También podría gustarte
- Laboratorio 3 - Procesos de ManufacturaDocumento22 páginasLaboratorio 3 - Procesos de ManufacturaMarco CordobaAún no hay calificaciones
- Lab - 07 - Medicion y ControlDocumento26 páginasLab - 07 - Medicion y ControlErick Contreras QuispeAún no hay calificaciones
- Modelacion de Un Tanque de CalentamientoDocumento12 páginasModelacion de Un Tanque de CalentamientoMauricio100% (1)
- FUNDAMENTO TEÓRICO DisolucionesDocumento2 páginasFUNDAMENTO TEÓRICO DisolucionesDanny Erick Camacho Ortiz100% (8)
- ExtrusionDocumento12 páginasExtrusionPablo FdezAún no hay calificaciones
- 10.fundición de AluminioDocumento24 páginas10.fundición de AluminioJavier FríasAún no hay calificaciones
- Fundicion de MetalesDocumento56 páginasFundicion de MetalesEL DEIVIDAún no hay calificaciones
- LaminadoDocumento32 páginasLaminadoDaniela Parra BasadreAún no hay calificaciones
- 06 Extrusión de MetalesDocumento10 páginas06 Extrusión de MetalesfatamariAún no hay calificaciones
- Vaciado de MetalesDocumento29 páginasVaciado de MetalesDorian PerezAún no hay calificaciones
- Deformación Volumétrica en El Trabajo de MetalesDocumento21 páginasDeformación Volumétrica en El Trabajo de MetalesChuquihuanca Huayllani BrainAún no hay calificaciones
- 2 Presentacion 1 LaminacionDocumento31 páginas2 Presentacion 1 LaminacionJimena TejerinaAún no hay calificaciones
- PlasticosDocumento17 páginasPlasticosjoseandresmerele100% (1)
- ExtrusionDocumento12 páginasExtrusionJorge AlexisAún no hay calificaciones
- Fundicion Por Molde Unitario OriginalDocumento39 páginasFundicion Por Molde Unitario OriginaledwinAún no hay calificaciones
- Exposici On TrefiladoDocumento7 páginasExposici On TrefiladoJose Jonas AlfaroAún no hay calificaciones
- Exposicion de SoldaduraDocumento28 páginasExposicion de SoldaduraGabriel Torres BenturaAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento7 páginasSoldadura Oxiacetilénicakiko1984Aún no hay calificaciones
- Acero 1018Documento1 páginaAcero 1018MRFUSION05Aún no hay calificaciones
- Informe Polimeros TERMOFORMADODocumento4 páginasInforme Polimeros TERMOFORMADOLuis AlvaAún no hay calificaciones
- Carburo de WolframioDocumento5 páginasCarburo de WolframioAlejandro VázquezAún no hay calificaciones
- Productos de La ArcillaDocumento17 páginasProductos de La ArcillaYAILKARIAún no hay calificaciones
- Bronce PDFDocumento21 páginasBronce PDFJoel PomaAún no hay calificaciones
- Secado de ResinasDocumento8 páginasSecado de ResinasJorge Luis García EliseaAún no hay calificaciones
- Forjado de MetalesDocumento16 páginasForjado de MetalesPaulina SierraAún no hay calificaciones
- Proyecto Moldes PermanentesDocumento11 páginasProyecto Moldes PermanentesCésar MartínezAún no hay calificaciones
- Fundicion en Moldes de ArenaDocumento29 páginasFundicion en Moldes de ArenaLuis Cruz100% (1)
- Informe de Ensayo de Arenas 90%Documento21 páginasInforme de Ensayo de Arenas 90%Abdigal Gabriel Camargo Barra100% (1)
- Fundicion en Cera PerdidaDocumento3 páginasFundicion en Cera PerdidaAlan FloresAún no hay calificaciones
- Tratamientos TermomecánicosDocumento13 páginasTratamientos TermomecánicosGonzález Ruiz Luis AngelAún no hay calificaciones
- Cap 12 Talla PDFDocumento28 páginasCap 12 Talla PDFblancofrank54550% (2)
- El Prensado UniaxialDocumento5 páginasEl Prensado UniaxialMarcelino TinocoAún no hay calificaciones
- Tema 5 ColadaDocumento64 páginasTema 5 ColadaIsaac Jonathan Vargas AvilesAún no hay calificaciones
- Moldes MetalicosDocumento11 páginasMoldes MetalicosgabrielitaAún no hay calificaciones
- El Diseño Térmico de Moldes de InyecciónDocumento6 páginasEl Diseño Térmico de Moldes de Inyecciónvittor66Aún no hay calificaciones
- Tratamientos TermicosDocumento9 páginasTratamientos TermicosAnnakarina AguilarAún no hay calificaciones
- FractografiaDocumento10 páginasFractografiaRaphael FeriaAún no hay calificaciones
- Endurecimiento SuperficialDocumento44 páginasEndurecimiento SuperficialRoberth Vicente Pulluquitin BenavidesAún no hay calificaciones
- Extrusión de Tubo y PerfilDocumento5 páginasExtrusión de Tubo y Perfilhengleny100% (1)
- Cojinetes DeslizantesDocumento17 páginasCojinetes DeslizantesJhan MendezAún no hay calificaciones
- Ciencia de Los MaterialesDocumento55 páginasCiencia de Los MaterialesJair Manjarres RojasAún no hay calificaciones
- Cuestionario 02Documento31 páginasCuestionario 02michael arucutipa100% (1)
- Defectos de Fundicion22Documento59 páginasDefectos de Fundicion22Carlos GutierrezAún no hay calificaciones
- Moldeo y ColadaDocumento10 páginasMoldeo y ColadaAlexander Jose Auqui TovarAún no hay calificaciones
- Ensayo de Arenas para Fundicion Lab3Documento13 páginasEnsayo de Arenas para Fundicion Lab3davidAún no hay calificaciones
- Aceros para MecanizadoDocumento6 páginasAceros para MecanizadoMU6IW4R4Aún no hay calificaciones
- 13 - Epn ValvulasDocumento42 páginas13 - Epn ValvulasVíctor GarcíaAún no hay calificaciones
- Fundiciones y Moldajes II ICMDocumento31 páginasFundiciones y Moldajes II ICMCatalina CautinAún no hay calificaciones
- Horno de InducciónDocumento9 páginasHorno de InducciónAndres PradaAún no hay calificaciones
- YI Ultramold PlusDocumento2 páginasYI Ultramold PlusLuis RugerioAún no hay calificaciones
- TermofluenciaDocumento9 páginasTermofluenciafernan4103100% (1)
- Aleaciones AntifricciónDocumento8 páginasAleaciones AntifricciónAnonymous KdnOsd9Aún no hay calificaciones
- 7 Embuticion IIDocumento27 páginas7 Embuticion IIJose Lezama PalominoAún no hay calificaciones
- Ensayos de DurezaDocumento36 páginasEnsayos de DurezaAnonymous uGdo7y31OA100% (1)
- El MartilloDocumento17 páginasEl MartillohrjrAún no hay calificaciones
- MPM ExtrusionDocumento34 páginasMPM ExtrusionHantory CamusAún no hay calificaciones
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Engranajes ConicosDocumento18 páginasEngranajes ConicosJonathan Namuche PeñaAún no hay calificaciones
- Resinas AutofraguantesDocumento16 páginasResinas AutofraguantesAlexa Rodriguez Forero100% (1)
- Ciencia de MaterialesDocumento26 páginasCiencia de Materialesjairo0% (1)
- CreepDocumento17 páginasCreepGastón A. BreserAún no hay calificaciones
- ExtrusionDocumento21 páginasExtrusionMaria Molina GaviriaAún no hay calificaciones
- Extrusion 20182Documento25 páginasExtrusion 20182melisamontoyaAún no hay calificaciones
- Fibras de CarbonoDocumento30 páginasFibras de CarbonoFrankito Tacuri HuamaniAún no hay calificaciones
- Segunda Unidad de Trabajo Alumbrado de InterioresDocumento5 páginasSegunda Unidad de Trabajo Alumbrado de InterioresWashingtonCesar Palomino TerrazasAún no hay calificaciones
- Lista de Precios Casa TrinidadDocumento19 páginasLista de Precios Casa TrinidadSalinas Patricio de VictoriaAún no hay calificaciones
- Análisis de Sostenibilidad de Edificios Con Autodesk Insight 360 Desde RevitDocumento2 páginasAnálisis de Sostenibilidad de Edificios Con Autodesk Insight 360 Desde RevitJuan Carlos Vargas RamosAún no hay calificaciones
- Tuberias ExpoDocumento22 páginasTuberias ExpoEmerson ponceAún no hay calificaciones
- COMPORTAMIENTO Y PROPIEDADES MECÁNICAS DE LOS MATERIALES DEL CONCRETO ARMADO. GustavoDocumento1 páginaCOMPORTAMIENTO Y PROPIEDADES MECÁNICAS DE LOS MATERIALES DEL CONCRETO ARMADO. Gustavoconanca100% (1)
- V64-V65 Esp 1 PDFDocumento8 páginasV64-V65 Esp 1 PDFRafael BrunoAún no hay calificaciones
- 1.sillabus Ing. Bioprocesos - VFDocumento4 páginas1.sillabus Ing. Bioprocesos - VFEndar LSAún no hay calificaciones
- Tipos de CoordenadasDocumento4 páginasTipos de CoordenadasHenry RodriguezbAún no hay calificaciones
- FSQL PDFDocumento4 páginasFSQL PDFhayuri_tominagaAún no hay calificaciones
- EjemploDocumento6 páginasEjemploLeandroBarrosoAlfaroAún no hay calificaciones
- Practico de Series de PotenciaDocumento2 páginasPractico de Series de PotenciaValeria Laura Vera EscobarAún no hay calificaciones
- Revista Alcatel-Lucent 50 AñosDocumento46 páginasRevista Alcatel-Lucent 50 AñosMediosMilenium100% (1)
- Unidad V Examen Ingeniería de Control Clásico U V ADocumento2 páginasUnidad V Examen Ingeniería de Control Clásico U V AManuel NuñezAún no hay calificaciones
- PALDMX-PTE-ADM-015 Desmonte y Despalme Rev. 3Documento7 páginasPALDMX-PTE-ADM-015 Desmonte y Despalme Rev. 3Ing VargasAún no hay calificaciones
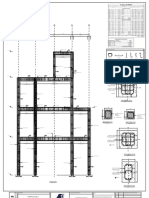
- Est Karibao PorticosDocumento1 páginaEst Karibao PorticosAndres CoelloAún no hay calificaciones
- Tipos de Fallas en AeronavesDocumento3 páginasTipos de Fallas en AeronavesMaster Dark100% (1)
- Borg Warner FansDocumento26 páginasBorg Warner Fansxpac727Aún no hay calificaciones
- CIIU Rev3 PDFDocumento324 páginasCIIU Rev3 PDFKarloz Yvan YakenoAún no hay calificaciones
- RCM-F-12 Formación de Blend C-97Documento5 páginasRCM-F-12 Formación de Blend C-97Planta KorioneAún no hay calificaciones
- Diseño RobustoDocumento36 páginasDiseño RobustoRony MezaAún no hay calificaciones
- Creando Un CarimboDocumento8 páginasCreando Un CarimboDrew RedAún no hay calificaciones
- HidrómetroDocumento6 páginasHidrómetroJaime Fernando BedonAún no hay calificaciones
- QUE FUNCION DESEMPEÑA LA MICROCENTRIFUGA EN EL LABORATORIO CLINICO. Equipo 5Documento8 páginasQUE FUNCION DESEMPEÑA LA MICROCENTRIFUGA EN EL LABORATORIO CLINICO. Equipo 5Katia Sántiz Pérez100% (1)
- Construcción Sostenible Part1Documento14 páginasConstrucción Sostenible Part1Julian David Carrillo CasasAún no hay calificaciones
- Trenes de EngranageDocumento20 páginasTrenes de EngranageFlavio Gallegos HernandezAún no hay calificaciones
- Tva Medidor Spirax SarcoDocumento4 páginasTva Medidor Spirax SarcoNz CaAún no hay calificaciones