAún no hay calificaciones
- Bombas HidraulicasDocumento46 páginasBombas HidraulicasJohan Mora100% (1)
- Metodo de Los Dos VatimetrosDocumento12 páginasMetodo de Los Dos VatimetrosNelly HerreraAún no hay calificaciones
- Turbinas de VaporDocumento15 páginasTurbinas de VaporManuel RodriguezAún no hay calificaciones
- TurbomaquinasDocumento25 páginasTurbomaquinasOscarAún no hay calificaciones
- Practica 10 Mecánica de FluidosDocumento18 páginasPractica 10 Mecánica de FluidosJorch HC100% (1)
- Electricidad, electromagnetismo y electrónica aplicados al automóvil. TMVG0209De EverandElectricidad, electromagnetismo y electrónica aplicados al automóvil. TMVG0209Calificación: 2 de 5 estrellas2/5 (1)
- Inspección Y Control de CombustibleDocumento1 páginaInspección Y Control de CombustibleGianella Eyzaguirre LeonAún no hay calificaciones
- Formato de Control VehicularDocumento7 páginasFormato de Control VehicularGianella Eyzaguirre LeonAún no hay calificaciones
- Control de Abastecimiento de Cemento: Datos Del Encargado de RegistroDocumento1 páginaControl de Abastecimiento de Cemento: Datos Del Encargado de RegistroGianella Eyzaguirre LeonAún no hay calificaciones
- Formato de Control de CementoDocumento1 páginaFormato de Control de CementoGianella Eyzaguirre Leon100% (2)
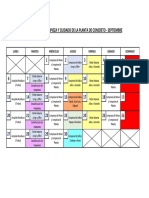
- Cronograma de Limpieza SeptiembreDocumento1 páginaCronograma de Limpieza SeptiembreGianella Eyzaguirre LeonAún no hay calificaciones
- Tarea Trabajo en Caliente Gianella Eyzaguirre PDFDocumento2 páginasTarea Trabajo en Caliente Gianella Eyzaguirre PDFGianella Eyzaguirre LeonAún no hay calificaciones
- Tarea - Manto-Prev - Torno-Gianella-Eyzaguirre PDFDocumento4 páginasTarea - Manto-Prev - Torno-Gianella-Eyzaguirre PDFGianella Eyzaguirre LeonAún no hay calificaciones
- Sindromes MieloproliferativosDocumento50 páginasSindromes MieloproliferativosAlo Ely AlvarezAún no hay calificaciones
- Apuntes C Zaror PDFDocumento55 páginasApuntes C Zaror PDFNaty RubilarAún no hay calificaciones
- Comprension de LecturaDocumento2 páginasComprension de LecturaDiana CardenasAún no hay calificaciones
- Anexo 1. Política Del SG SST.Documento2 páginasAnexo 1. Política Del SG SST.Ximena Martin DuqueAún no hay calificaciones
- Lógica y FuncionesDocumento6 páginasLógica y Funcionesdnnis21Aún no hay calificaciones
- Manual de Procedimientos de Operación para La Producción de La Estadística de Nacimientos Matrimonios y DivorciosDocumento144 páginasManual de Procedimientos de Operación para La Producción de La Estadística de Nacimientos Matrimonios y DivorciosKarla RoblesytttAún no hay calificaciones
- Línea Del Tiempo Elementos de La LiteraturaDocumento3 páginasLínea Del Tiempo Elementos de La LiteraturaAnahidali Lizárraga LizárragaAún no hay calificaciones
- Hab Mod A - Santiago de HuataDocumento36 páginasHab Mod A - Santiago de HuataUlises Quispe MamaniAún no hay calificaciones
- Sem13 El Predicado 1Documento7 páginasSem13 El Predicado 1JhonatanHuaricapchaCondorAún no hay calificaciones
- Kung, Hans - Existe DiosDocumento486 páginasKung, Hans - Existe DiosPsy Sin Doctrinas100% (3)
- Contrato de Obra Contratista Modificado Enero 2015 en Proceso de RevisionDocumento12 páginasContrato de Obra Contratista Modificado Enero 2015 en Proceso de Revisionnathy ReyesAún no hay calificaciones
- WE Sesion2 PresentacionExcelFinancieroDocumento20 páginasWE Sesion2 PresentacionExcelFinancieroMax Paul Diaz LoaAún no hay calificaciones
- Practica de FraccionamientoDocumento11 páginasPractica de FraccionamientoRodrigo Salgueiro LlanosAún no hay calificaciones
- Supervivencia Naturaleza Conseguir Fuego IIDocumento4 páginasSupervivencia Naturaleza Conseguir Fuego IItupaenoesAún no hay calificaciones
- Propano Triol QuimicaDocumento10 páginasPropano Triol QuimicaMonica PradoAún no hay calificaciones
- ESCENOGRAFIADocumento8 páginasESCENOGRAFIAKathleen Liliana Pachco HerreraAún no hay calificaciones
- Acuerdo 07 - 07 de Julio de 2021Documento117 páginasAcuerdo 07 - 07 de Julio de 2021Fabian Jose Racine VergaraAún no hay calificaciones
- Programa BOVISIO América PrehispánicaDocumento14 páginasPrograma BOVISIO América PrehispánicaLuciaAún no hay calificaciones
- El Periódico MuralDocumento3 páginasEl Periódico Muralaxelfredy0% (1)
- Sesion 3,2-Cyt-5-Eda 5-Desarrollamos La Indagación Científica de La Capacidad Calorífica de Los CuerpDocumento10 páginasSesion 3,2-Cyt-5-Eda 5-Desarrollamos La Indagación Científica de La Capacidad Calorífica de Los CuerpYen JulcahuancaAún no hay calificaciones
- Proceso Productivo de Mango DeshidratadoDocumento16 páginasProceso Productivo de Mango DeshidratadoSantos Vera CarranzaAún no hay calificaciones
- La Docencia Pilar Fundamental de La MasoneriaDocumento11 páginasLa Docencia Pilar Fundamental de La MasoneriaGaston Contreras PobleteAún no hay calificaciones
- Monica Honores Artículo Periodístico Portada de RevistaDocumento2 páginasMonica Honores Artículo Periodístico Portada de RevistaSOYCAPAZ PERUAún no hay calificaciones
- 10.formato Evaluación de ProveedoresDocumento3 páginas10.formato Evaluación de ProveedoresIgnacio Molina RiverosAún no hay calificaciones
- Norma Sanitaria para Matadero de AvesDocumento5 páginasNorma Sanitaria para Matadero de AvesGraciliano GonzalezAún no hay calificaciones
- Trabajo de Taller de InvestigacionDocumento40 páginasTrabajo de Taller de InvestigacionjuanAún no hay calificaciones
- Practica General Fisica Vida IDocumento67 páginasPractica General Fisica Vida ILigia MedinaAún no hay calificaciones